7.
со ас о со
Изобретение относится к абразивной обработке и может быть использовано для доводки шариков.
Целью изобретения является повышение точности обработки за счет выравнивания относительных скоростей вращения шариков на различных канавках.
На чертеже изображена схема устройства для реализации предложенного способа.
Устройство содержит врашаюшийся нижний диск 1 с концентрическими канавками 2 и неподвижный прижимной диск 3 с кольцами 4, между которыми обрабатываются шарики 5. Внутренние кольца 4 крепятся к кольцевым кареткам 6, которые могут вращаться по направляющим 7 прижимного диска 3. а наружное кольцо жестко крепится к диску 3. Вращение кареткам 6 сообщается от электродвигателей 8 постоярп-юго тока через фрикционные диски 9, установленные на ва.лах электродвигателей 8 и раз- отверстиях К) прижимного
осу1цеств/1яют следующим оби
При обработке против часовой
мешенные диска 3.
Способ разом.
Загружают шарики 5. нижний диск 1 стрелки, а внутренние кольца 4 - по часовой стрелке. Скорость вращения электродвигателей 8 ПОСТОЯННО1Ю тока выбирают так, чтобы сумма .1инейных скоростей колец 4 и нижнего диска на среднем диаметре канавок для всех внутренних канавок была одинакова и равнялась .линейной скорости диска 1 на среднем диаметре наружной канавки. Скорость относительного вращения шариков 5 будет одинакова для всех шариков в зоне обработки и определяегся по формуле
V+ V: (oR,+ Cu(Ri - R,)
г(1+ siiia/2r
o)Ri
г( 1 -f- sirioC/2)
г (1 -г s i n а / 2)
R, R,
i-2,3,4,
угловая скорость вращения ниж- Heiо диска;
радиус первой канавки, радиус i-й , .. - порядковый номер канавки и соответствующего кольца
0
5
0
5
0
При этом линейную скорость вращения внутренних колец выбирают из условия
V, UJ(R|R,:)
Д.пн экспериментальной проверки предложенного способа была изготовлена установка для доводки цариков. включающая верхний прижимной диск с тремя кольцами со средними диаметрами 170, 130 и 90 мм соответственно и вращающийся диск с V -образными канавками, расположенными напротив колец. Укчовая скорость вращения нижнего диска составляла 13,1 . Ко;1ьцо диаметром 170 мм неподвижное, а кольца диаметрами 139 и 90 мм вращались в сторону, противопо;1ожную вращению нижнего диска с линейными скоростями 0,26 и О 52 м/с соответственно. Безэлеваторная доводка шариков диаметром 15/64 из стали IIJX 15 показала, что после шести часов 5 обработки отклонение от сферической формы шариков, обработанных на разных канавках, не превышает 0,15 мкм, а равномерность шариков между канавками составила 1,5 мкм.
