Изобретение относится к литейному производству, в частности к получению качественных отливок, изготавливаемых литьем в кокиль, из широкоинтервальных сплавов.
Известно устройство для создания избыточного давления в прибыли, затвердевающей в разовой форме отливки, содержащее подводящий канал для сжатого воздуха и редуктор. С помощью приведенного устройства производится постепенное повышение давления в прибыли от атмосферного до заданного. Однако приведенное устройство не позволяет формировать кратковременные импульсы сжатого воздуха,
Наиболее близким по достигаемому эффекту и технической сущности является решение, позволяющее повысить качество отливок путем создания колебательного движения жидкого металла, находящегося в прибыли, одновременно в вертикальном и горизонтальном направлениях за счет поочередного приложения давления в разделенных частях прибыли.
Однако указанное решение пригодно при изготовлении отливок, затвердевающих последовательно, т.е, узкоинтервальных сплавов, эвтектик и чистых металлов, но неприемлемо для сплавов склонных к объемному затвердеванию. Кроме того, длительность воздействия одного цикла повышения давления в прибыльной части отливки, обеспечиваемое приведенным устройством, весьма продолжительна (для возможности перетекания металла из одной части прибыли в другую),
Недостатком данного устройства является невозможность формирования кратковременных импульсов сжатого воздуха, необходимых для получения более качественных отливок из широкоинтервальных сплавов,
Целью изобретения является повышение плотности и твердости отливок, изготавел
с
VI
оэ -ч
О VI
Ю
ливаемых из широкоинтервальных сплавов литьем в кокиль.
Поставленная цель достигается тем, что устройство для создания импульсного давления в надприбыльной части отливки, со держащее корпус с надприбыльной полостью и каналом, соединяющим ее с ис- точник м сжитого газа, оно снабжено втулкой, установленной .в корпусе перпен дик улярнр.оси,.канала, стержнем, размещенйым во в тулке, и приводом поворота стержня, при этом во втулке и стержне выполнены радиальные сквозные отверстия, расположенные соосно канала корпуса, во втулке выполнен паз, соединенный с нижним радиальным отверстием, а в стержне - Т-образный канал, осевой участок которого сообщен с атмосферой, а радиальный имеет возможность сообщения с надприбыльной полостью через паз и нижнее радиальное отверстие во втулке при повороте стержня на 90°.
Применение в предлагаемом устройстве втулки с отверстием в верхней части и пазом в нижней ее части и стержня с радиальным отверстием и Т-образным каналом позволяет повысить плотность и твердость отливок за счет создания импульсного давления в момент затвердевания отливки.
Импульсное воздействие газового давления на прибыльную часть.позволяет получить более плотные и твердые отливки из широкоинтервальных сплавов. Известно, что широкоинтервальные сплавы склонны к объемному затвердеванию с образованием усадочной пористости. Импульсное воздействие на затвердевающую отливку активизирует процессы питания. Очевидно, это объясняется тем, что кристаллитный каркас, образующийся на конечной стадии затвердевания и изолирующий отдельные микрь- объемы незатвердевающего металла, легче подвергается деформации и частичному разрушению при импульсном воздействии.
