со
Oi
а
N
fff
Изобретение относится к строительству и может быть использовано на предприятиях стройиндустрии при производстве строительных изделий, преимущественно бортовых камней.
Цель изобретения - снижение металлоемкости линии, повышение качества изделий.
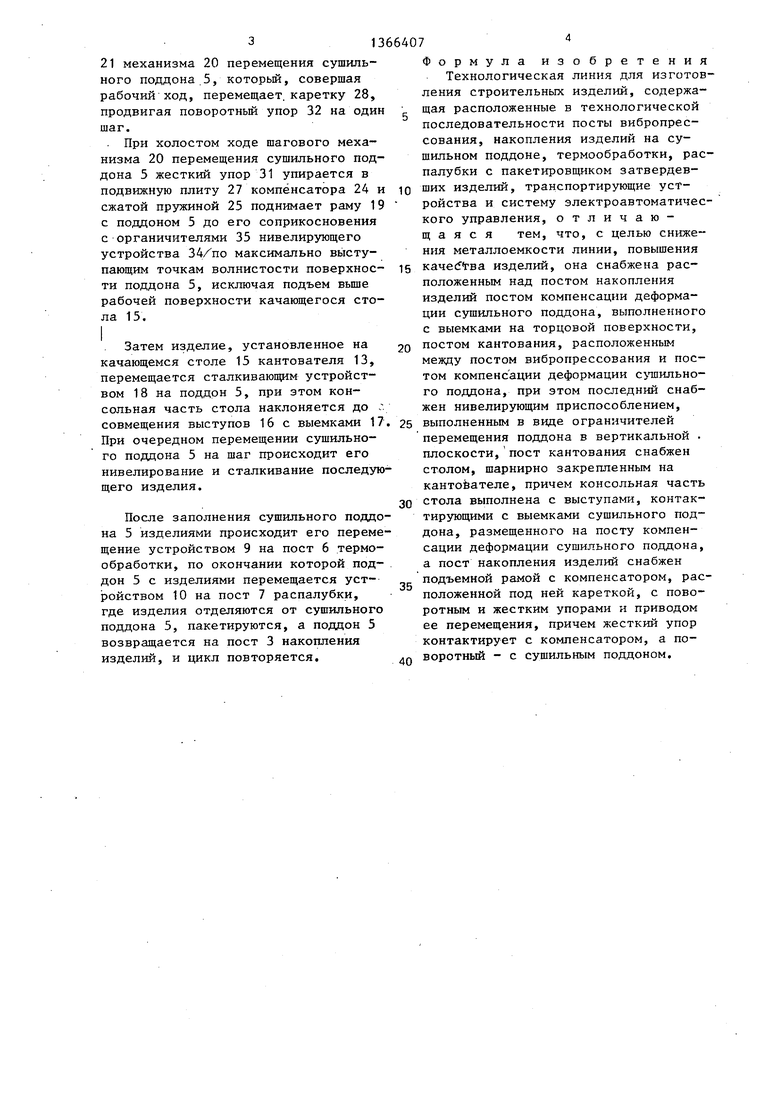
На- фиг. 1 изображена технологическая линия; на фиг, 2 - разрез А-А на фиг. 1; на фиг, 3 - вид Б на фиг. 2;
Шаговый механизм 20 пере мещения сушильного поддона 5 выполнен в виде каретки 28, установленной на основании 29 при помощи опор 30 качения. На каретке 28 жестко закреплен жесткий упор 31 и поворотнью упор 32 подачи сушильного поддона 5. На конце каретки 28, противоположном жестко- ку упору 31, смонтирована параллельна фиг. 4 - схема производства, общий вид.
