ние шарика сопровождается его качением вдоль кольцевой канавки и вращением в плоскости, перпендикулярной касательной к окружности среднего диаметра канавки и проходящей через центр шарика. Такая кине- матика шариков в рабочей зоне обеспечивает равномерное нанесение следов обработки на сферическую поверхность изделий.
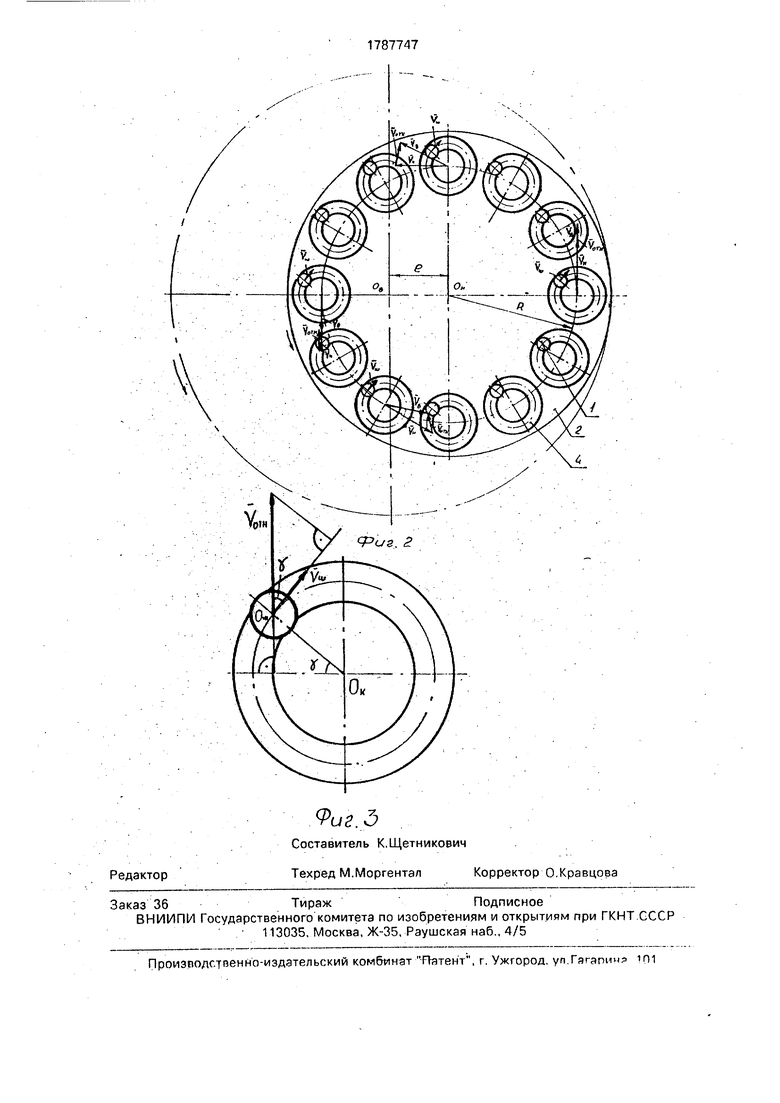
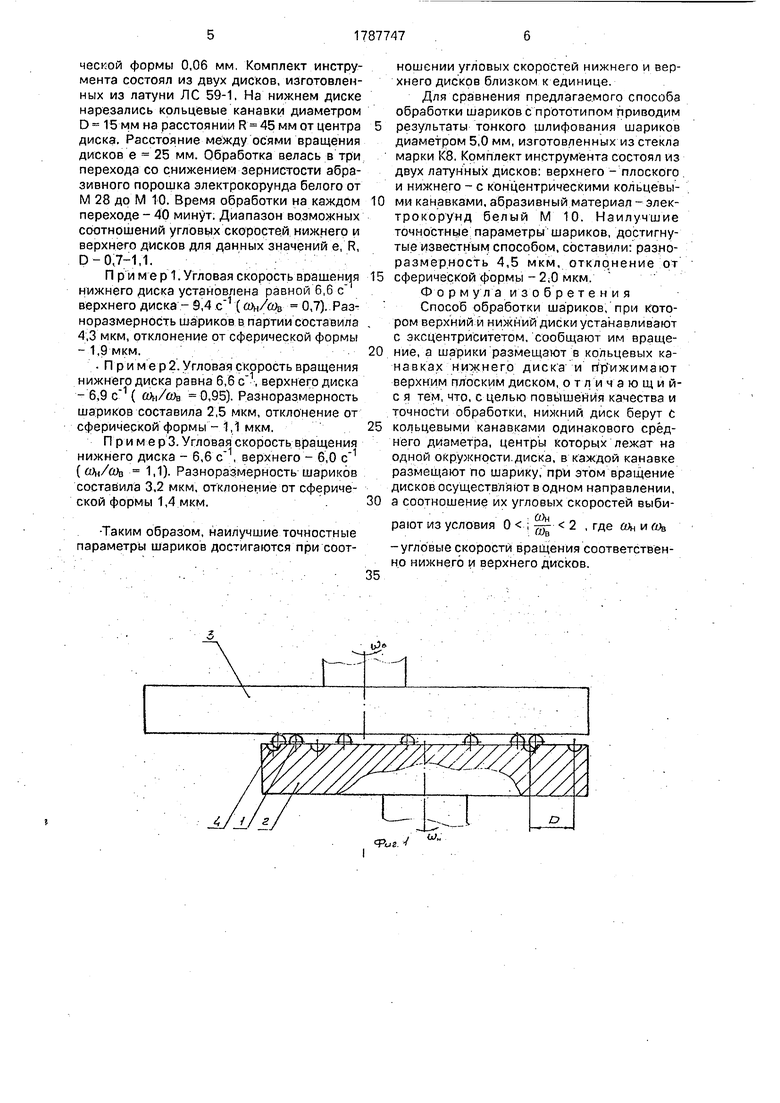
На фиг. 1 изображена схема реализации предложеннрпр7 спОсоба обработки- шари- ков, продольный разрез; н| фиг.2 - вид рабочей поверхности нижнего диска (положение верхнего диска показано пунктиром); на фиг.3 - положения шарика в кольцевой канавке..
Предлагаемый способ обработки шариков включает вращение обрабатываемого шарика 1 нижним приводным диском 2 и верхним плоским приводным диском 3, расстояние между осями вращения которых Он и Ов равно е. На нижнем диске 2 выполнены кольцевые канавки 4 средним диаметром D, центры которых расположены на окружности радиусом R. В каждой канавке 4 размещают по одному шарику 1.
Диски 2 и 3 вращают с угловыми скоро- стями WH и ОДз , при :этом их отношение зависит от величин е, Jj, D. Вследствие различия скоростей VH и VB точек контакта шарика 1 соответственно с нижним 2 и верхним 3 дисками он перемещается по кольцевой канавке 4. .. --: / ..
Шарик сделаегпрлный оборот в кольцевой канавке за один, оборот нижнего диска, ; если его центр будет перемещаться вдоль канавки средним диаметром D со Скоростью Уш .0,5 (Он D. Скорость перемещения точки контакта с шари ком верхнего диска относительно нижнего диска У0тн |VB - VH должна быть не менее 2УШ D (т.