со
с
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| СТАНОК ДЛЯ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ И ЭЛЕКТРОД-ИНСТРУМЕНТ | 1991 |
|
RU2044610C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| Способ изготовления полых осесимметричных сложнопрофильных деталей (варианты) | 2023 |
|
RU2822541C1 |
| СПОСОБ РОТАЦИОННОГО ВЫДАВЛИВАНИЯ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201831C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОВАЛЬНЫХ ПЛОСКИХ И/ИЛИ ВЫПУКЛЫХ ДНИЩ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2212971C1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Инструментальная головка | 1982 |
|
SU1016089A1 |
| Металлорежущий станок | 1983 |
|
SU1135592A1 |
Использование: машиностроение, Сущность изобретения: устройство содержит приводной шпиндель, кольцевой обод для закрепления заготовок и элементы для его установки. Кроме того, содержит давильный элемент и систему управления траекторией перемещения давильного элемента. Опорный элемент закреплен посредством пружин в полости обода и выполнен из эластичного материала. Обод выполнен в виде полой круглой рамки, элементы для крепления кольцевого обода выполнены в виде стойки, закрепленной на столе. Давильный элемент выполнен в виде сменных наконечников по форме параболоида. Система управления траекторией перемещения давильного-элемента выполнена в виде ЧПУ. 3 ил,
Изобретение относится к машиностроению, в частности к технологии изготовления изделий методом выдавливания и может быть использовано при изготовлении вытяжкой плоских деталей фасонных поверхностей.
Наиболее близким техническим решением к предлагаемому является устройство для0раздачи днищ и параболоидов, содержащее копирное приспособление, кольцевой обод для закрепления заготовки, давильный элемент, перемещающийся по параболе, конструктивные элементы, поддерживающие обод.
Недостатки известного устройства заключаются в следующем:
не обеспечено качественное формование параболической поверхности за счет погрешностей копирного устройства;
непроизводительные трудозатраты на изготовление параболоидов, так как для
формообразования параболоида применяют специальные давильные станки, оснащенные сложным устройством;
не обеспечено производительное и качественное формообразование параболоида, так как отсутствует постоянная поддерживающая опора деформируемой части заготовки в процессе формообразования, т.е. имеется опора только в центральной части заготовки, что при деформировании металла оказывает отрицательное влияние на точность формообразования параболоида, так как на поверх- ность.изделия передается погрешность жесткой опоры и погрешность переходной зоны от свободного, не поддерживаемого опорой участка изделия, к поддерживаемой части.
Целью изобретения является повышз- ние качества изделий.
Поставленная цель достигается тем, что устройство для формообразования деталей
VI
00
VI о ю о
с криволинейной поверхностью из листовых заготовок, содержащее приводной шпиндель, кольцевой обод для закрепления заготовок и элементы для его установки, давильный элемент, систему управления траекторией перемещения давильного элемента, снабжено опорным элементом из эластичного материала, закрепленным посредством пружин в полости обода, при 3foM оёбд выполнен в виде полой круглой рамки, элементы для крепления кольцевого обода выполнены в виде стойки, закрепленной на столе, давильный элемент выполнен в виде сменных наконечников по форме параболоида, смонтированного в шпинделе, а система управления траекторией перемещения давильного элемента выполнена в виде ЧПУ.
Таким образом, благодаря выполнению устройства в виде рамки с натянутой в ее полости эластичной опорной подушкой, установленной на стойке стола станка с ЧПУ типа обрабатывающий центр и сменного давильного элемента в виде закрепленного в шпинделе станка вращающегося стержня с наконечником по форме деформируемых элементов стало возможным повысить качество изготовления параболоида антенны за счет равномерного деформирования заготовки в условиях постоянной упругой опоры и рассредоточенного при этом реактивного усилия со стороны опоры..