Формула изобретения
Снособ доводки шариков, при котором их laiiMcniiuoT между неподвижным прижим- пым диском с кольцами и вращающимся нижним диском с концентрическими канавками, отличающийся гем, что, с цельк повы- точности обработки, наружное кольцо Г1рижим}юго диска vci анаг .ливакгг неподвижно, а внутренним сообщают ьран1ение в CTOpopiy, противоположную вращспию нижнего диска, с линейной скоростью, которую выбирают из условия
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для доводки шариков | 1975 |
|
SU528180A1 |
| Устройство для доводки шариков | 1984 |
|
SU1175674A1 |
| Способ доводки шариков | 1986 |
|
SU1342698A1 |
| Устройство для доводки шариков | 1980 |
|
SU973314A1 |
| Устройство для доводки шариков | 1987 |
|
SU1442377A2 |
| Устройство для доводки шариков | 1977 |
|
SU645818A1 |
| Устройство для обработки шариков | 1979 |
|
SU1036499A1 |
| Устройство для доводки шариков | 1975 |
|
SU515629A1 |
| Способ обработки шариков | 1984 |
|
SU1172679A1 |
| Устройство для доводки шариков | 1985 |
|
SU1274910A2 |
Изобретение относится к абразивной обработке и может быть использовано в конструкциях станков для доводки шариков. Цель изобретения - повышение точности обработки. Для этого доводку шариков осуществляют между неподвижным прижимным диском 3 с кольцами 4 и врашаюшимся диском 1 с концентрическими канавками. Внутренние кольца 4 на неподвижном диске 3 получают вращение в сторону, противоположную вращению нижнего диска I, что позволяет достичь на внутренних канавках такой же точности обработки, что и на периферийных. Вращение внутренних колец неподвижного диска приводит к увеличению относительной скорости в зоне обработки и, следовательно, к ускорению съема припуска на внутренних канавках. Величина скорости врашения колец выбрана таким образом, чтобы сумма линейных скоростей нижнего диска на среднем диаметре канавки и кольца была для всех канавок одинакова и равнялась линейной скорости диска на среднем диаметре наружной канавки. I ил. (Л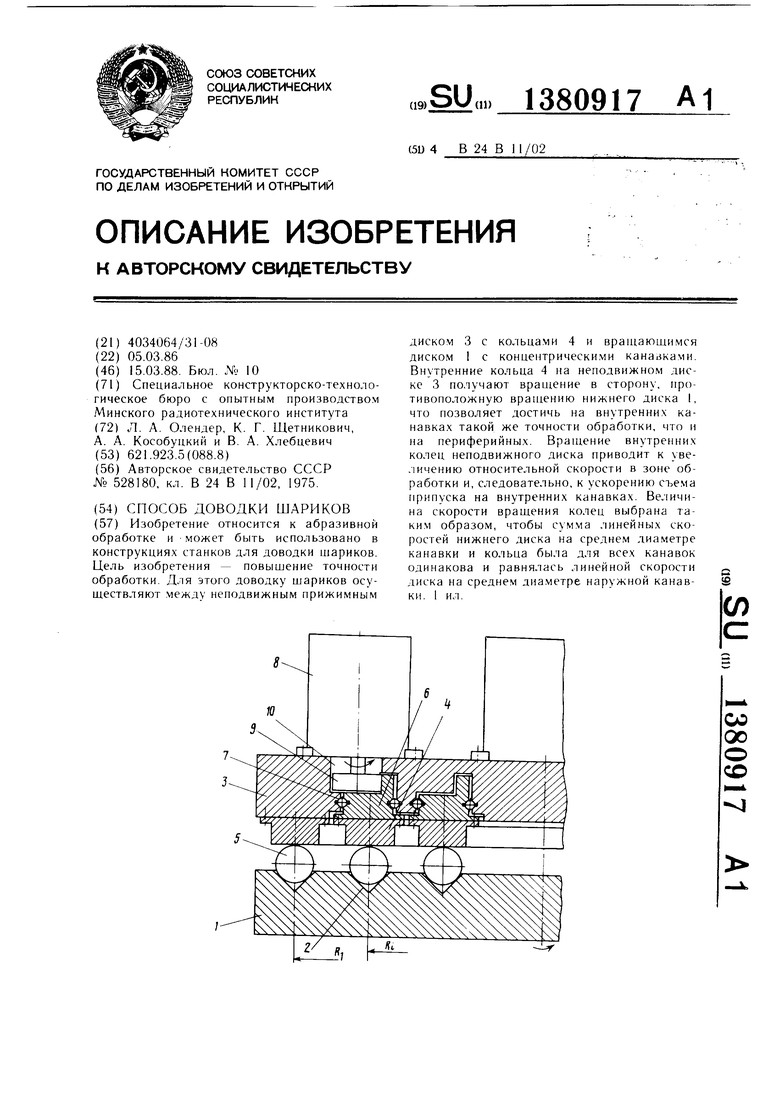
линейная скорость нижнего диска
на среднем диаметре канавки; линейная скорость внутренних ко
леи:
|1адиус обрабатываемого iiia)HKa; ч I o. i при вершине канавки;
V, M(Rt R,) I де u) угловая скорость вращения нижнего
диска; RI радиус первой канавки Щ1жнего
диска;
R, радиус i-й канавки, 2,3...-порядковый 11оме|1 канавки.
| Устройство для доводки шариков | 1975 |
|
SU528180A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
