Известные приспособления к вальцам для непрерывной обработки полимерных материалов, например для перемешивания резиновой смеси, включающие смонтированные на корпусе и установленные рядом с рабочим валком под заданным углом к его оси средства обработки материалов, связанные с приводом их вращения и выполненные в виде конических дисков, не позволяют обеспечить непрерывный съем недеформированной ленты материала и поперечную резку этой ленты на рабочей поверхности валка.
Предлагаемое приспособление отличается от известных тем, что средства для обработки материалов в нем выполнены в виде цилиндрической фрезы и отбойного валика определенной длины, связанных с фиксатором-регулятором установки заданных зазоров и с приводом их перемещения к рабочему валку. Это позволяет непрерывно снимать недеформированную ленту материала и разрезать ее поперек на рабочей поверхности валка без значительных затрат энергии и износа приспособления и вальцов.
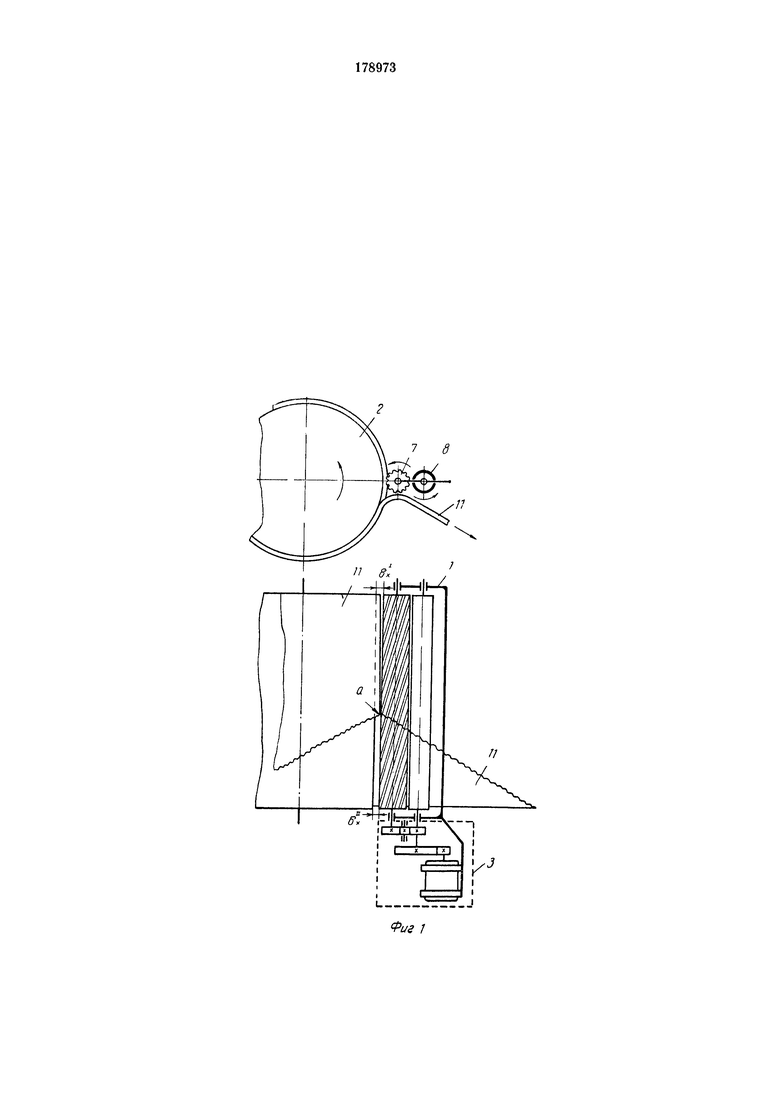
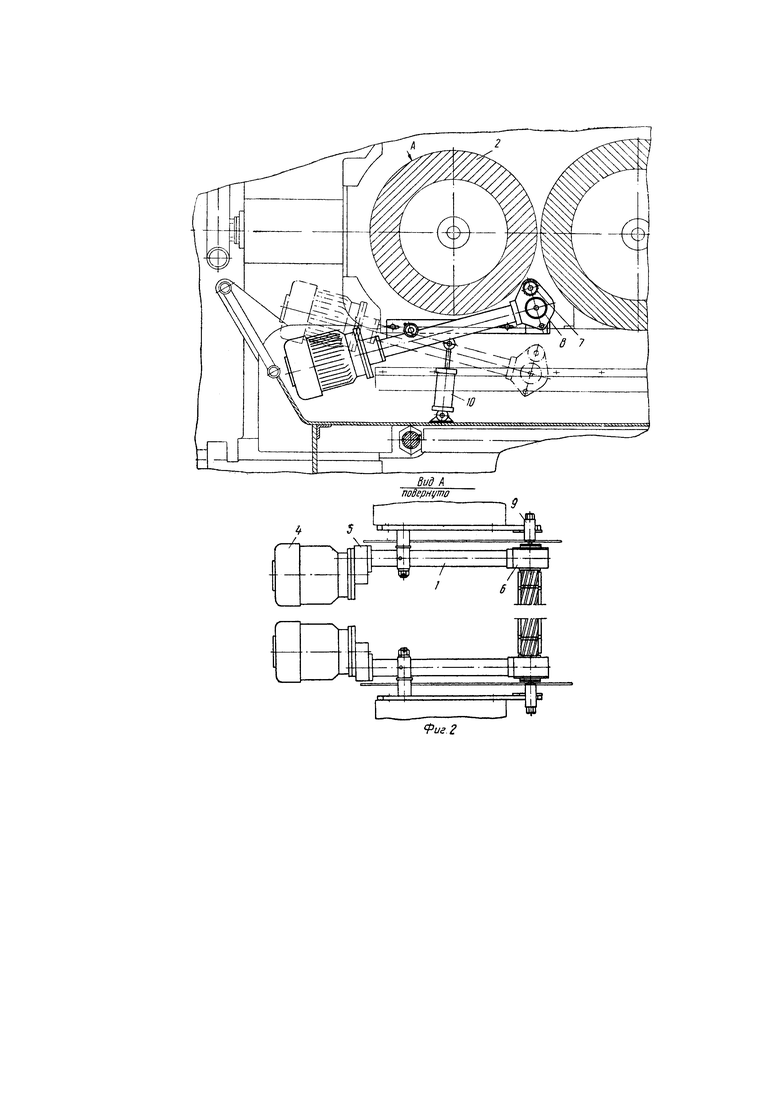
На фиг. 1 дана принципиальная схема описываемого приспособления; на фиг. 2 - конструкция приспособления при съеме ленты материала с заднего валка вальцов и надевании ее на передний.
