1
Изобретение относится к области переработки резины и может быть использовано для охлаждения ленточного резинового материала или вулканизации длинномерных резиновых изделий.
Известно устройство для термической обработки ленточного резинового материала, содержащее заполненную обрабатывающей средой камеру, установленный в ней закатывающий и раскатывающий обрабатываемый материал рабочий орган в виде приводных ленточных транспортеров и приводы последних.
Однако известное устройство имеет низкую производительность, обусловленную длительным пребыванием материала в камере при одновременном взаимодействии с обоими леиточными транспортерами.
С целью повышения производительности за счет обеспечения возможности поочередной послойной закатки ленточного материала на приводные ленточные транспортеры предлагаемое устройство снабжено разделительными элементами, закатанными в рулоны на закаточно-раскаточных катушках и прикрепленными свободными концами к лентам приводных ленточных транспортеров.
Для обеспечения надлежащего взаимодействия ленточного резинового материала с обрабатывающей средой разделительные элементы выполнены в виде профильных эластичных лент, имеющих с обеих сторон выступы и впадины.
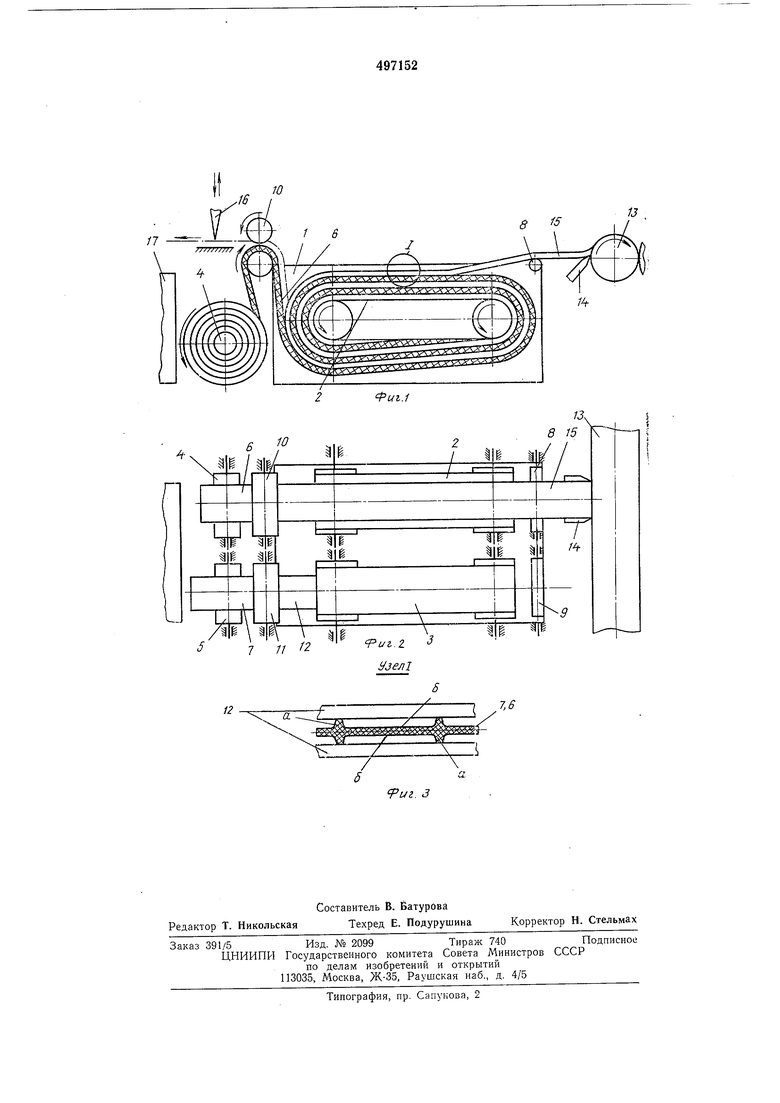
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - то же, вид в плане; на фиг. 3 - узел I на фиг. 1.