Технологическая линия для изготов-т IT но раме тяга 33, соединенная с при- ления строительных изделий содержит водом 21 механизма 20. пост 1 вибропрессования изделий, пост 2 кантования изделий, пост 3
копления Изделий, пост 4
накомпенсации
деформации сушильного поддона 5, пост 6 термообработки изделий, пост 7
распалубки с пакетированием затвердевших изделий, устройство 8 перемещения изделий с поста 2 на пост 3, устройство 9 перемещения изделий с поста 3 к посту 6, устройство 10 перемещения изделий с поста 6 к посту 7,
Пост 1 вибропрессования изделий оборудован прессом, содержащим- формующее 11 и дозирующее 12 устройства. Пост 2 кантования изделий снабжен кантователем 13 в виде Г-образ- ной конструкции, одна сторона которой соединена с гидроцилиндром 14 ворота кантователя 13, на другой шарнирно закреплен качающийся стол 15, выполненный в виде листа. На про- тивоположной шарниру консольной части стола 15 имеются выступы 16 в виде вилки. На нижней поверхности выступов 16 сделаны скосы, устанавлива-Привод 21 выполнен в виде гидроцилиндра, закрепленного на основании 29.
20 Пост 4 компенсации деформации сушильного поддона 5 оборудован нивелирующим приспособлением 34, которое выполнено в виде ограничителей 35, установленных на Г-образных крон25 штейнах 36, смонтированных на основании 29, Ограничители 35 установлены таким образом, чтобы сушильный поддон 5, перемещаемый рамой 19 в вертикальной плоскости, упирался в
30 них, при этом рабочая поверхность сушильного поддона 5 и качающегося стола 15 кантователя 13 находились в одной плоскости.
Устройства 9 и 10 перемещения вытолкателя.
емые в выемки 17, выполненные на рапо- 35 полнены, например, в виде
Пост 7 распалубки с пакетированием затвердевших изделий выполнен в виде, например, устройства для распалубки затвердевших изделий и устрой 40 ства для пакетирования готовой продукции.
Для возврата пустых сушильных поддонов 5 предусмотрен толкатель.
бочей поверхности- сушильного поддона Линия снабжена системой 37 электро 5, находящегося на посту 3 накопле-.«, 45 автоматического управления, ния изделий.
Устройство 8 перемещения изделий с поста 2 кантования на пост 3 нако-п- ления изделий выполнено в виде сталкивающего устройства 18, например гидротолкателя.
Пост 3 накопления изделий оборудован подъемной рамой 19, механизмом 20 перемещения сушильного поддона 5
55
с приводом 21. Рама 19 установлена на стойках 22 при помощи шарнирного параллелограмма 23 и снабжена компенсатором 24. Последний выполнен в виде демпфирующей пружины 25, один конец
Технологическая линия работает следующим образом.
Свежеотформованное изделие с поста 1 вибропрессования дозирующим уст- gO ройством 12 перемещается на кантователь 13, который, поворачиваясь гид- роцилиндром 14, перемещает изделие на качающийся стол 15. Одновременно с перемещением изделий от поста 1 на пост 2 на раме 19 устанавливается су- шильньй поддон 5 и перемещается по ней до совмещения его рабочей поверхности и качающегося стола 15 следующим образом: включается гидропривод
которой жестко закреплен на поперечине 26, смонтированной на раме 19, а другой СО-един ей с подвижной плитой 27.
Шаговый механизм 20 пере мещения сушильного поддона 5 выполнен в виде каретки 28, установленной на основании 29 при помощи опор 30 качения. На каретке 28 жестко закреплен жесткий упор 31 и поворотнью упор 32 подачи сушильного поддона 5. На конце каретки 28, противоположном жестко- ку упору 31, смонтирована параллельно раме тяга 33, соединенная с при- водом 21 механизма 20.
Привод 21 выполнен в виде гидроцилиндра, закрепленного на основании 29.
20 Пост 4 компенсации деформации сушильного поддона 5 оборудован нивелирующим приспособлением 34, которое выполнено в виде ограничителей 35, установленных на Г-образных крон25 штейнах 36, смонтированных на основании 29, Ограничители 35 установлены таким образом, чтобы сушильный поддон 5, перемещаемый рамой 19 в вертикальной плоскости, упирался в
30 них, при этом рабочая поверхность сушильного поддона 5 и качающегося стола 15 кантователя 13 находились в одной плоскости.