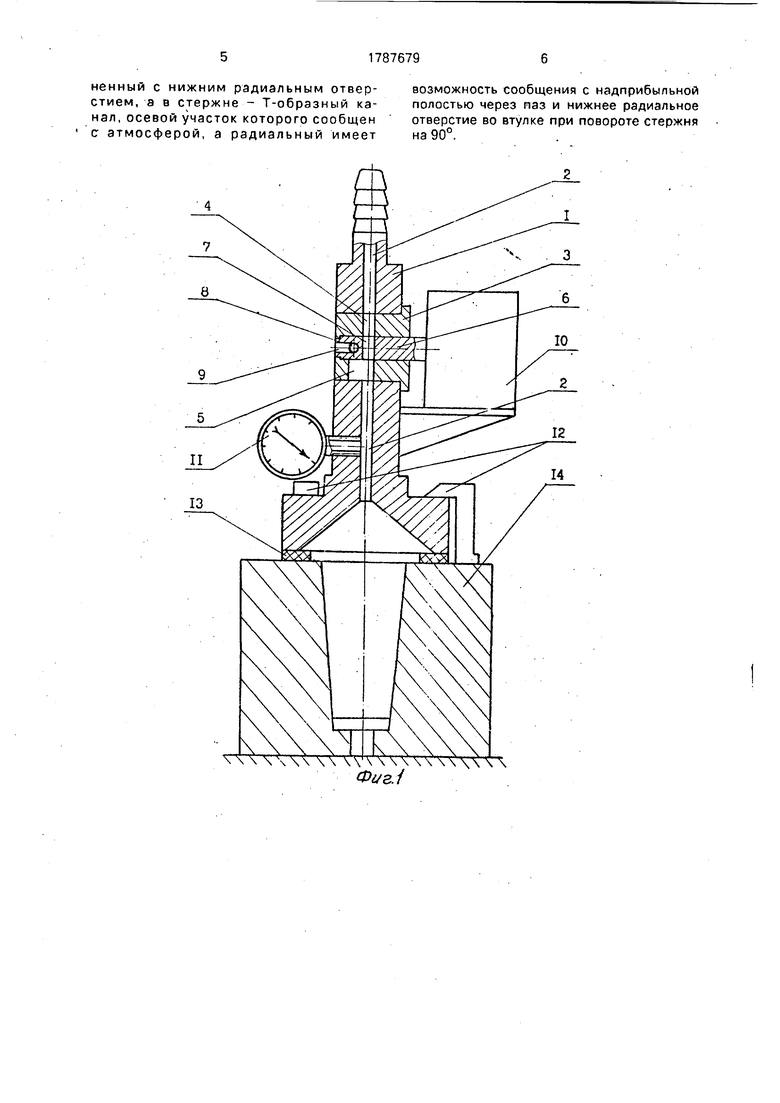
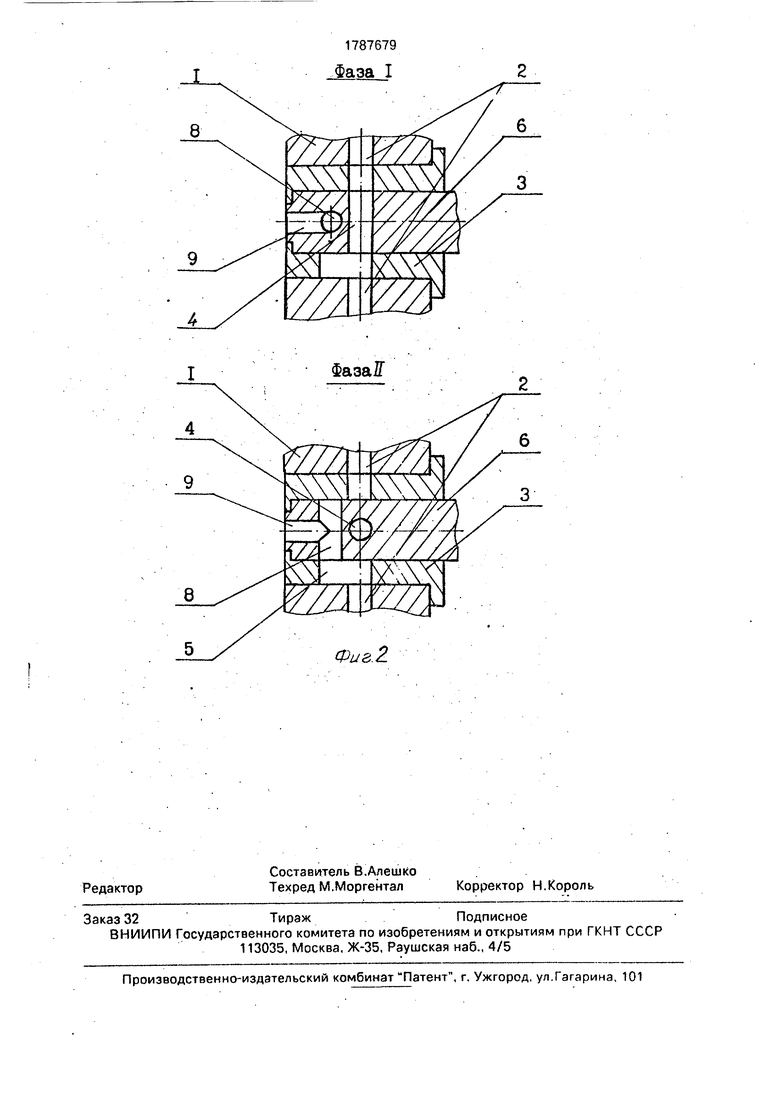
На фиг. 1 показано устройство для создания .импульсного давления в надприбыльной части отливки в разрезе; на фиг. 2 - фазы работы устройства, разрез.
