Изобретение относится к области металлургии, в частности к непрерывному литью цветных металлов.
Целью изобретения является повышение выхода годного.
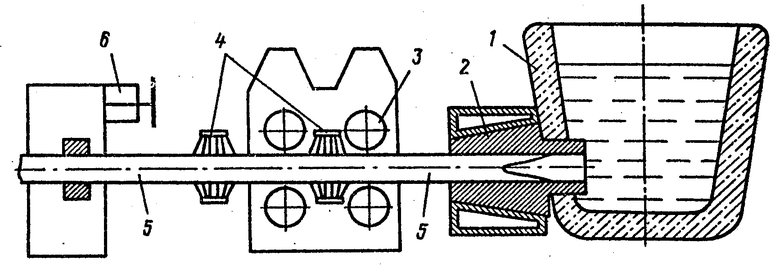
Сущность изобретения поясняется чертежом, на котором изображена машина для реализации заявляемого способа.
Заявляемый способ может быть реализован на машине горизонтального непрерывного литья, содержащей металлоприемник 1, состыкованный с кристаллизатором 2, тянущее устройство 3, систему охлаждения 4 заготовки 5 и устройство 6 для резки заготовки на мерные длины. Согласно заявляемому способу в процессе работы жидкий металл попадает в металлоприемник 1, из которого он поступает в кристаллизатор 2, где происходит формирование заготовки 5, которая периодически вытягивается тянущим устройством 3. Подача охладителя на поверхность заготовки осуществляется непосредственно в пределах зоны контакта заготовки с элементами тянущего устройства и (или) за пределами этой зоны по ходу движения заготовки. Охлаждение может быть осуществлено только в пределах зоны контакта в тех случаях, когда эта зона имеет достаточную протяженность. В тех случаях, когда охлаждение в пределах зоны контакта недостаточно, заготовку дополнительно охлаждают за пределами зоны контакта (это характерно для заготовок большого диаметра).
В качестве примера конкретного исполнения может быть приведен способ горизонтального непрерывного литья безоловянистых бронз марок БрА9ЖЗЛ, БрА9Н4Н4, БрА9ЖЗМц1,5 и др. диаметром 80 мм при следующем режиме вытягивания: шаг 70 мм за 5 с, продолжительность остановки 25 с. Средняя скорость литья - 0,15 м/мин. Подачу охладителя на поверхность заготовки осуществляют в пределах зоны контакта заготовки с тянущим устройством. Подача охладителя на заготовку по такой схеме обусловлена тем, что удаление вторичного охлаждения от кристаллизатора за пределы участка заготовки, расположенного между кристаллизатором и зоной ее контакта с элементами тянущего устройства, приводит к снижению скорости и повышению плавности охлаждения заготовки на этом участке, более равномерному изменению ее пластических свойств. Все это снижает искривление заготовки, что ведет к увеличению выхода годного. Поскольку искривление заготовки не только ведет к увеличению доли металла, идущей в обрез, но и может привести к обрыву заготовки, то принятая схема охлаждения является важным условием для осуществления непрерывного литья безоловянных бронз, что позволяет:
повысить выход годного не менее, чем на 15%, за счет повышения прямолинейности заготовок и стабильности литья; снизить эксплуатационные затраты на подготовку машины к работе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1074654A1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1138232A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| ЛИНИЯ МНОГОРУЧЬЕВОГО НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1991 |
|
RU2048969C1 |
| ВЕРТИКАЛЬНАЯ МАШИНА ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛИЧЕСКИХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2434710C1 |
| Наклонно-прямолинейная машина для непрерывного литья тонкослябовых и сортовых заготовок малого сечения | 1990 |
|
SU1799676A1 |
| СПОСОБ РАЗЛИВКИ РЕЛЬСОВОЙ СТАЛИ НА УСТАНОВКЕ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2008 |
|
RU2384385C2 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
Изобретение относится к области металлургии, в частности к непрерывному литью цветных металлов. Цель - повышение выхода годного. При литье медных сплавов охладитель на поверхность заготовки подают в пределах или за пределами контакта заготовки с тянущим устройством по ходу ее вытягивания. 1 ил.
СПОСОБ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ЦВЕТНЫХ МЕТАЛЛОВ преимущественно на основе меди, включающий подачу металла в кристаллизатор, периодическое вытягивание из него заготовки посредством элементов тянущего устройства и подачу охладителя на ее поверхность, отличающийся тем, что, с целью повышения выхода годного, охладитель на поверхность заготовки подают в пределах зоны ее контакта с элементами тянущего устройства по ходу вытягивания заготовки.
| Шатагин О.А | |||
| и др | |||
| Горизонтальное непрерывное литье металлов и сплавов | |||
| М.: Металлургия, 1974, с.25. |