Устройства 9 и 10 перемещения вытолкателя.
35 полнены, например, в виде
Линия снабжена системой 37 электро 45 автоматического управления,
55
Технологическая линия работает следующим образом.
Свежеотформованное изделие с поста 1 вибропрессования дозирующим уст- gO ройством 12 перемещается на кантователь 13, который, поворачиваясь гид- роцилиндром 14, перемещает изделие на качающийся стол 15. Одновременно с перемещением изделий от поста 1 на пост 2 на раме 19 устанавливается су- шильньй поддон 5 и перемещается по ней до совмещения его рабочей поверхности и качающегося стола 15 следующим образом: включается гидропривод
21 механизма 20 перемещения сушильного поддона 5, которьй, совершая рабочий ход, перемещает, каретку 28, продвигая поворотньй упор 32 на один шаг.
При холостом ходе шагового меха низма 20 перемещения сушильного поддона 5 жесткий упор 31 упирается в подвижную плиту 27 компенсатора 24 и сжатой пружиной 25 поднимает раму 19 с поддоном 5 до его соприкосновения с органичителями 35 нивелирующего устройства 34/по максимально выступающим точкам волнистости поверхности поддона 5, исключая подъем вьш1е рабочей поверхности качающегося стола 15.
Затем изделие, установленное на качающемся столе 15 кантователя 13, перемещается сталкивающим устройством 18 на поддон 5, при этом консольная часть стола наклоняется до л совмещения выступов 16 с выемками 17. При очередном перемещении сушильного поддона 5 на шаг происходит его нивелирование и сталкивание последующего изделия.
После заполнения сушильного поддона 5 изделиями происходит его перемещение устройством 9 на пост 6 термообработки, по окончании которой под- , дон 5 с изделиями перемещается устройством 10 на пост 7 распалубки, где изделия отделяются от сушильного поддона 5, пакетируются, а поддон 5 возвращается на пост 3 накопления изделий, и цикл повторяется.
0
5
0
5
0
5
0
Формула изобретения
Технологическая линия для изготовления строительных изделий, содержащая расположенные в технологической последовательности посты вибропрессования, накопления изделий на сушильном поддоне, термообработки, распалубки с пакетировщиком затвердевших изделий, транспортирующие устройства и систему электроавтоматического управления, отличающаяся тем, что, с целью снижения металлоемкости линии, повышения качесГ гва изделий, она снабжена расположенным над постом накопления изделий постом компенсации деформации сушильного поддона, выполненного с выемками на торцовой поверхности, постом кантования, расположенным между постом вибропрессования и постом компенсации деформации опшильно- го поддона, при этом последний снабжен нивелирующим приспособлением, выполненным в виде ограничителей перемещения поддона в вертикальной . плоскости, пост кантования снабжен столом, шарнирно закрепленным на кантователе, причем консольная часть стола выполнена с выступами, контактирующими с выемками сушильного поддона, размещенного на посту компенсации деформации сушильного поддона, а пост накопления изделий снабжен подъемной рамой с компенсатором, расположенной под ней кареткой, с поворотным и жестким упорами и приводом ее перемещения, причем жесткий упор контактирует с компенсатором, а поворотный - с сушильным поддоном.
iR
.
