Изобретение относится к станкостроению и может быть использовано при проектировании круглошлифовальных станков, преимущественно при проектировании механизмов тонких подач шлифовальных бабок.
Цель изобретения - повышение точности подачи шлифовального круга.
На фиг. 1 изображен механизм тонких подач, разрез; на фиг. 2 - схема удлинения силового упругого элемента.
Механизм тонкой подачи шлифовального круга содержит установленный на направляющих 1 подкладной плиты 2 станка (не показан) с возможностью перемещения корпус 3 шлифовальной бабки. На корпусе смонтированы опоры 4 шпинделя 5 шлифовального круга 6. Одна из опор 4 жестко связана с корпусом 3 шлифовальной 5абки, а другой - с этим же корпусом с помощью упругого элемента 7. Корпус 3 шлифовальной бабки кинематически соединен с винтовой передачей 8, которая предназначена для установочных перемещений и поперечных подач шлифовальной бабки. Вращение ходового винта передачи осуществляется с помощью, например, шагового двигателя 9, управление которым осуществляется с помощью устройства числового программного управления (УЧПУ). Для осуществления тонких подач шлифовального круга шлифовальная бабка оснащена механизмом гонких подач, который включает сило-вой упругий элемент 10. Один конец 11 этого элемента жестко связан с корпусом 3, а
СП
оэ 1 со о to
второй 12 - с корпусом опоры 4, которая связана с помощью упругого элемента 7 с корпусом шлифовальной бабки. Силовой упругий элемент 10 выполнен в виде стержня (или ) переменного профиля, наиболее тонкие части которого, соединяющие части большего диаметра, выполнены в виде пластин 13 и 14, которые расположены в параллельных горизонтальных плоскостях (как показано на фиг. 2), отстоящих друг от друга на расстоянии, равном величине h, которое выбирают в зависимости от требуемой величины перемещения опоры 4 с помощью механизма тонкой подачи. Для увеличения или уменьшения общей длины элемента 10 его средняя часть соединена с вертикально расположенным приводным рычагом 15, нижний конец которого одной стороной взаимодействует с подпружиненным пакетом тарельчатых пружин плунжером 16, корпус тарельчатых пружин которого жест ко связан с корпусом шлифовальной бабки, который постоянно стремится повернуть рычаг 15 против часовой стрелки, а второй стороной этот рычаг взаимодействует с винтовым штоком 17 червячного редуктора 18, закрепленного в корпусе 3 шлифовальной бабки.
Механизм тонкой подачи шлифовального круга работает следующим образом.
По команде УЧПУ с помощью двигателя 9 осуществляется быстрый подвод шлифо- вального круга 6 к детали 19, производится черновое и чистовое шлифование, в процессе которого осуществляется замер детали приборами активного контроля (АК) и определяется, имеет ли деталь конусность и в какую сторону направлен конус, к переднему центру, или заднему. Если конус детали направлен к переднему центру, то УЧПУ дает команду на включение двигателя (не показан) привода червячного редуктора 18, на отвод винтового штока 17. В процессе отвода штока плунжер 16 под действием пакета тарельчатых пружин поворачивается нижний конец приводного рычага 15 против часовой стрелки. Поворачиваясь, рычаг 15 поворачивает среднюю часть силового упругого элемента 10 вокруг своего центра, в результате чего точка А перемещается в точку А, а точка В - в точку В, в результате чего конец 12 упругого элемента может переместиться по направлению к де тали на величину Д1-|-Д2 и, изгибая при этом упругий элемент 7, перемещает опору 4
0
0
5
5
5
Q
0
5
с шпинделем шлифовального круга в сторону детали, в резулы.по ч(-и л „ ч -зшения шлифовального круга станг.втся параллельна оси центров станка. :i IM провальный круг начинает исправлять конусность и после исправления конусности и выхаживания по команде УЧПУ двигатель 9 осуществляет быстрый отвод шлифовального круга. В том случае, если конусность детали направлена к центру задней бабки, то УЧПУ дает команду на подвод винтового штока 17, который, перемещаясь, поворачивает рычаг 15 по часовой стрелке, сжимая при этом пакет тарельчатых пружин плунжера 16. При этом точка А средней части силового упругого элемента 10 перемещается в точку А, а точка В -- в точку В2 и элемент 10 укорачивается на величину, равную ДЗ+Л4. На эту же величину, изгибая упругий элемент 7, силовой упругий элемент 10 может переместить и опору 4 шпинделя шлифовального круга по направлению от детали 19 и ось шлифовального круга также устанавливается па раллельно оси центров и, после достижения заданного размера детали по команд УЧПУ. двигатель 9 осуществляет быстрый отвод шлифовальной бабки в исходное по ложение
Формула изобретения
Механизм тонкой подачи шлифовального круга, содержащий корпус шлифовальной бабки, несущий опоры шпинделя шлифовального круга, одна из которых связана с корпусом шлифовальной бабки с помощью упругого элемента, силовой упругий элемент, один конец которого жестко связан с корпусом шлифовальной бабки, а другой - с корпусом упомянутой опоры шпинделя, и привод силового упругого элемента в виде червячного редуктора, отличающийся тем, что, с целью повышения точности подачи, силовой упругий элемент выполнен в виде стержня переменного профиля, упругие участки которого расположены в параллельных горизонтальных плоскостях по обе стороны от его средней части, при этом механизм подачи снабжен подпружиненным плунжером, закрепленным на корпусе шлифовальной бабки, винтовым штоком, связанным с червячным редуктором и соединенным со средней частью стержня вертикальным рычагом, свободный конец которого размещен между плунжером и винтовым штоком.
