Изобретение относится к технологии изготовления керамических изделий, в частности высокоизоляционных керамических рам большого размера, которые могут быть использованы при изготовлении газоразрядных детекторов ионизирующего излучения в особенности двумерных и трехмерных позиционно-чувствитёльных детекторов ионизирующего излучения отпаянного типа с большой площадью входного окна.
Известен способ изготовления керамических изделий на основе корундовой керамики путем прессования заготовок, сушки, обжига и шлифовки. В данном способе обжиг производился многократно при температуре 1300 -1750°С. Для снижения деформации после с-.ч-цгчч- цикла обжига
изделия охлаждают и изменяют их положение, переворачивая заготовки на 180°.
Такая технология обеспечивает высокий процент выхода годных корундовых керамических заготовок в форме тора, но отличается сложностью и длительностью.
Применительно к заготовкам в форме рам этот способ не обеспечивает приемле мый процент выхода годных рам из-за деформации, разрыва, микротрещин, возникающих в рамах в процессе обжига.
Наиболее близким к предлагаемому техническому решению по совокупности общих существенных признаков является способ изготовления керамических изделий из окислов, например, глинозема, путем прес совки заготовок, сушки, обжига и ШЛИФОРКИ.
VI
О
-ч
00
Для уменьшения брака из-за деформации заготовок.перед обжигом их укладывают в стопу попарно вогнутыми и выпуклыми поверхностями друг другу. В результате обжига керамических изделий в форме пло- ских полос значительно улучшается плоскостность,.т.е. снижается брак по деформации полос.
Недостатком такого способа в случае изготовления керамических рам является значительная деформаций, которая возникает в плоскости прямоугольных рам при
Обжиге. ;/. .-.- ;:.:: -., :;.- ;;-.;, : : .
Форма рам; из прямоугольнрй после .обжига становится з акр угленн й, что резко снижает процент выхода годйых рам.
Кроме того при изготовлений таким способом плоскихкерамических изделий обжиг производится триъкр в/печах г1ёриодйчёс когр действия, что значительно увеличивает среднее время рбж га й : сле 6ватёл:ьЩ услр кКя ет проц ессизготов:лёнйя г1Лоских изделий. :. ; -- . У;; -1 : ;. ; .: :;; --; .... / :; . :
. Це/гью йзоб|э етейи явл;я ётся /по ы ще- нйеГпрЪ ёнтй ;в 1ХрдатодНых изделий в фор- Не paW и упр ойде нйе iiро цёсса ; их ИЭг;Ьт овлё1ни я :;;;;: ;;:;-, :: ;%У У -Г :.: ,;; ;.;У-;.:У v Указанна я ель Ддстигаетсяi тем1, что; в способе ггзтрёлейи кер|мй чёскйх: й зд ё-: лий, в к л йчато 1д ем1 опе ра ц Ш гг р ёсср рай ш заготовок, сутки,оВжйfa- шл ифовки; перед операцией обжига §н:утрь з;агртов;ок fстав- ляютувкл:ад;ыц):и ийi тогр%е Материала :и той же;трл;|:цины, что.:й зЭ1ГЬ овка на т ор цъ1 в)ла- ды шей прйдварйтёяьно наносятслойсвязу- 1О1де го; в ёртик ал ьйЬ вйЬЛ Ь. ПёчиТй плотно обклады- ,вают;каждую ргнеУпГррр|У./: .;-/ /: :: :У,;,1у1е д -%р ёс с;ов Хй ;с по.с л еду:К)1цёй сушкой, обжйгой и шлифовкой мргут быть йзгЬтовлёны кёр$ййчёскиё изделия в фо рмё рам из кераммческ:их материалов разно|6 СостаНУна рй1мёр,уль Тра-$ та, фарфора х60у ндово-муляитрвЬ.й массы. ; Прессовка каждого и материалов име- ёт с во1Й специфические особенности,Усвя- занкУв с составом преосовочной массы (ти:пов и процёйтным содержанием связки), видом прессовки (гидравлическая, механическая), режимом прессования (величина давлён йя; Скоро сть нарастания давления, Время выдержки под давлением).