Hti
ч
г
ч
Фиг.з
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |
| Установка для изготовления изделий из пластичных материалов | 1984 |
|
SU1172722A1 |
| Кантователь форм | 1979 |
|
SU814747A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, МНОГОСЛОЙНАЯ ПАНЕЛЬ, РАСКЛАДНАЯ ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПО ИЗГОТОВЛЕНИЮ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ, СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНО-КАРКАСНОГО ЗДАНИЯ ИЗ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ | 2012 |
|
RU2515491C1 |
| Устройство для подрезки горбушки газобетонных массивов | 1990 |
|
SU1784464A1 |
| Двухярусный стан для изготовления железобетонных изделий | 1976 |
|
SU602371A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2490120C1 |
| ПОСТ РАСПАЛУБКИ И СЪЕМА ИЗДЕЛИЙ | 1996 |
|
RU2166430C2 |
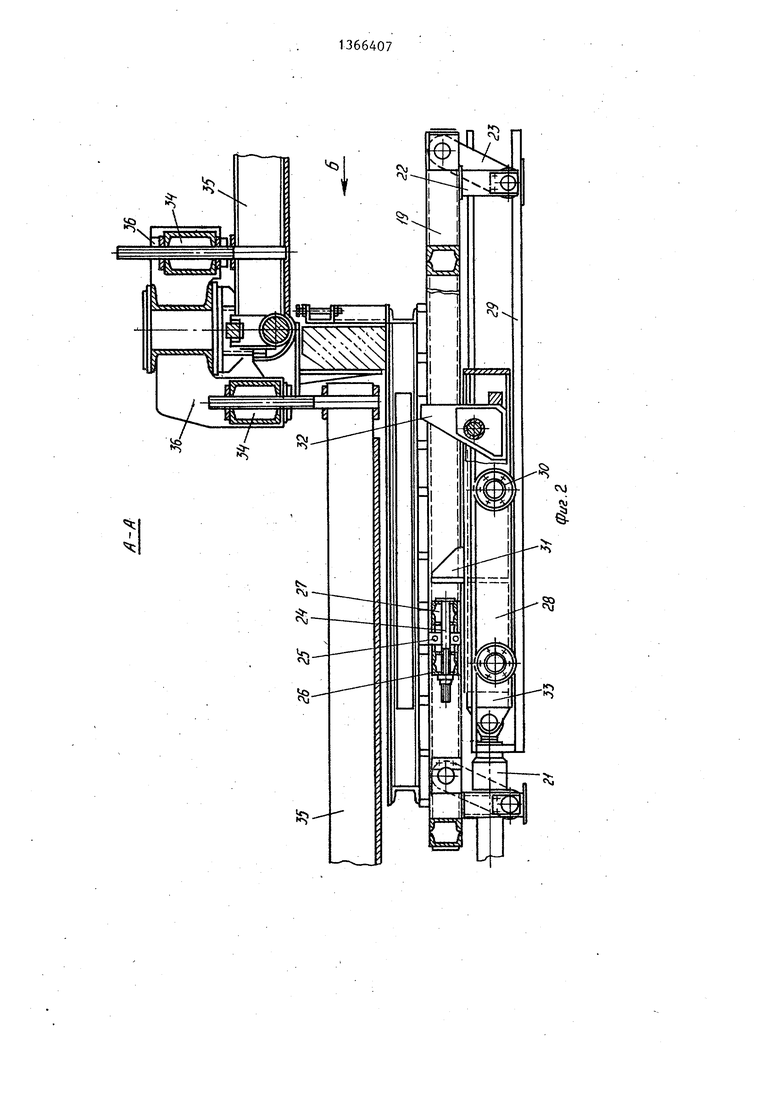
Изобретение относится к области строительства и может быть использовано на предприятиях стройиндустрии при производстве строительных изделий, преимущественно бортовых камней. Целью изобретения является снижение металлоемкости линии, повышение качества изделий. Технологическая линия содержит пост 1 вибропрессования, пост 2 кантования изделий, пост 3накопления изделий, пост 4 компен- сации деформации сушильного поддона 5, пост 6 термообработки изделий, устройство 8 перемещения изделия с поста 2 на пост 3, устройство 9 перемещения изделий с поста 3 к посту 6, Пост 1 оборудован прессом, содержащим формующее 11 и дозирующее 12 устройства. Пост 2 снабжен кантователем в виде Г-образной конструкции, на одной стороне которой закреплен качающийся стол 15, выполненный в виде листа. Пост 3 оборудован подъемной рамой 19, линия снабжена системой электроавтоматического управления 37. 4ил. (Л
| Поточная линия для производства керамических изделий | 1981 |
|
SU986797A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
