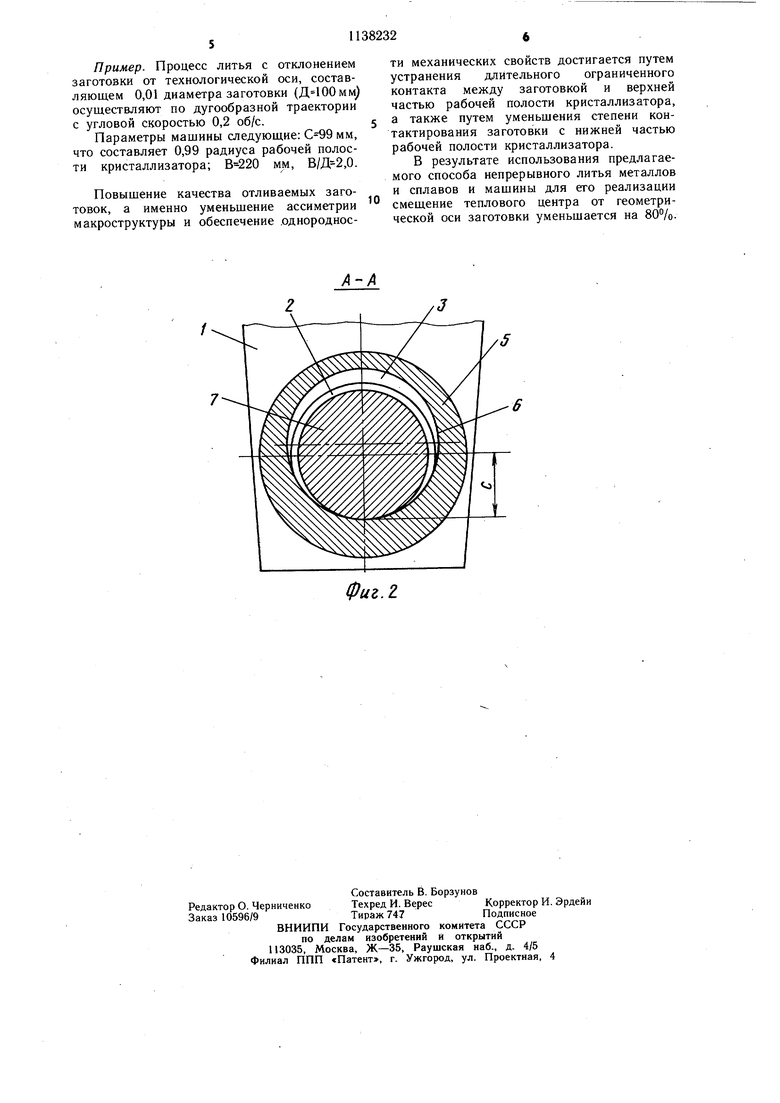
Изобретение относится к металлургии и предназначено для использования преимущественно непрерывного горизонтального литья металлов и сплавов. Известен способ непрерывного литья, включающий подачу металла в металлоприемник, периодическое вытягивание заготовки из кристаллизатора, и который реализуется с применением кристаллизатора, имеющего цилиндрическую основную часть в начальной зоне и суженную часть по всей оставшейся длине 1. Однако в процессе непрерывного литья происходят зависания заготовки с повыщенным износом кристаллизатора. Это обусловлено тем, что в суженной части кристаллизатора заготовка может легко зависать в результате ее овальности или частичной выработки цилиндрической части кристаллизатора, что неизбежно приводит к прекращению процесса. Наличие суживающейся части кристаллизатора в случае уже образующейся овальности (ромбичности) заготовки, находящейся в ее цилиндрической части, способствует развитию этого отрицательного явления вследствие больщего теплоотвода от на иболее удаленных один от другого частей поверхности заготовки. При применении предлагаемой конструкции кристаллизатора при литье цветных металлов графитовая вставка кристаллизатора будет «сколота на первых минутах процесса непрерывного литья заготовок. Наиболее близким к предлагаемому по технической сущности является способ горизонтального непрерывного литья заготовок, включающий подачу металла в металлоприемник и периодическое вытягивание заготовки из кристаллизатора. Способ реализуется в мащине для горизонтального непрерывного литья заготовок, содержащей металлоприемник, кристаллизатор и тянущее устройство 2. Однако в известном устройстве входная часть кристаллизатора щарнирно укреплена на горизонтальной оси, а выходная часть снабжена подъемным устройством. Длительный процесс непрерывного литья в кристаллизаторе невозможен из-за быстрого нарушения соединения металлоприемника и кристаллизатора. Это обусловлено тем, что при опускании или подъеме выходной части кристаллизатора в процессе непрерывного литья трудно сохранить .герметичность узла «металлоприемник - кристаллизатор. Поэтому применение известного кристаллизатора при непрерывном литье заготовок неизбежно ведет к прекращению процесса литья. Целью изобретения является повышение качества отливаемых заготовок. Поставленная цель достигается тем, что согласно способу горизонтального непрерывного литья заготовок преимущественно круглого поперечного сечения, включающему подачу металла в металлоприемник и периодическое вытягивание заготовок из кристаллизатора, заготовку на выходе из кристаллизатора отклоняют от технологической оси на 0,008-0,025 диаметра заготовки. Кроме того, заготовку отклоняют по дугообразной траектории с угловой скоростью 0,05-0,3 об/с. Машина для горизонтального непрерывного литья заготовок, содержащая металлоприемник, кристаллизатор и тянущее устройство, снабжена втулкой, установленной с возможностью вращения и расположенной между кристаллизатором и тянущим устройством, при этом внутренняя поверхность втулки выполнена цилиндрической со смещением ее продольной оси относительно технологической оси мащины, причем минимальное расстояние от внутренней поверхности втулки до технологической оси машины составляет 0,975-0,992 радиуса рабочей полости кристаллизатора. Расстояние между кристаллизатором и втулкой составляет 0,2-3,0 диаметра рабочей полости кристаллизатора. Втулка установлена с возможностью перемещения в плоскости, перпендикулярной технологической оси машины. Отклонение заготовки на выходе из кристаллизатора от технологической оси машины позволяет улучшить качество отливаемых заготовок, а именно уменьшить ассиметрию макроструктуры заготовки, за счет устранения зон ограниченного контакта загото вки с кристаллизатором или сокращения времени существования огра-, ничённого контакта, обеспечивающих более равномерный теплоотвод по периметру заготовки. Движение заготовки в плоскости, перпендикулярной технологической оси, по дугообразной или кругообразной траектории позволяет устранить смещение теплового центра путем уменьщения преимущественного контактирования заготовки с нижней частью кристаллизатора и увеличения степени контактирования заготовки с верхней частью кристаллизатора, т.