Изобретение относится к литейному производству, в частности к способу вакуум- но-пленочной формовки для производства отливок типа дискбв с криволинейными ребрами и поднутрениями.
Цель изобретения - повышение качества литейной формы путем уменьшения разрывов синтетической пленки в зонах объемных частей модели и облегчения удаления их из полуформ.
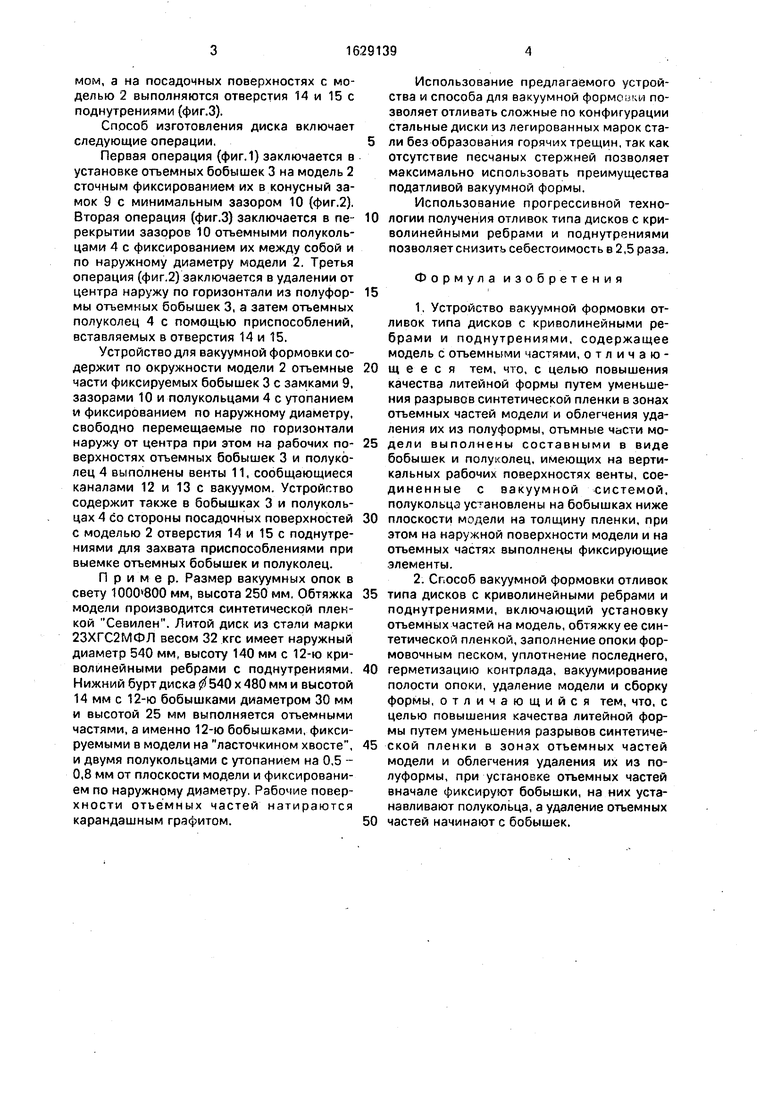
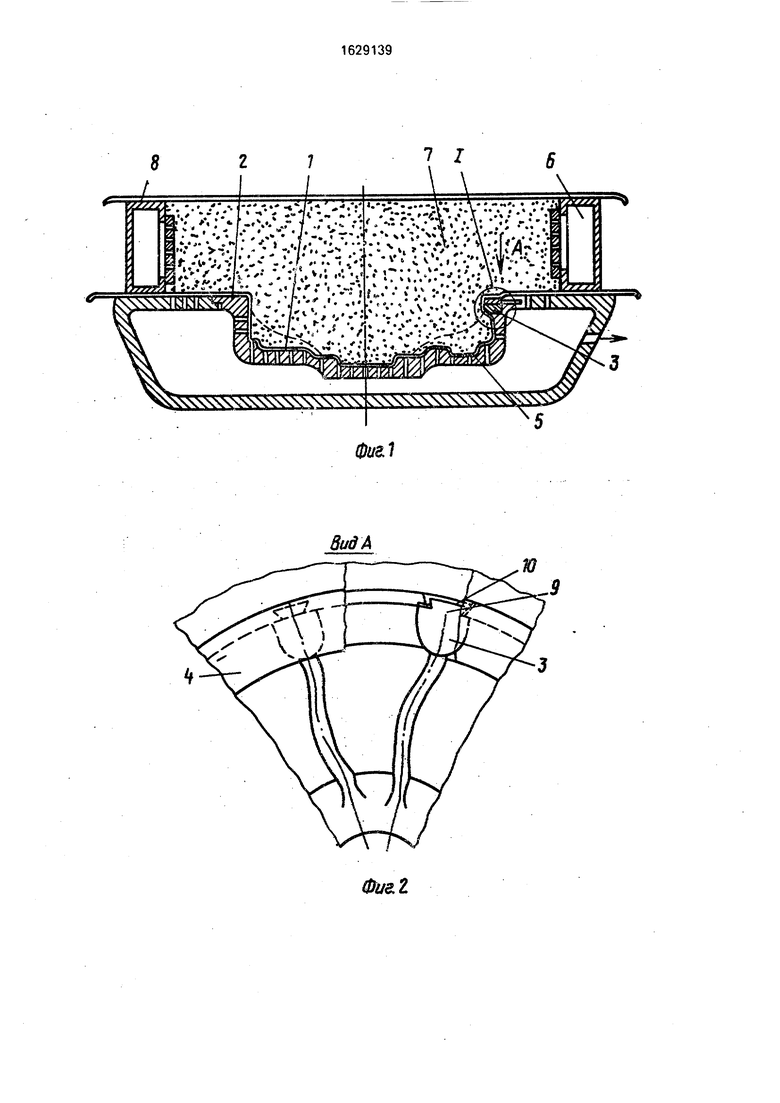
На фиг.1 изображены полуформа с модельной оснасткой, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З -узел I на фиг.1.
Литейная полуформа 1 (фиг.1) содержит модель 2 с отъёмными бобышками 3 и полукольцами 4, обтянутую синтетическую пленку 5, опоку 6, наполненную формовочным песком 7, и герметизированный контр- лад 8. Отъемные бобышки3 фиксируются на модели 2 с помощью замков 9 и имеют между собой зазоры 10 (фиг.2), а полукольца 4 устанавливаются на бобышки 3 и фиксируются между собой и по наружному диаметру модели 2 с утопанием д от ее плоскости. На рабочих вертикальных позерхностях бобышек 3 и полуколец 4 выполняются венты 11, сообщающиеся каналами 12 и 13 с вакууО
го ю
Сл)
ю
мом, а на посадочных поверхностях с моделью 2 выполняются отверстия 14 и 15 с поднутрениями (фиг.З).
Способ изготовления диска включает следующие операции,