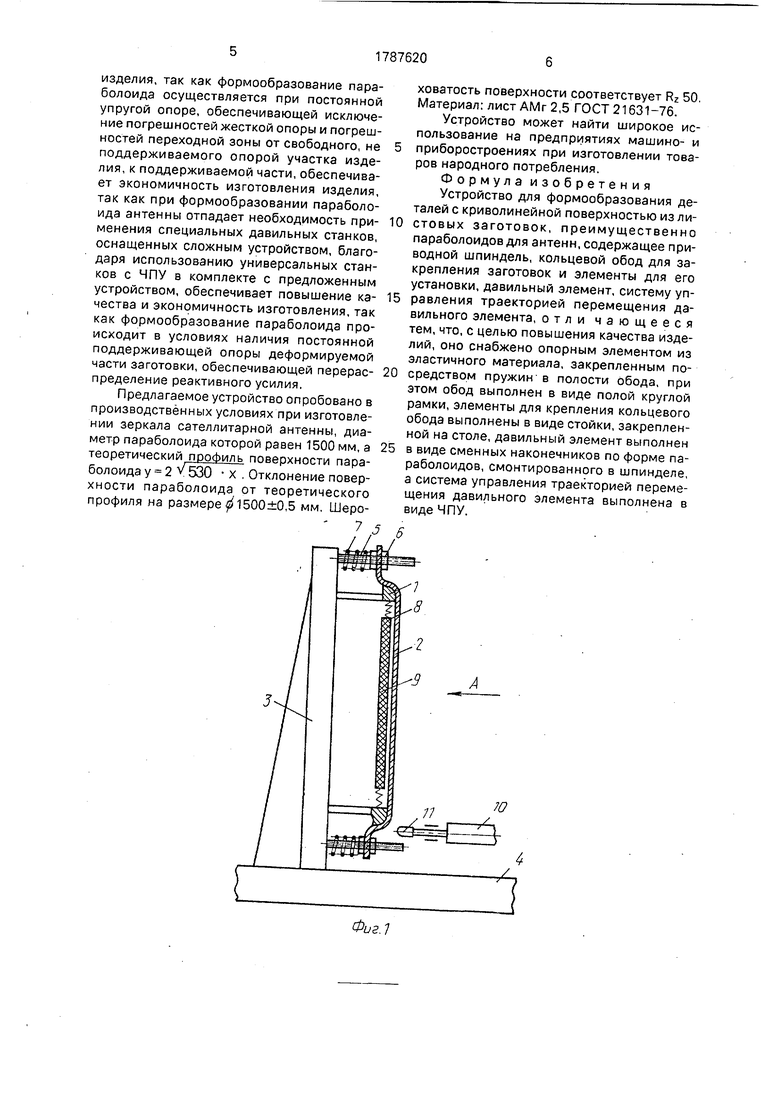
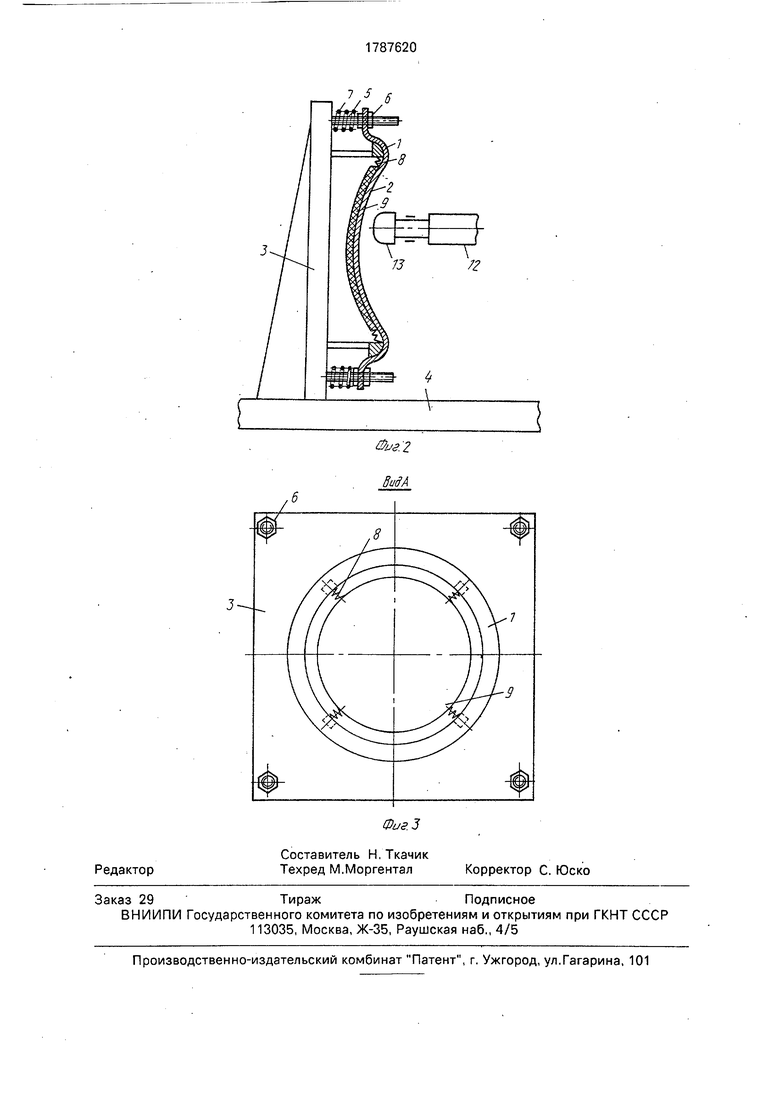
На фиг. 1 показано предлагаемое устройство в исходном положении; на фиг. 2 - тоже в положении формообразования параболоида антенны; на фиг. 3 - вид А, фиг. 1.
Устройство содержит рамку 1 для закрепления заготовки 2. Рамка 1 установлена на стойке 3 стола 4 станка с ЧПУ типа обрабатывающий центр, Для закрепления заготовки 2 на рамке 1 служат шпильки 5 и гайки 6, причем на шпильках 5 установлены пружины 7. В полости рамки 1 закреплен на пружинах 8 опорный эластичный элемент 9. В шпинделе станка установлен давильный элемент, в виде вращающегося вокруг своей оси стержня и сменных наконечников по форме деформируемых элементов. Давильный элемент для выполнения отбортов- ки содержит стержень 10 и наконечник 11 по форме отбортовки, а давильный элемент для деформирования заготовки по форме параболоида содержит стержень 12 и наконечник 13 по форме параболоида.
