(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Горячекатаная круглая заготовка | 1984 |
|
SU1219180A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОСОРТНОГО ГОРЯЧЕКАТАНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2262399C1 |
| Способ прокатки сортового металла и катанки | 1989 |
|
SU1729646A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ПЛЮЩИЛЬНО-ВОЛОЧИЛЬНО-ПРОКАТНЫЙ | 2001 |
|
RU2242301C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2238180C1 |
| Способ ремонта прокатных валков | 1990 |
|
SU1722762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕДНЫХ ШТАНГ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2201301C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ АРМАТУРНОЙ СТАЛИ | 2005 |
|
RU2286223C1 |
| КАЛИБР ТРУБОПРОКАТНОГО СТАНА | 2013 |
|
RU2530591C2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ И КАТАНКИ | 1991 |
|
RU2015752C1 |
Изобретение относится к прокатному производству и может быть использовано при получении стальной плющевой ленты. Цель - повышение качества за счет уменьшения толщины поверхностного обезугле- роженного слоя. Сущность изобретения: в процессе горячей прокатки заготовку формируют в профиль с четырьмя симметрично расположенными по периметру под углом 45° к оси прокатки впадинами, образованными дугами окружности радиусом, равным радиусу описанной окружности профиля, а перед плющением заготовку кантуют на 45°, 3 ил.
Изобретение относится к прокатному производству и может быть использовано для получения стальной плющеной ленты.
Известна горячекатаная круглая заго- товка.в которой профиль выполнен с четырьмя участками впадин, расположенными под углом 45° к плоскости прокатки и очерченными радиусом большим, чем радиус заготовки.