е. путем компенсирования преимущественного нарастания оболочки заготовки в нижней ее части в зоне начала формирования, которое обусловлено горизонтальным расположением кристаллизатора. Снабжение машины втулкой, установленной с возможностью вращения и расположенной между кристаллизатором и тянущим устройством, у которого внутренняя поверхность выполнена цилиндрической со смещением ее продольной оси относительно технологической оси машины, позволяет осуществить непрерывное или периодическое движение заготовки в плоскости, перпендикулярной технологической оси машины. Установка втулки с возможностью перемещения в плоскости, перпендикулярной технологической оси машины, позволяет при литье цветных металлов в графитовый кристаллизатор, которое сопровождается некоторым увеличением диаметра отливаемой заготовки путем постепенного износа графита, скорректировать положение втулки для устранения ограничений в движении ее, вызванных увеличением диаметра заготовки. Возможность перемещения втулки позволяет использовать ее для более щирокого сортамента отливаемых заготовок, достигая повышение качества и выхода годного металла. Выбор граничных параметров обусловлен тем, что отклонение заготовки от технологической оси на расстояние менее 0,008 |Диаметра заготовки малоэффективно-, так как оно не может создать достаточно плотного контакта заготовки с рабочей плоскостью кристаллизатора. Если величина этого параметра больше 0,025 диаметра, то возможен скол графитовой втулки или заклинивание заготовки между -втулкой и кристаллизатором. Если угловая скорость движения втулки выше 0,3 об/с, то происходит «раскачивание заготовки, понижающее эксплуатационную стойкость графитового кристаллизатора. Если величина этого параметра меньше 0,05 об/с, то повышение качества отливаемых заготовок достигается не полностью из-за чрезмерно медленного движения заготовки по дугообразной траектории. Если минимальное расстояние от внутренней поверхности втулки до технологической оси машины больше 0,992 рад поперечного сечения рабочей полости кристаллизатора, то смещение заготовки недостаточно для создания плотного контакта заготовки с верхней частью рабочей полости кристаллизатора. Если этот параметр меньше 0,975 рад рабочей полсти кристаллизатора, то возможно заклинивание заготовки между втулкой и кристаллизатором. Если втулка расположена за кристаллизатором на расстоянии, превышающем 3,0 диаметра поперечного сечения рабочей полости кристаллизатора, то из-за чрезмерного увеличения длины заготовки между зоной ограниченного контакта заготовки с рабочей полостью кристаллизатора и местом соприкосновения заготовок с втулкой, управление перемещением заготовки в полости, перпендикулярной технологической оси машины, затруднительно и повышает вероятность заклинивания заготовки между втулкой и кристаллизатором. Если величина этого параметра меньше 0,2, то в этом случае полностью достичь цель изобретения не удается из-за трудности контроля величины зазора между заготовкой и рабочей поверхностью кристаллизатора. На фиг. . 