ет оолицовку модели пленкой, заполнение
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство вакуумной формовки отливок типа диска с криволинейными ребрами и поднутрениями и способ вакуумной формовки данным устройством | 1987 |
|
SU1629139A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ВАКУУМНО-ПЛЕНОЧНОЙ ФОРМОВКИ | 1991 |
|
RU2020026C1 |
| Оснастка для вакуумной формовки | 1987 |
|
SU1496903A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Способ изготовления литейных форм | 1982 |
|
SU1289587A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1186358A1 |
| Комплексно-механизированная линия для изготовления отливок в формах из холоднотвердеющих смесей | 1980 |
|
SU1004004A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1296281A1 |
| Способ изготовления безопочных литейных форм вакуумной формовкой | 1990 |
|
SU1766587A1 |
производства З.С.Дорошенко и Н.И.Шейко Минаев А.А. и др. Вакуумная формовка. Машиностроение, 1984. с. 97-98. СПОСОБ ВАКУУМНО-ПЛЕНОЧНОЙ МОВКИ В ТРЕХ И БОЛЕЕ ОПОКАХ Сущность изобретения: способ включаопоки сухим формовочным материалом, покрытие контрлада пленкой, соединение стыков пленки и удаление ее излишков. На модель устанавливают бурт, образующий с плоскостью контрлада острый угол. Шов, образующийся при сварке накладываемых на модель и на лад опоки пленок, благодаря бурту смещен из полости формы в разъем между полуформами, что исключает появление на поверхности отливки отпечатков шва. 3 ил.
Изобретение относится к литейному производству, а именно - к получению отливок методом вакуумно-пленочной формовки (В Пс&).
Известно применение способа ВПФ в разъёмных литейных формах в трех и более onof ах, включающего облицовку модели синтетической пленкой, установку опоки на модельную плиту, наполнение опоки сухим песком, накладывание синтетической плен-, ки н } контрлад, сварку стыкующихся слоев пленки и удаление ее излишков, протяжку модели и сборку формы.
Недостатки этого способа проявляются при формовке средних (серединных) пол- уфор м, находящиеся между нижней и верхней полуформами (при формовке в. трех и боле-г опоках). Стыкующиеся слои пленки обра зуют шов, выступающий в сторону полости формы, что составляет отпечаток на .отливке и тем ухудшает ее качество.
Цель изобретения - улучшение качества отливок.
Указанная цель достигается тем, что по периметру модели устанавливают Шдел ь в виде бурта, выступающего над поверхно- стью контрлада и образующего с ней острый угол, а сварку стыкующихся слоев пленки производят по кромке бурта.
Треугольный бурт обеспечивает перевод сварного шва стыкующихся слоев пленки в пространстве разъема, а острый угол бурта обеспечивает наклон выступающего шва под острым углом к плоскости разъема, что в свою очередь позволяет гарантировано вывести шов слоев пленки из полости формы.