Известная заготовка предназначена для получения круглого профиля с механически обработанной поверхностью, в котором достигается уменьшение количества отходов за счет более равномерного распределения обезуглероженного слоя по периметру сечения, но применение известной заготовки для получения плющеной ленты затруднено из-за того, что участки впадин имеют практически ту же кривизну, что и сам профиль.
Известен способ получения стальной плющеной ленты, принятый за прототип,
включающий горячую прокатку заготовки в вытяжных калибрах прокатного стана и холодное плющение полученной катанки.
Стальная лента, полученная этим способом, имеет большую поверхность обезуглероженного слоя, что существенно снижает ее качество.
Цель изобретения - повышение качества ленты за счет уменьшения толщины поверхностного обезуглероженного слоя.
Для достижения поставленной цели способ включает горячую прокатку заготовки до получения круглого сечения и холодное плющение, при этом в процессе горячей прокатки формируют профиль с четырьмя симметрично расположенными по периметру под углом 45° к оси прокатки впадинами, образованными дугами окружности радиусом, равным радиусу описанной окружности профиля, а перед плющением кантуют заготовку на 45°.
vj со чэ
CJ
Ј
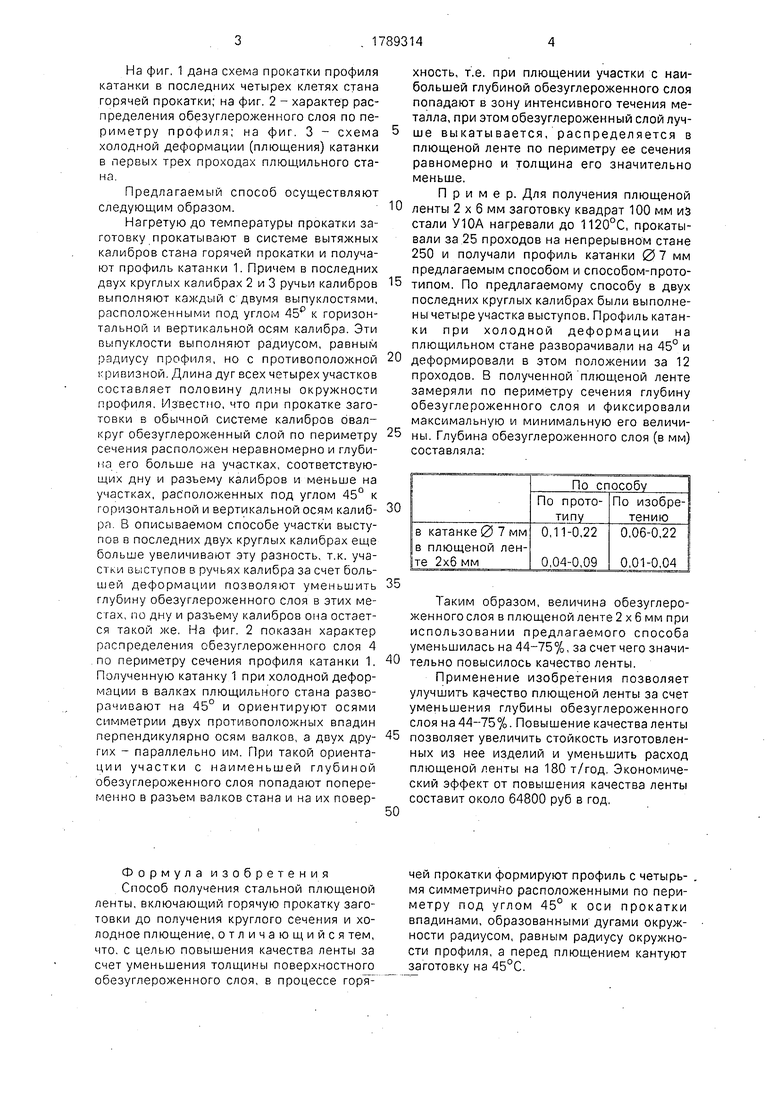
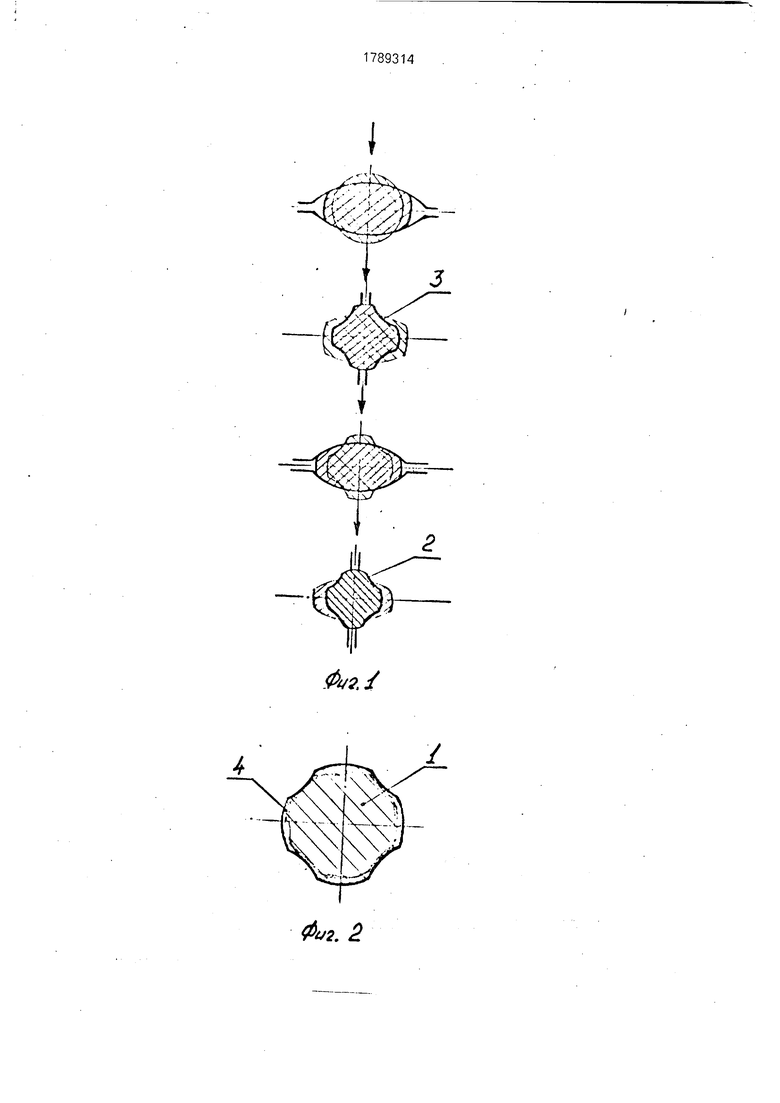
На фиг. 1 дана схема прокатки профиля катанки в последних четырех клетях стана горячей прокатки; на фиг. 2 - характер распределения обезуглероженного слоя по периметру профиля; на фиг. 3 - схема холодной деформации (плющения) катанки в первых трех проходах плющильного стана.