Первая операция (фиг. 1) заключается в установке отъемных бобышек 3 на модель 2 сточным фиксированием их в конусный замок 9 с минимальным зазором 10 (фиг.2). Вторая операция (фиг.З) заключается в перекрытии зазоров 10 отъемными полукольцами 4 с фиксированием их между собой и по наружному диаметру модели 2. Третья операция (фиг.2) заключается в удалении от центра наружу по горизонтали из полуформы отъемных бобышек 3, а затем отъемных полуколец 4 с помощью приспособлений, вставляемых в отверстия 14 и 15.
Устройство для вакуумной формовки содержит по окружности модели 2 отъемные части фиксируемых бобышек 3 с замками 9, зазорами 10 и полукольцами 4 с утопанием и фиксированием по наружному диаметру, свободно перемещаемые по горизонтали наружу от центра при этом на рабочих поверхностях отъемных бобышек 3 и полуколец 4 выполнены венты 11, сообщающиеся каналами 12 и 13 с вакуумом. Устройство содержит также в бобышках 3 и полукольцах 4 со стороны посадочных поверхностей с моделью 2 отверстия 14 и 15 с поднутрениями для захвата приспособлениями при выемке отъемных бобышек и полуколец.
Пример. Размер вакуумных опок в свету мм, высота 250 мм. Обтяжка модели производится синтетической пленкой Севилен. Литой диск из стали марки 23ХГС2МФЛ весом 32 кгс имеет наружный диаметр 540 мм, высоту 140 мм с 12-ю криволинейными ребрами с поднутрениями. Нижний бурт диска (#540 х 480 мм и высотой 14 мм с 12-ю бобышками диаметром 30 мм и высотой 25 мм выполняется отъемными частями, а именно 12-ю бобышками, фиксируемыми в модели на ласточкином хвосте, и двумя полукольцами с утопанием на 0,5 - 0,8 мм от плоскости модели и фиксированием по наружному диаметру. Рабочие поверхности отъемных частей натираются карандашным графитом.