Работа предлагаемого устройства заключается в следующем.
На стойке 3 стола.4 станка с ЧПУ типа обрабатывающий центр устанавливают рамку 1. На рамке 1 закрепляют заготовку 2 с помощью шпилек 5 и гаек 6. На шпильках
5 установлены пружины 7, что обусловливает возможность прогиба закрепленной заготовки при обработке, так как периферийная часть заготовки при сжатии пружин и под
воздействием давильного элемента изгибается по контуру рамки, образуя отбортовку, служащую в дальнейшем дополнительной опорой и крепежным элементом при образовании параболоида на заготовке. Давиль0 ный элемент закрепляется в шпинделе. Образование параболоида на заготовке зеркала обусловливается движением салазок и стола 4 станка по управляющей программе по двум координатам х и у. По
5 третьей координате z перемещается шпиндель станка с укрепленным на ней давильным элементом. Перемещение шпинделя с давильным элементом осуществляется в дискретном режиме. После прохождения да0 вильного элемента по кругу в результате движения стола 4 с заготовкой осуществляется подача по оси на величину, учитывающую перекрытие перемещений, а перемещение стола 4 и салазок осуществля5 ется при этом по программе, учитывающей изменение поверхности заготовки 2 по параболоиду.
Сначала давильным элементом, содержащим стержень 10 и наконечник 11, выпол0 няют по конфигурации рамки 1 отбортовку. Затем давильным элементом, имеющим стержень 12 и наконечник 13 по форме параболоида, формуют поверхность зеркала параболоида антенны.
5Пружины 7, установленные на шпильках 5 для крепления заготовки 2, оказывают противодействие, обусловливающее реактивное усилие, при отбортовке. При образо- вании параболоида противодействие,
0 обусловливающее появление реактивного усилия, оказывает эластичный элемент 9, например из резины, прикрепленный к кромке с помощью пружин 8. Реактивное усилие как при образовании отбортовки, так
5 и при образовании параболоида исключает возможность появления гофров и обеспечивает равномерность восприятия давильного усилия при вытяжке материала и одинаковое утонение материала заготовки при вы0 тяжке элементов конструкции антенны. После выполнения давильных операций производят смену инструмента, а именно, в шпинделе станка закрепляют прорезной резец и, осуществляя перемещение поуправ5 ляющей программе салазок и стола станка, отрезают по периферии отбортовки припуск квадратной заготовки и получают таким образом готовое изделие.
Использование изобретения обеспечивает повышение качества изготовления
изделия, так как формообразование параболоида осуществляется при постоянной упругой опоре, обеспечивающей исключение погрешностей жесткой опоры и погрешностей переходной зоны от свободного, не поддерживаемого опорой участка изделия, к поддерживаемой части, обеспечивает экономичность изготовления изделия, так как при формообразовании параболоида антенны отпадает необходимость применения специальных давильных станков, оснащенных сложным устройством, благодаря использованию универсальных станков с ЧПУ в комплекте с предложенным устройством, обеспечивает повышение ка- чества и экономичность изготовления, так как формообразование параболоида происходит в условиях наличия постоянной поддерживающей опоры деформируемой части заготовки, обеспечивающей перераспределение реактивного усилия.
Предлагаемое устройство опробовано в производственных условиях при изготовлении зеркала сателлитарной антенны, диаметр параболоида которой равен 1500 мм, а теоретический профил ь поверхности параболоида у 2 У 530 х . Отклонение повер- хности параболоида от теоретического профиля на размере 1500±0,5 мм. Шеро 7
0
5
5
0
ховатость поверхности соответствует Rz 50. Материал: лист АМг 2,5 ГОСТ 21631-76.
Устройство может найти широкое использование на предприятиях машино- и приборостроениях при изготовлении товаров народного потребления.
Формула изобретения Устройство для формообразования деталей с криволинейной поверхностью из листовых заготовок, преимущественно параболоидов для антенн, содержащее приводной шпиндель, кольцевой обод для закрепления заготовок и элементы для его установки, давильный элемент, систему управления траекторией перемещения давильного элемента, отли чающееся тем, что, с целью повышения качества изделий, оно снабжено опорным элементом из эластичного материала, закрепленным посредством пружин в полости обода, при этом обод выполнен в виде полой круглой рамки, элементы для крепления кольцевого обода выполнены в виде стойки, закрепленной на столе, давильный элемент выполнен в виде сменных наконечников по форме параболоидов, смонтированного в шпинделе, а система управления траекторией перемещения давильного элемента выполнена в виде ЧПУ.
Редактор
Фиг.З
Составитель Н.Ткачик Техред М.Моргентал
Корректор С. Юско
| Жуков В..А | |||
| Технология производства радиоаппаратуры, М - Л.: Госэнергоиздат, 1959с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