12 /J W11
. -- Л /// /
фиг 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Сферошлифовальный станок | 1986 |
|
SU1414580A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С ПОВОРОТНОЙ ОПОРОЙ УЗЛА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ И СПОСОБ ПОВОРОТА ШЛИФОВАЛЬНОГО ШПИНДЕЛЯ В ШЛИФОВАЛЬНОМ СТАНКЕ | 2012 |
|
RU2605399C2 |
| Люнет | 1989 |
|
SU1731577A1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| Механизм тонкой подачи | 1972 |
|
SU624784A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |
| Копировальный станок | 1980 |
|
SU958078A1 |
| Токарный многооперационный станок | 1988 |
|
SU1645059A2 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Станок для шлифования канавок винтового режущего инструмента | 1981 |
|
SU1058493A3 |
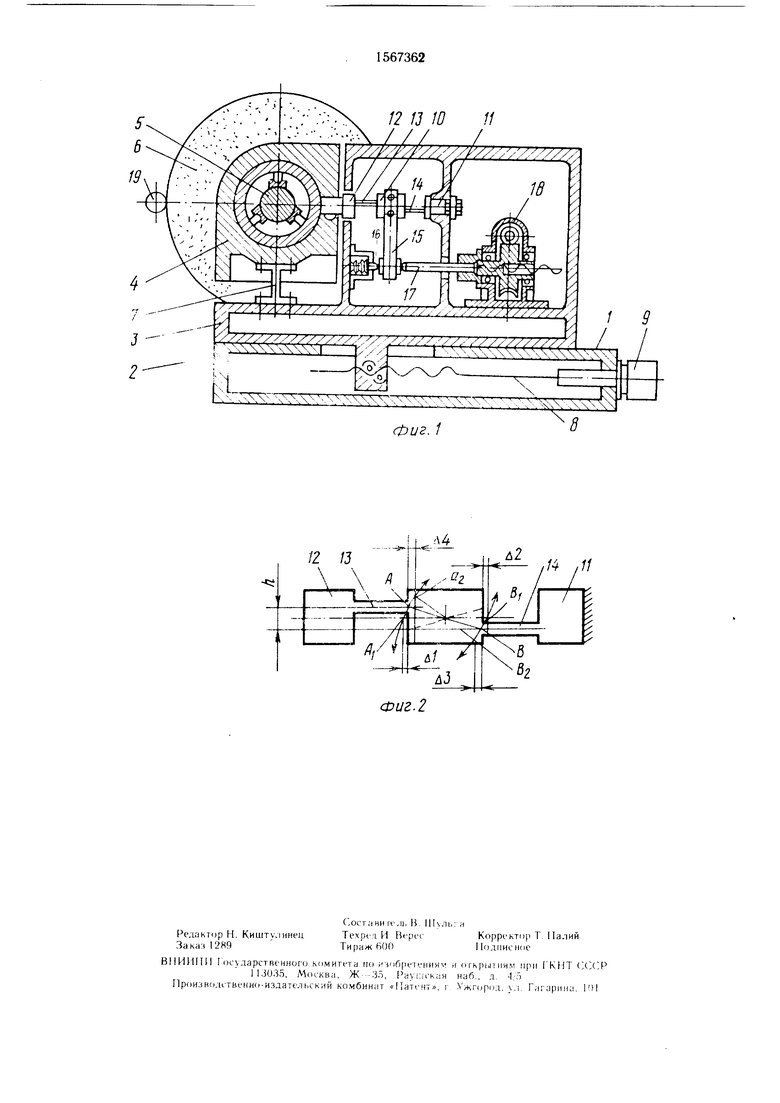
Изобретение относится к станкостроению и может быть использовано при проектировании круглошлифовальных станков. Цель изобретения - повысить точность подачи. Для этого силовой элемент 10 выполнен в виде стержня переменного профиля, упругие участки 13 и 14 которого выполнены в виде соединительных пластин, расположенных в параллельных горизонтальных плоскостях, отстоящих друг от друга на расстоянии, которое выбирают в зависимости от требуемой величины тонкой подачи. Средняя часть этого стержня жестко связана с вертикальным приводным рычагом 15, нижний конец которого одной стороной взаимодействует с торцом подпружиненного плунжера 16, а другой - с винтовым штоком 17 приводного механизма, выполненного в виде червячного редуктора, смонтированного в корпусе шлифовальной бабки станка 3. При включении двигателя привода червячного редуктора 18 свободный конец приводного рычага 15 перемещается влево или вправо под действием винтового штока 17 или подпружиненного плунжера 16. При повороте средней части стержня 10 происходит перемещение не закрепленного в корпусе 3 конца 12 влево или вправо, в зависимости от направления поворота приводного рычага 15. Опора 4, связанная с концом 12 и закрепленная на упругом элементе 7, перемещается, обеспечивая точность подачи. 2 ил.
Фиг. 2
| Механизм тонкой подачи | 1972 |
|
SU624784A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