Использование предлагаемого устройства и способа для вакуумной формсичи позволяет отливать сложные по конфигурации стальные диски из легированных марок ста- ли без образования горячих трещин, так как отсутствие песчаных стержней позволяет максимально использовать преимущества податливой вакуумной формы.
Использование прогрессивной техно- логии получения отливок типа дисков с криволинейными ребрами и поднутрениями позволяет снизить себестоимость в 2,5 раза.
15
Формула изобретения
1.Устройство вакуумной формовки отливок типа дисков с криволинейными ребрами и поднутрениями, содержащее модель с отъемными частями, отличающ е е с я тем, что, с целью повышения качества литейной формы путем уменьшения разрывов синтетической пленки в зонах отъемных частей модели и облегчения удаления их из полуформы, отьмные части модели выполнены составными в виде бобышек и полуколец, имеющих на вертикальных рабочих поверхностях венты, соединенные с вакуумной системой, полукольца установлены на бобышках ниже
плоскости модели на толщину пленки, при этом на наружной поверхности модели и на отъемных частях выполнены фиксирующие элементы.
2.Способ вакуумной формовки отливок типа дисков с криволинейными ребрами и
поднутрениями, включающий установку отъемных частей на модель, обтяжку ее синтетической пленкой, заполнение опоки формовочным песком, уплотнение последнего,
герметизацию контрлада, вакуумирование полости опоки, удаление модели и сборку формы, отличающийся тем, что, с целью повышения качества литейной формы путем уменьшения разрывов синтетической пленки в зонах отъемных частей модели и облегчения удаления их из полуформы, при установке отъемных частей вначале фиксируют бобышки, на них устанавливают полукольца, а удаление отъемных
частей начинают с бобышек.
8
7 I
| название | год | авторы | номер документа |
|---|---|---|---|
| Оснастка для вакуумной формовки | 1979 |
|
SU850266A1 |
| Способ вакуумной формовки | 1990 |
|
SU1747232A1 |
| Оснастка для вакуумной формовки | 1979 |
|
SU793695A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1344502A1 |
| Способ вакуумной формовки | 1979 |
|
SU789203A1 |
| Способ вакуумной формовки и оснастка для его осуществления | 1982 |
|
SU1052312A1 |
| Оснастка для вакуумной формовки | 1981 |
|
SU975176A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДЕЛИ ДЛЯ ВАКУУМНОЙ ФОРМОВКИ | 1992 |
|
RU2048237C1 |
Изобретение относится к литейному производству, в частности к способу вакуум- но-пленочной формовки для производства отливок типа дисков с криволинейными ребрами и поднутрениями. Целью способа и устройства для его осуществления является повышение качества антенной формы путем уменьшения разрывов синтетической пленки в зонах отъемных частей модели v. облегчения удаления их из полуформы. Устройство содержит модель с отъемными частями, выполненными составными в виде фиксируемых бобышек и установленных на них с утопанием и фиксированием по наружному диаметру модели полуколец. При этом глубина утопания полуколец относительно плоскости модели равна толщине синтетической пленки. На аертикальных рабочих поверхностях отъемных бобышек и полуколец выполнены венты, сообщающиеся с системой вакуума. Способ вакуумной формовки включает подготовку вакуумиро- ванной модели, обтя; у ее синтетической пленкой, заполнение опеки сухим песком, уплотнение последнего, герметизацию контрлада, вакуумирова,чие полости опоки, удаление модели, выемку из полуформы отъемных частей модели (бсбышек), затем удаление полуколец, оформляющих бурт отливки типа диска с криволинейными ребрами И поднутрениями, и сборку формы. Использование прогрессивной технологии получения отливок типа дисков с криволинейными ребрами и поднутрениями позволяет снизить себестоимость в 2,5 раза. 2 с.п. ф-лы, 3 ил.
8 ид А
Фиг. 2
П
Фиг.З
| Устройство для выпрямления многофазного тока | 1923 |
|
SU50A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