Приспособление включает смонтированные на корпусе 1 и установленные рядом с рабочим валком 2 под заданным углом к его оси средства для обработки материалов, которые соединены с приводом 3, состоящим, например, из электродвигателя 4 и зубчатых редукторов 5 и 6 или же из элементов привода фрикционного типа. Средства для обработки материалов выполнены в виде цилиндрической фрезы 7 и гладкого отбойного валика 8 определенной длины, связанных с фиксатором-регулятором 9 установки заданных зазоров  и
и  и с приводом, например гидроцилиндром 10, перемещения фрезы с валиком к рабочему валку.
и с приводом, например гидроцилиндром 10, перемещения фрезы с валиком к рабочему валку.
Работает приспособление следующим образом.
Поверхность рабочего валка покрывают лентой 11 полимерного материала и включают гидроцилиндр, который перемещает фрезу с валиком к рабочему валку. При этом ось фрезы наклонена к поверхности валка, а сама она врезается в материал концом, расположенным со стороны зазора  , отдирает ленту материала и разрезает ее в точке а. По мере дальнейшего перемещения фрезы к валку место разреза передвигается вправо и фреза разрезает ленту по всей ширине. Снимается лента отдиранием или сматыванием с поверхности рабочего валка. Отбойный валик преграждает ее захлестывание и снимает ее с фрезы.
, отдирает ленту материала и разрезает ее в точке а. По мере дальнейшего перемещения фрезы к валку место разреза передвигается вправо и фреза разрезает ленту по всей ширине. Снимается лента отдиранием или сматыванием с поверхности рабочего валка. Отбойный валик преграждает ее захлестывание и снимает ее с фрезы.
При выполнении операции перемешивания, например, резиновой смеси на вальцах наклоняют фрезу в одну сторону, ленту разрезают и снимают  ее ширины с валка, после чего фрезу наклоняют в противоположную сторону и снимают
ее ширины с валка, после чего фрезу наклоняют в противоположную сторону и снимают  ширины ленты с другого конца валка и т.д. При этом лента каждый раз оставшейся неразрезанной
ширины ленты с другого конца валка и т.д. При этом лента каждый раз оставшейся неразрезанной  частью своей ширины вовлекает снятую часть в межвалковый зазор, где производится перемешивание материала.
частью своей ширины вовлекает снятую часть в межвалковый зазор, где производится перемешивание материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К ВАЛЬЦАМ ДЛЯ НЕПРЕРЫВНОЙ ОБРАБОТКИ ПОЛИМЕРНБ1Х МАТЕРИАЛОВ | 1968 |
|
SU209702A1 |
| Приспособление к вальцам для интенсификации процесса перемешивания полимерных материалов | 1982 |
|
SU1054064A1 |
| Приспособление к вальцам для перемешивания резиновых и других термопластических смесей | 1955 |
|
SU101462A1 |
| Вальцы для переработки полимерных материалов | 1987 |
|
SU1479281A1 |
| Способ получения листов из резиновой смеси | 1984 |
|
SU1171315A1 |
| ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТЕСТА С НАЧИНКОЙ | 2005 |
|
RU2272410C1 |
| ВАЛКОВЫЙ ПЛАСТИКАТОР-ГРАНУЛЯТОР НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ВЫСОКОВЯЗКИХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2000 |
|
RU2187361C2 |
| Смесительные вальцы | 1983 |
|
SU1100103A1 |
| Устройство для термической обработки ленточного резинового материала | 1974 |
|
SU497152A1 |
| Устройство для термической обработки ленточного резинового материала | 1980 |
|
SU937174A2 |
Приспособление к вальцам для непрерывной обработки полимерных материалов, например для перемешивания резиновой смеси, включающее смонтированные на корпусе и установленные рядом с рабочим валком под заданным углом к его оси средства для обработки материалов, связанные с приводом их вращения, отличающееся тем, что, с целью непрерывного съема недеформированной ленты материала и поперечной резки этой ленты на рабочей поверхности валка без значительных затрат энергии и износа приспособления и вальцов, средства для обработки материалов выполнены в виде цилиндрической фрезы и отбойного валика определенной длины, связанных с фиксатором-регулятором установки заданных зазоров и с приводом их перемещения к рабочему валку.