1 изображена предлагаемая горизонтальная машина для непрерывного литья металлов и сплавов, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1. Машина для непрерывного литья металлов и сплавов содержит металлоириемник 1, металлопровод 2, кристаллизатор 3, тянущее устройство 4, при этом машина снабжена втулкой 5, расположенной за кристаллизатором 3 и установленной с возможностью вращения. Внутренняя рабочая поверхность 6 втулки 5 выполнена цилиндрической со смещением ее продольной-оси 0 -0 относительно продольной оси Oj-Oj наружной поверхности втулки 5 и технологической оси машины, причем минимальное расстояние С от внутренней рабочей поверхности б втулки 5 до технологической оси машины составляет 0,975-0,992 рад рабочей полости графитового кристаллизатора. Втулка 5 расположена за кристаллизатором 2 на расстоянии В, равном 0,2-3,0 диаметра рабочей полости кристаллизатора. Позицией 7 обозначена заготовка. Втулка 5 может быть установлена с возможностью перемещения в плоскости, перпендикулярной технологической оси машины. Способ осуществляется следующим образом. . Жидкий металл подают в металлоприемниk 1, который затем попадает в кристаллизатор 3, находящийся в кожухе, где происходит формирование оболочки заготовки 7, которая периодически вытягивается устройством 4 и режется на мерные длины. В процессе периодического вытягивания заготовки 7 втулке 5 периодически сообщают вращательное движение в плоскости, перпендикулярной технологической оси, отклоняя заготовку на 0,008-0,025 ее диаметра от технологической оси, что обеспечивает плотный контакт заготовки 7 с верхней частью кристаллизатора 3. Движение заготовки 7 в плоскости, перпендикулярной технологической оси, целесообразно осуществлять по дугообразной траектории с угловой скоростью движения, равной 0,05-0,3 об/с. В процессе литья при увеличении диаметра заготовки 7, вызванном износом графитового кристаллизатора, целесообразно переместить втулку 5 вниз в плоскости, перпендикулярной технологической оси мащины. Пример. Процесс литья с отклонением заготовки от технологической оси, составляющем 0,01 диаметра заготовки (Д 100мм) осуществляют по дугообразной траектории с угловой скоростью 0,2 об/с. Параметры машины следующие: мм, что составляет 0,99 радиуса рабочей полости кристаллизатора; мм, ,0. Повыщение качества отливаемых заготовок, а именно уменьшение ассиметрии макроструктуры и обеспечение .однородности механических свойств достигается путем устранения длительного ограниченного контакта между заготовкой и верхней частью рабочей полости кристаллизатора, а также путем уменьшения степени контактирования заготовки с нижней частью рабочей полости кристаллизатора. В результате использования предлагаемого способа непрерывного литья металлов и сплавов и машины для его реализации смещение теплового центра от геометрической оси заготовки уменьшается на 80°/о
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ горизонтального непрерывного литья заготовок и машина для его осуществления | 1982 |
|
SU1074654A1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ ТРУБНЫХ ЗАГОТОВОК | 2002 |
|
RU2211745C1 |
| Машина непрерывного литья слитков горизонтального типа | 1982 |
|
SU1311845A1 |
| МЕХАНИЗМ ДЛЯ ВЫТЯГИВАНИЯ СЛИТКОВ КРУГЛОГО СЕЧЕНИЯ С ОДНОВРЕМЕННЫМ ВРАЩЕНИЕМ ИХ ВОКРУГ ПРОДОЛЬНОЙ ОСИ В МАШИНАХ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛАВОВ | 2006 |
|
RU2323800C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, КРИСТАЛЛИЗАТОР И УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ СЛИТКА | 2005 |
|
RU2304484C2 |
| Установка для горизонтальной непрерывной разливки металлов и сплавов | 1980 |
|
SU969442A1 |
| Способ непрерывного горизонтального литья полых слитков и устройство для его осуществления | 1982 |
|
SU1049172A1 |
| Устройство для горизонтального непрерывного литья заготовок круглого поперечного сечения из металлов и сплавов | 1991 |
|
SU1787664A1 |

Фиг.2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Германн Э | |||
| Непрерывное литье | |||
| М., Гостехиздат, 1961, с | |||
| Приспособление, увеличивающее число оборотов движущихся колес паровоза | 1919 |
|
SU146A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент ФРГ № 1508822, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