Процесс .сушки прессованных заготовок разного состава осуществляется, как правило, сухим Еюздухом при повышенной температуре д л я исключения раслрескивэ- ни я и достижения повьииенной прочности заготовок. ЦЕЛОСТНОСТЬ и прочность заготовок рам важны при ус ПНПРТО- вкладышей R
рамы и их сохранения в процессе последующей загрузки в печь обжига.
В зависимости от состава керамических масс и свойств готовых керамических изделий обжиг заготовки производится в диапазоне температур 1200-2500°С. Каждому составу и форме изделия соответствует свой заранее отработанный температурно-вре- менной режим. Например, при обжиге изделий из стеатитовой керамики температура не:превышает 1400°С, а при обжиге корун- довой - 180q°pv;v; ;:; ;::: -;v л , :;.: . ; . ., ; Послербжига:вкладыши в ынимают и рамы прступ ают на операцию шлифовки. Как правило нёзэв;ис о рт1состава кёрамиче- cKprio изделия шли овйу осуществляют наи- боtieё Wpbизводит 0/iьным anмазн ым йнструмё НТРМ v нi а :;п рёДйзиВH HJJX ста й ках4 в.
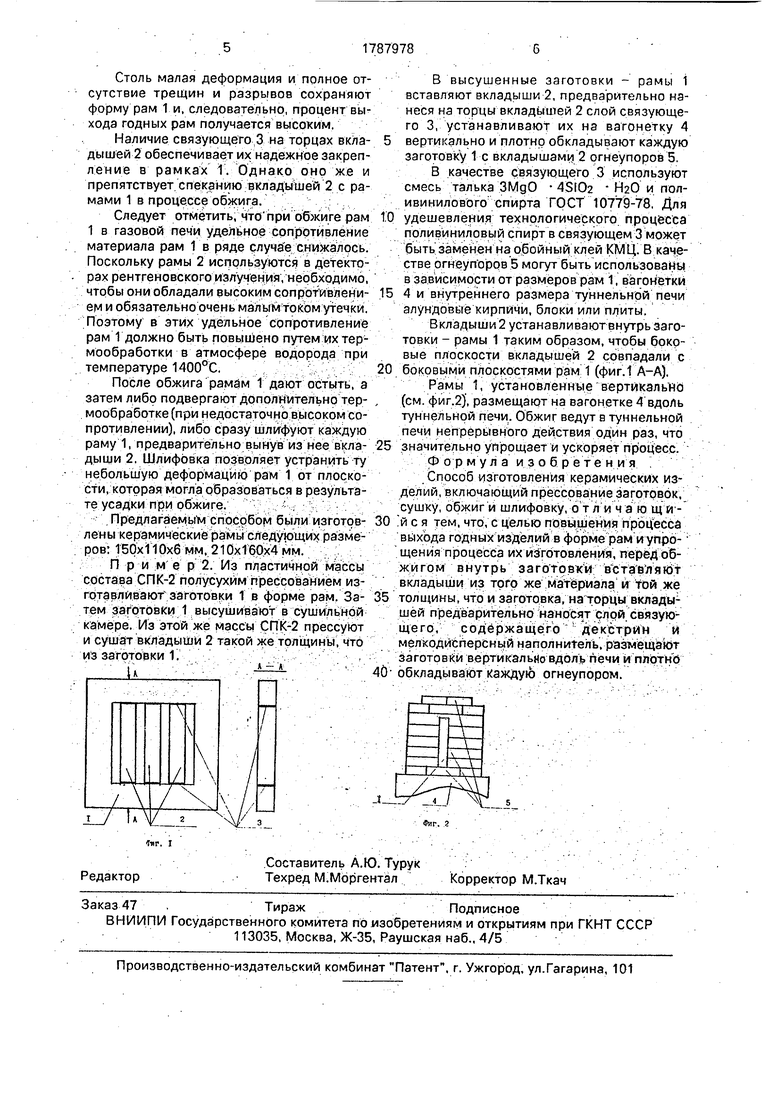
ya BTOMaTH etkpin режиме;--, ; -. На фиг.1 пдХа зай с м атически вид за- гйтрвкй С1р:- в;йт||в5/1|Ш 1и ы))л:аДына фйг,2 -- раз|иё| Яй е; г.6тр1зЪк; в( печи для обжига (пегрёднй яд:огнёуп6ра убран).. :./ П р и Р 1. Из. Maceti;cdcTaBa ВК 94-1
прессуют заготовки Л j форме рам. Затем эти заготовки f в сушильной
к&мерё. Из этой же: мфйл ирессуют и сушат вкладыши 2 /та к;рй(ёу
Трвкй - Ь :--: -;|В::Ґ; .- .