Предлагаемый способ осуществляют следующим образом.
Нагретую до температуры прокатки заготовку прокатывают в системе вытяжных калибров стана горячей прокатки и получают профиль катанки 1. Причем в последних двух круглых калибрах 2 и 3 ручьи калибров выполняют каждый с двумя выпуклостями, расположенными под углом 45Р к горизонтальной и вертикальной осям калибра. Эти выпуклости выполняют радиусом, равным радиусу профиля, но с противоположной кривизной. Длина дуг всех четырех участков составляет половину длины окружности профиля. Известно, что при прокатке заготовки в обычной системе калибров овал- круг обезуглероженный слой по периметру сечения расположен неравномерно и глуби- па его больше на участках, соответствующих дну и разъему калибров и меньше на участках, расположенных под углом 45° к горизонтальной и вертикальной осям калиб- рл. В описываемом способе участки выступов в последних двух круглых калибрах еще больше увеличивают эту разность, т.к. участки выступов в ручьях калибра за счет большей деформации позволяют уменьшить глубину обезуглероженного слоя в этих местах, по дну и разъему калибров она остается такой же. На фиг. 2 показан характер распределения обезуглероженного слоя 4 .по периметру сечения профиля катанки 1. Полученную катанку 1 при холодной деформации в валках плющильного стана разворачивают на 45° и ориентируют осями симметрии двух противоположных впадин перпендикулярно осям валков, а двух дру1 гих - параллельно им. При такой ориентации участки с наименьшей глубиной обезуглероженного слоя попадают попеременно в разъем валков стана и на их повери
-
Формула изобретения Способ получения стальной плющеной ленты, включающий горячую прокатку заготовки до получения круглого сечения и холодное плющение, отличающийся тем, что, с целью повышения качества ленты за счет уменьшения толщины поверхностного обезуглероженного слоя, в процессе горяхность, т.е. при плющении участки с наибольшей глубиной обезуглероженного слоя попадают в зону интенсивного течения металла, при этом обезуглероженный слой лучше выкатывается, распределяется в плющеной ленте по периметру ее сечения равномерно и толщина его значительно меньше.
Пример. Для получения плющеной
ленты 2 х 6 мм заготовку квадрат 100 мм из стали У10А нагревали до 1120°С, прокатывали за 25 проходов на непрерывном стане 250 и получали профиль катанки 0 7 мм предлагаемым способом и способом-прототипом. По предлагаемому способу в двух последних круглых калибрах были выполнены четыре участка выступов. Профиль катанки при холодной деформации на
20
плющильном стане разворачивали на 45 и
деформировали в этом положении за 12 проходов. В полученной плющеной ленте замеряли по периметру сечения глубину обезуглероженного слоя и фиксировали максимальную и минимальную его величи- 25 ны. Глубина обезуглероженного слоя (в мм) составляла:
35
40
45
50
Таким образом, величина обезуглероженного слоя в плющеной ленте 2 х 6 мм при использовании предлагаемого способа уменьшилась на 44-75%, за счет чего значительно повысилось качество ленты.
Применение изобретения позволяет улучшить качество плющеной ленты за счет уменьшения глубины обезуглероженного слоя на 44-75%. Повышение качества ленты позволяет увеличить стойкость изготовленных из нее изделий и уменьшить расход плющеной ленты на 180 т/год. Экономический эффект от повышения качества ленты составит около 64800 руб в год.
чей прокатки формируют профиль с четырьмя симметрично расположенными по периметру под углом 45° к оси прокатки впадинами, образованными дугами окружности радиусом, равным радиусу окружности профиля, а перед плющением кантуют заготовку на 45°С.
I
| Горячекатаная круглая заготовка | 1984 |
|
SU1219180A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Гулько В.И | |||
| и др | |||
| Производство профилей и проволоки в роликовых волоках, - Ижевск: Удмуртия, 1982, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