к. центр шарика перемещается не менее чем в два раза медленнее VOTH). Перемещение шарика по всей длине кольцевой канавки возможно, если вектор 7отн постоянно изменяет свое положениз относительно век- тора VH. Для этого необходимо, чтобы диски вращались в одном направлении и на максимальном удалении кольцевой канавки от центра верхнего диска (R + е) его линейная скорость превышала линейную скорость нижнего диска, а на минимальном удалении (R - е) бьта бы ниже скорости нижнего диска (вектор. VOTH в этом случае делает полный оборот вокруг конца вектора VH за один оборот нижнего диска). Указанные выше ус- ловия можно записать в виде неравенств: 0)B(R + е)-;- WM R f( D; WnR - a)B((R e) (D. а следовательно,
(Он
шй ш
(йъ
R +e R +D R -e
R -D
Диапазон возможных соотношений угловых скоростей нижнего и верхнего дисков может быть определен выражением:
R -e
(Ов
R +e
D
2
R-D юь R + D
Если соотношение ( не попадает в указанный диапазон, то шарик перемещается не по всей дли не канавки, а по некоторому ее участку. Канавка изнашивается неравномерно по длине, что приводит к снижению точности обработки;
Численные значения границ диапазона соотношения сон/а в определяются исходя из следующих рассуждений. Максимальная величина расстояния между осями дисков е не может быть больше радиуса R окружности, на которой расположены центры кольцевых канавок. Минимальная величина среднего диаметра D кольцевой канавки может быть равна нулю (кольцевая канавка превращается в лунку). Подставляя предельные значения е и D в приведенное выше соотношение, угловых скоростей нижнего и верхнего дисков получим;
(Ув
Положение шарика в кольцевой канавке определяется направлением и величиной относительной скорости, перемещения точек контакта дисков с шариком. Шарик будет находиться в канавке в той точке, в которой проекция вектора VOTH на .напра вл ё ние вектора /ш равна 2УШ .З). Величина угл:а у между векторами Уш и VOTH определяется из выражения: 2 Ущ CD D
отн.VOTH
Этот же угол у составляет радиус канавки, проведенный в центр шарика Ош с прямой, перпендикулярной вектору VOTH и проходящей через центр канавки Ок.