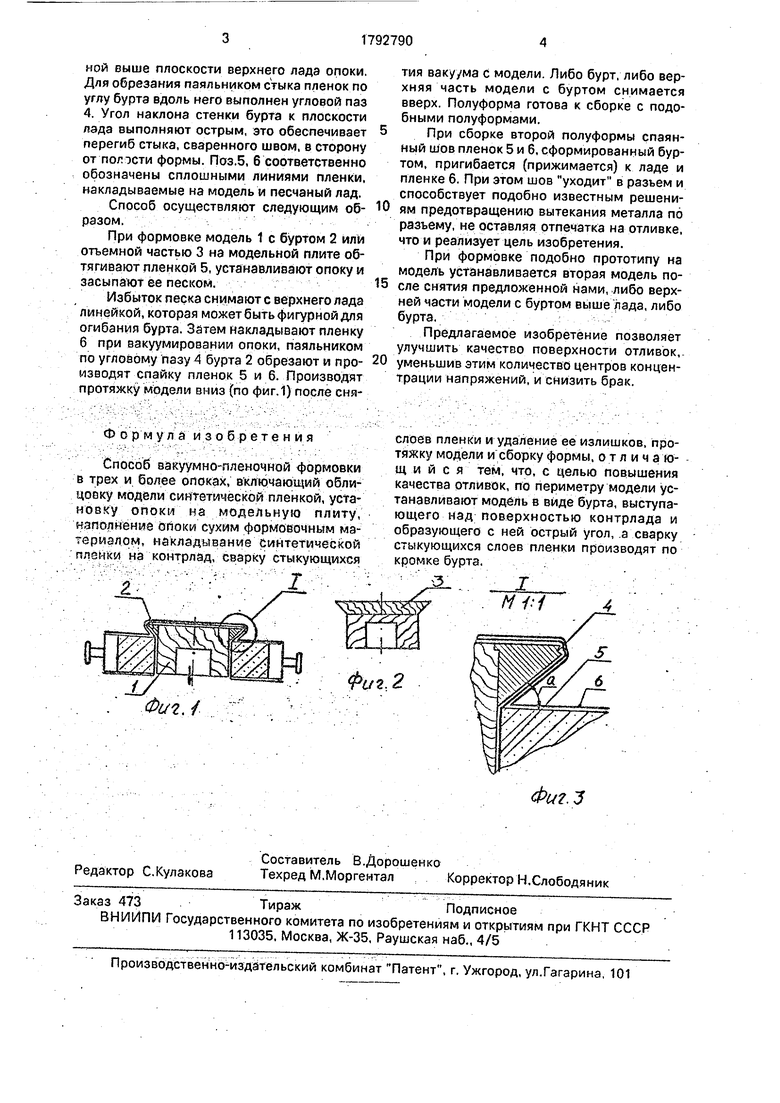
На фиг. 1 показана предлагаемая модель, разрез; на фиг, 2 - вариант модели с буртом, выполненным совместно с объемной частью модели; на фиг. 3 - узел I на фиг. 1.
Для реализации способа используют модель 1 со съемным буртом 2, установленным по ее периметру. Бурт выполняют либо в виде рамки по периметру модели 1, либо в виде отъемной части 3 модели, расположенсо С
ч
sO Ю
ч
Ю
о
ной выше плоскости верхнего лада опоки. Для обрезания паяльником стыка пленок по углу бурта вдоль него выполнен угловой паз 4. Угол наклона стенки бурта к плоскости лада выполняют острым, это обеспечивает перегиб стыка, сваренного швом, в сторону от полэсти формы. Поз.5, 6 соответственно обозначены сплошными линиями пленки, накладываемые на модель и песчаный лад.
Способ осуществляют следующим образом./
При формовке модель 1 с буртом 2 или отъемной частью 3 на модельной плите обтягивают пленкой 5, устанавливают опоку и засыпают ее песком.
Избыток песка снимают с верхнего лада линейкой, которая может быть фигурной для огибания бурта. Затем накладывают пленку 6 при вакуумировании опоки, паяльником по угловому пазу 4 бурта 2 обрезают и производят спайку пленок 5 и 6. Производят протяжку модели вниз (по фиг.1) после сняФормул а изо бретени я
Способ вакуумно-пяеночной формовки в трех и более опоках, включающий облицовку модели синтетической пленкой, установку опоки на модельную плиту, наполнение опоки сухим формовочным материалом, накладывание Синтетической пленки на контрлад, сварку стыкующихся
тия вакуума с модели. Либо бурт, либо верхняя часть модели с буртом снимается вверх. Полуформа готова к сборке с подобными полуформами.
При сборке второй полуформы спаянный шов пленок 5 и 6, сформированный буртом, пригибается (прижимается) к ладе и пленке 6. При этом шов уходит в разъем и способствует подобно известным решениям предотвращению вытекания металла по разъему, не оставляя отпечатка на отливке, что и реализует цель изобретения.
При формовке подобно прототипу на модель устанавливается вторая модель поеле снятия предложенной нами, либо верхней части модели с буртом выше лада, либо бурта.
Предлагаемое изобретение позволяет улучшить качество поверхности отливок,.
уменьшив этим количество центров концентрации напряжений, и снизить брак.
слоев пленки и удаление ее излишков, протяжку модели и сборку формы, о т л и ч а torn, и и с я тем, что, с целью повышения качества отливок, по периметру модели устанавливаютмодель s виде бурта, выступающего над поверхностью контрлада и образующего с ней острый угол, .а сварку стыкующихся слоев пленки производят по кромке бурта..
Г
4
| М.: I |