:. ; д ;й:ыс ё1 1:ё Уза г10 1 вставл я ют вкл адаогй ;2, р йтел ьнр; на- нёся ;на торцы лад ышей 2 сйой связующего, 3, уста н а вйИв%юҐ йТх НЪ в гр нетку 4 вертикально и 11лот 1ро;бклады й1РТ каждую ргнёуНбрбм 5. В канё ств.ё связуййдегр з иЬпользу юткррунда в декстрине, В качестве огнеупора 5 могут быт ;исг р:льзреаны в з&вйсммрсти от размеры рам Т, ва гонетки 4 и внутреннего ра змёра туннельной пёчй корундовые кирпичи, блоки или плитьг.-; v: ;, .У
Вкладыши 2 устанавливают внутрь заготовки - рамы 1 таким образом чтрбы боко- вы е п лр скости вк л а д ы шей 2 срвпад а л и с боковыми плоскостями рам 1 (фйг.1 А-А).
Рамы 1 .установленные вертикально (см. фиг.2), размещают на вагонетке 4 вдоль туннельной печи.
Обжиг ведут в туннельнрй печи непрерывного действия один раз, чтр значительно упрощает и ускоряет процесс.
Наличие вкладышей 2 исключает провисание верхней части рам 1 в процессе обжига. /
Одинаковый материал, толщина рам 1 и вкладышей 2, совпадение плоскостей боковых сторон и плотная обкладка огнеупором 5 не позволяет при обжиге деформироваться рамам 1 от плоскости более чем ня коэффициент усадки (11 %).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОМУЛЛИТОВЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2020 |
|
RU2756300C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НАНОСТРУКТУРИРОВАННОЙ КОРУНДОВОЙ КЕРАМИКИ | 2007 |
|
RU2341493C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ НА ОСНОВЕ ДИОКСИДА ЦИРКОНИЯ | 2012 |
|
RU2494077C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРУНДОВЫХ ТИГЛЕЙ ИЗ НИЗКОЦЕМЕНТНОГО ОГНЕУПОРНОГО БЕТОНА | 2000 |
|
RU2170717C1 |
| Алюмооксидная композиция и способ получения керамического материала для производства подложек | 2016 |
|
RU2632078C1 |
| Способ обжига большемерных огнеупорных изделий | 1989 |
|
SU1675278A1 |
| Связка для изготовления вакуумплотной керамики | 1981 |
|
SU1085960A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ КОРУНДО-КВАРЦЕВОЙ КЕРАМИКИ | 2019 |
|
RU2713541C1 |
| ШИХТА ДЛЯ ПРОИЗВОДСТВА КОРУНДОВЫХ ОГНЕУПОРОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2280016C2 |
| Шликер для изготовления корундовой керамики | 1983 |
|
SU1154245A1 |
Применение: технология изготовления керамических изделий, в частности высокоизоляционных рам большого размера. Сущность изобретения: заготовки прессуют сушат, обжигают и шлифуют, перед обжигом внутрь заготовки вставляют вкладыши из того же материала и той же толщины, что и заготовка. На торцы вкладышей предварительно наносят слой связующего. Заготовки размещают вдоль печи вертикально и плотно обкладывают каждую огнеупором. Предлагаемый способ может быть использован, в частности, при изготовлении рам для детекторов ионизирующего излучения, где требуются высокая степень плоскостности и высокая воспроизводимость формы, а также повышенные электроизоляционные свойства. Выход годных изделий в форме рам составляет 70%. 2 ил.
| Способ изготовления вакуумплотных корундовых изделий | 1967 |
|
SU500205A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Способ обжига керамических изделий | 1981 |
|
SU1066968A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