Таким образом, при вращении нижнего и верхнего дисков в указанном диапазоне угловых скоростей, шарик перемещается по кольцевой канавке, совершая один оборот вокруг ее центра за каждый оборот нижнего диска. Так как вектор относительной скорости направлен под углом к вектору скорости центра шарика, то последний в рабочей зоне совершает многоосное вращение, что обеспечивает высокую точность обработки.
Примеры осуществления способа.
Проводилось тонкое шлифование шариков диаметром 5,5 мм, изготовленных из стекла марки К8. Исходная разноразмер- ность шариков 0,1 мм, отклонение от сфериС0 - - ческой формы 0,06 мм. Комплект инструмента состоял из двух дисков, изготовленных из латуни ЛС 59-1, На нижнем диске нарезались кольцевые канавки диаметром D 15 мм на расстоянии R 45 мм от центра диска. Расстояние между осями вращения дисков е 25 мм. Обработка велась в три перехода со снижением зернистости абразивного порошка электрокорунда белого от М 28 до М 10. Время обработки на каждом переходе - 40 минут. Диапазон возможных соотношений угловых скоростей нижнего и верхнего дисков для данных значений е, R, D- 0,7-1,1.
П р и м е р 1. Угловая скорость вращения нижнего диска установлена равной 6,6 с верхнего диска - 9,4 (Юн/аь 0,7).. Разноразмерность шариков в партии составила 4,3 мкм, отклонение от сферической формы
- 1,9 мкм.
Пример. Угловая скорость вращения нижнего диска равна 6,6 , верхнего диска
-6,9 ( (УнЛУв 0,95). Разноразмерность шариков составила 2,5 мкм, отклонение от сферической формы - 1,1 мкм.
П р и ме рЗ. Угловая скорость вращения нижнего диска - 6,6 , верхнего - 6,0 ( 1,1). Разноразмерность шариков составила 3,2 мкм, отклонение от сферической формы 1,4 мкм.
Таким образом, наилучшие точностные параметры шариков достигаются при соот0
5
0
5
0
ношении угловых скоростей нижнего и верхнего дисков близком к единице.
Для сравнения предлагаемого способа обработки шариков с прототипом приводим результаты тонкого шлифования шариков диаметром 5,0 мм, изготовленных из стекла марки К8. Комплект инструмента состоял из двух латунных дисков: верхнего - плоского . и нижнего - с концентрическими кольцевыми канавками, абразивный материал - электрокорунд белый М 10. Наилучшие точностные; параметры шариков, достигнутые известным способом, составили: разно- размер.ность 4,5 мкм, отклонение от сферической формы - 2;0 мкм.
Формула изобретения Способ обработки шариков, при котором верхний и нижний диски устанавливают с эксцентриситетом, сообщают им вращение, а шарики размещают в кольцевых канавках нижнего диск а и гф ижимают верхним плоским диском, о тли чающий- с я тем, что, с целью повышения качества и точности обработки, нижний диск берут с кольцевыми канавками одинакового среднего диаметра, центры которых лежат на одной окружности.диска, в каждой канавке размещают по шарику, при этом вращение дисков осуществляют в одном направлении, а соотношение их угловых скоростей выбирают из условия
где сон и (Ов
35
-угловые скорости вращения соответственно нижнего и верхнего дисков.