Устройство содержит заполненную обрабатывающей средой-теплоносителем или хладагентом камеру 1, установленный в ней закатывающий и раскатывающий обрабатываемый материал рабочий орган в виде приводных ленточных транспортеров 2 и 3 и их приводы. Около камеры 1 установлены закаточно-раскаточные катушки 4 и 5 с закатанными в рулоны разделительными элементами 6 и 7. Элементы 6 и 7 выполнены в виде профильных эластичных лент (см. фиг. 3), имеющих с обеих сторон выступы а и впадины б для надлежащего взаимодействия резинового материала с обрабатывающей средой. На входе в камеру 1 установлены направляющие ролики 8 и 9, а на выходе из нее - пары тянульных валков 10 и 11 для отбора разделительных элементов вместе с материалом с
ленточных транспортеров 2 и 3.
Работа устройства описывается на примере использования его для охлаждения резиновой смеси. Лента 12 резиновой смеси срезается с вальцев 13 ножами 14 и через направляющий ролик 9 подается в заполненную водой камеру 1 на движущуюся ленту транспортера 3 и послойно закатывается на последней вместе с разделительным элементом 7, сматываемым с катушки 5. После закатки всей навески резиновой смеси на ленточный транспортер 3 он отключается и осуществляется охлаждение закатанной смеси. Для улучшения теплопередачи в камеру подается сжатый воздух, усиливающий движение воды в камере 1.
Затем с вальцев 13 в виде ленты 15 снимается следующая навеска смеси и через направляющий ролик 8 подается на движущуюся ленту транспортера 2 и закатывается послойно на последний вместе с разделительным элементом 6.
В это время охлажденная лента 12 вместе с разделительным элементом 7 тянульными валками 11 отбирается с транспортера 3 и подается к режущему приспособлению 16, которым разрезается на куски заданной длины и укладывается в контейнер 17. При этом разделительный элемент 7 закатывается в рулон на катушку 5. Далее на транспортер 3 закатывается следующая лента резиновой смеси, и процесс повторяется.
Предмет изобретения
1. Устройство для термической обработки ленточного резинового материала, содержащее
заполненную обрабатывающей средой камеру, установленный в ней закатывающий и раскатывающий обрабатываемый материал рабочий орган в виде приводных ленточных транспортеров и приводы последних, отличающееся тем, что, с целью повышения производительности путем обеспечения возможности поочередной послойной закатки ленточного материала на приводные ленточные транспортеры, оно снабжено разделительными элементами, закатанными в рулоны на закаточно-раскаточных катушках и нрикреплепиыми свободными концами к лентам приводных ленточных транспортеров.
2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения надлежащего взаимодействия ленточного резинового материала с обрабатывающей средой, разделительные элементы выполнены в виде профильных эластичных лент, имеющих с обеих сторон выступы и впадины.
10
4L/jte
fui.l
8 15
Г
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термической обработки ленточного резинового материала | 1980 |
|
SU937174A2 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1987 |
|
SU1407842A2 |
| Агрегат для изготовления заготовок протекторов велосипедных покрышек | 1973 |
|
SU504667A1 |
| Устройство для закатки полосового материала | 1983 |
|
SU1148799A1 |
| Установка для многократной обработки длинномерного материала | 1982 |
|
SU1060250A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1986 |
|
SU1397304A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЗИРУЮЩЕГО СЛОЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1992 |
|
RU2011532C1 |
| Устройство для изготовления многослойных лент | 1976 |
|
SU677950A1 |
| Способ изготовления герметизирующего слоя покрышек пневматических шин | 1984 |
|
SU1162616A1 |
| УСТРОЙСТВО ДЛЯ ЗАКАТКИ МАТЕРИАЛА | 2002 |
|
RU2210503C1 |
s
TfP IP
/4Ш
К
т a
5
7 // 2
5
fi
Риг.2. Узел
/
a. -L
7,6
Z
/ K
.
fui. J