Устройство состоит из корпуса 1 (фиг. 1) с надприбыльной полостью и осевым каналом 2 для сжатого газа, втулки 3. запрессованной перпендикулярно оси корпуса, в которой выполнено сквозное радиальноь отверстие 4 совпадающее с осью канала 2, причем в нижней части отверстие 4 выполнено в виде продольного паза 5, стержня 6, имеющего радиальное отверстие 7, расположенное на одной оси с каналом 2 и Т-образный канал, выполненный в виде отверстия 8, расположенного перпендикулярно отверстию 7 и отверстия 9, расположенного по оси стержня 6. Вращение стержня б осуществляется с помощью привода 10, закрепленного на корпусе 1. В нижней
части корпуса 1 установлен манометр 11. Кроме того в состав устройства входят прижимы 12 и уплотнение 13. Последнее служит для устранения утечек газа. Прижимы 12 устанавливаются на кокиль 14.
0 Устройство работает следующим образом.
В кокиль 14 заливается расплав. Устанавливается на кокиль устройство и посредством прижимов 12, оно фиксируется.
5 Включается привод 10, приводящий во вращение стержень б и через канал 2 в устройство подается сжатый газ. При своем вращении стержень 6, посредством выполненных в нем отверстий, попеременно сое0 диняет надприбыльную полость с каналом 2 и с атмосферой. В исходном состоянии (фаза 1, фиг. 2) надприбыльная полость соединена с каналом 2, подводящий сжатый газ. Это происходит при совмещении осевого
5 канала 2 и радиальных отверстий 4 и 7, выполненных соответственно во втулке 3 и стержне 6. В этом случае отверстие 8 Т-образного канала закрыто. При этом происходит резкое возрастание давления в
0 иадприбыльной полости. При повороте стержня 6 на угол 90° подача сжатого газа . прекращается (фаза П, фиг. 2). Это происходит при перекрытии стержнем 6 осевого канала 2. Газ из надприбыльной полости через
5 канал 2 продольный паз 5 и отверстия 8 и 9 Т-образного канала выходит в атмосферу. В результате давление в надприбыльной полости снижается. При повороте стержня 6 еще на угол 90° цикл повторяется .
0 Использование предлагаемой конструкции устройства позволяет получать более плотные и твердые отливки из широкоинтервальных сплавов, что позволит в свою очередь расширить область приме5 нения последних.
Формула изобретения Устройство для создания импульсного давления в надприбыльной части отливки, содержащее корпус с надприбыльной поло0 стью и каналом, соединяющим ее с источником сжатого газа, отличающееся тем, что, с целью повышения качества отливок за счет повышения их плотности и твердости, оно снабжено втулкой, установленной в кор5 пусе перпендикулярно оси канала, стержнем, размещенным во втулке, и приводом поворота стержня на 90°, при этом во втулке и стержне выполнены радиальные сквозные отверстия, расположенные соосно с каналом корпуса, во втулке выполнен паз, соеди

| название | год | авторы | номер документа |
|---|---|---|---|
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Литейная стопочная форма | 1978 |
|
SU740393A1 |
| КОКИЛЬ | 2015 |
|
RU2620231C2 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКА ЦИЛИНДРОВ МЕТОДОМ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ ИЛИ ПОД ДЕЙСТВИЕМ СИЛЫ ТЯЖЕСТИ | 2015 |
|
RU2660449C2 |
| Устройство для литья под низким давлением | 1978 |
|
SU789234A1 |
| Способ изготовления полых фасонных деталей | 2017 |
|
RU2663788C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОДЕЛЕЙ ПОРШНЯ | 2009 |
|
RU2513672C2 |
| Способ получения отливок | 1980 |
|
SU910349A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ПОРШНЯ | 2009 |
|
RU2418651C2 |
Использование: литье в кокиль широкоинтервальных сплавов. Сущность изобретения: устройство содержит корпус с нэдпри- быльной полостью, соединенной каналом с источником сжатого газа. В корпусе перпендикулярно каналу установлена втулка с поворотным стержнем. Втулка и стержень имеют радиальные отверстия, а стержень - Т-образный канал. В исходном положении сжатый газ через радиальные отверстия во втулке и стержне подается по каналу в над- прибыльную полость. При повороте стержня на 90° его Т-образный канал соединяет надприбыльную полость с атмосферой, 3 ил.
| Литейная форма | 1975 |
|
SU529903A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