Редактор
Составитель К.Щетникович
Техред М.МоргенталКорректор О.Кравцова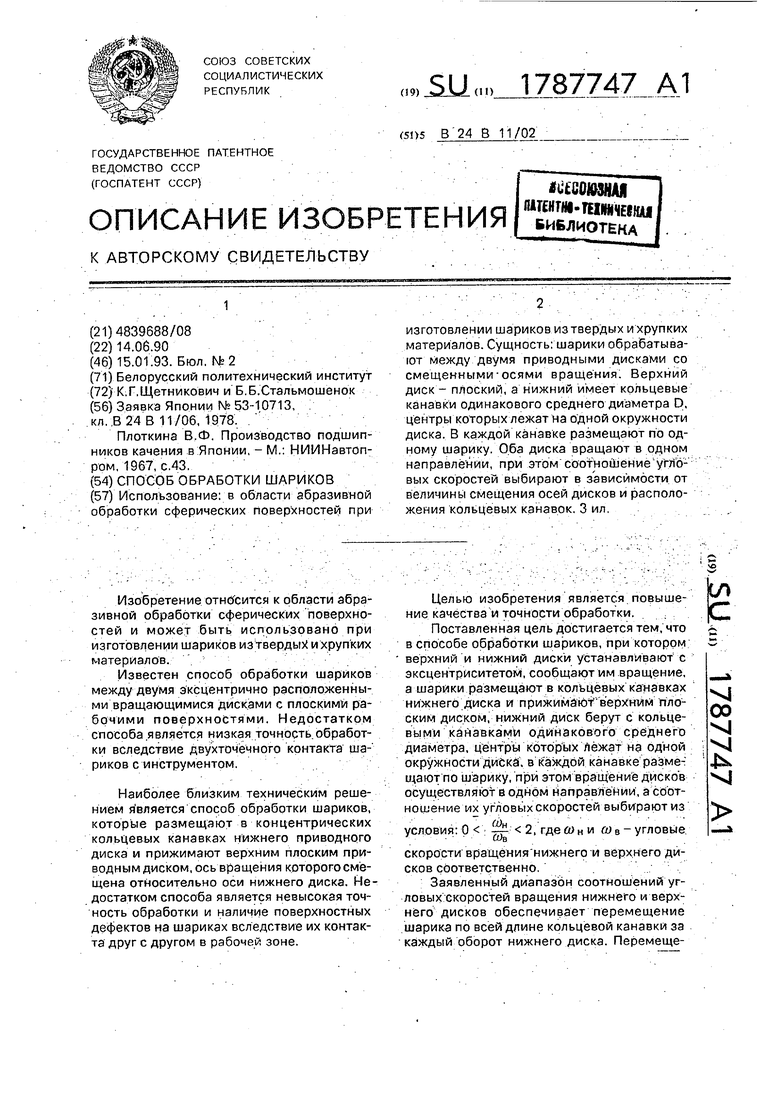
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки шариков | 1989 |
|
SU1738607A1 |
| Устройство для обработки шариков | 1990 |
|
SU1812065A1 |
| Способ доводки шариков | 1986 |
|
SU1380917A1 |
| Способ доводки шариков | 1980 |
|
SU948627A1 |
| НАПРАВЛЯЮЩЕЕ УСТРОЙСТВО ВАЛА С КОЛЕБАТЕЛЬНЫМ ДВИЖЕНИЕМ | 2005 |
|
RU2381392C2 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
| СПОСОБ ОЧИСТКИ ВОДЫ ОТ ЖИДКИХ НЕФТЕПРОДУКТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2206513C1 |
| СПОСОБ ОБРАБОТКИ ШАРОВ | 1992 |
|
RU2047466C1 |
| Способ изготовления ротора электростатического гироскопа | 2024 |
|
RU2830829C1 |
| Устройство для обработки шариков | 1979 |
|
SU1036499A1 |