Изобретение относится к литейному производству, а именно к конструкциям опок, применяемых для изготовления вакуумных форм.
Цель изобретения - улучшение герметизации и уменьшение трудоемкости изготовления.
На фиг. 1 изображена конструкция опоки совместно с вакуумной камерой и модельной оснасткой; на фиг. 2 - стенка опоки с упругой пластиной, разрез.
пример 1. Опока (фиг. 1) состоит из полого корпуса 1, сообщаемого с вакуумной системой патрубком 2, фильтрующих элементов 3. На торцовых стенках корпуса 1 со стороны лада и контрлада винтами 4 закреплены жесткие стальные накладки 5 толщиной 8 мм, имеющие скос под углом 60°, образующих с торцовой стенкой корпуса 1 треугольные канавки 6, сообщающиеся с рабочей полостью опоки щелевыми отверстиями 7 по всему периметру корпуса. Накладки 5 опираются на щайбы 8 толщиной 0,3 мм. С каждой стороны корпуса 1 установлено по восемь накладок (по четыре прямых и четыре угловых) без зазора на стыках между ними. Опока установлена на модельную плиту 9 с моделью 10 и вакуумную камеру 11. Рабочая полость опоки заполнена формовочным песком 12 и герметизирована синтетическими пленками 13 и 14 со стороны лада и контрлада соответственно. По периметру мо- дельной плиты 9 имеется выступ 15 из резины, прижимающий концы пленки 13 к корпусу опоки.
ки к модельной плите 9 и торцовой стенкой к выступу 15. Рабочую полость опоки заполняют формовочным песком 12, патрубок 2 подключают к вакуумной системе и на контрлад опоки устанавливают пленку 14, прижимая ее к верхней торцовой стенке корпуса с помощью рамки (не показана). При этом через фильтрующие элементы 3 отсасывается воздух из порового пространства формовочного песка 12, щелевых отверстий 7 и канавок 6, где устанавливается разрежение. Под действием возникшего пе- репада давлений пленка 14 плотно прижимается к стенкам канавки 6 (со стороны контрлада). Затем, не прекращая вакууми- рования, снимают опоку с модельной .плиты 9. При подъеме опоки концы пленки 13 освобождаются и плотно прижимаются к стенкам канавки 6 (со стороны лада). Готовую полуформу отправляют на сборку.
Устройство работает следующим образом.
На модельную плиту 9 и модель 10 ук- ладывают синтетическую пленку 13, предварительно размягченную нагревом (фиг. 1). Затем на модельную плиту 9 устанавливают опоку, при этом пленка 13 прижимается накладками 5 со стороны лада опо-
Пример 2. Опока с упругими накладками имеет конструкцию, аналогичную описанной на фиг. 1, за исключением того, что накладки 5 выполнены из стальной полосы толщиной 2,5 мм, а расстояние между винтами 4 и щайбами 8 выбрано таким, что под действием перепада давлений накладка 5 упруго прогибается в сторону корпуса 1 опоки.
ку.
Устройство работает следующим образом. На модельную плиту 9 и модель 10 укладывают синтетическую пленку (фиг. 1). Затем на модельную плиту 9 устанавливают опоку, заполняют ее формовочным песком
12, подключают патрубок 2 к вакуумной системе и укладывают пленку 14. В объеме формовочного песка 12 создается разрежение, которое растет по мере отсасывания воздуха из порового пространства песка. При разрежении 5-15 кПа пленка 14 поднимается к стенкам канавки 6 (со стороны контрлада) и затягивается на щелевое отверстие 7, высота которого больше двойной толщины пленки 14, а при разрежении около 20 кПа прогиб накладок 5 увеличивается настолько, что накладки 5 защемляют участки пленки 14, расположенные посредине между шайбами 8. При этом накладки 5 со стороны лада не деформируются, так как пленка 13, расположенная под накладкой 5, плотно прижата к модельной плите 9. Затем, не прекращая вакуумирования, снимают опоку с модельной плиты 9, освобожденные края пленки 14 прижимаются к стенкам канавки 6 и частично затягиваются в щелевое отверстие 7 (со стороны лада), герметизируя его. Разрежение в щелевом отверстии 7 возрастает и за счет прогиба накладки 5 со стороны лада защемляется пленка 13.
Готовую полуформу направляют на сборку.
Использование предлагаемой опоки позволяет за счет прижима пленки и устранения непосредственного натекания воздуха в полость корпуса опоки повысить надежность герметизации и соответственно уменьшить энергозатраты на вакуумирование форм на 20-30% и предотвратить случайные срывы пленки с опоки.
Формула изобретения
1. Опока для вакуумной формовки, содержащая корпус, фильтрующие элементы для вакуумирования рабочей полости опоки, канавку для удержания пленки и вентиляционные каналы для вакуумирования канавки, отличающаяся тем, что, с целью улучшения герметизации и снижения трудоемкости изготовления, она снабжена накладками, образующими с торцовой поверхностью корпуса щелевые вентиляционные каналы, а канавка сообщена вентиляционными каналами с рабочей полостью опоки по ее периметру.
2. Опока по п. 1, отличающаяся тем, что накладки выполнены в виде отдельных упругодеформируемых брусьев, прогиб которых превышает высоту канавки, и расположены под пленкой.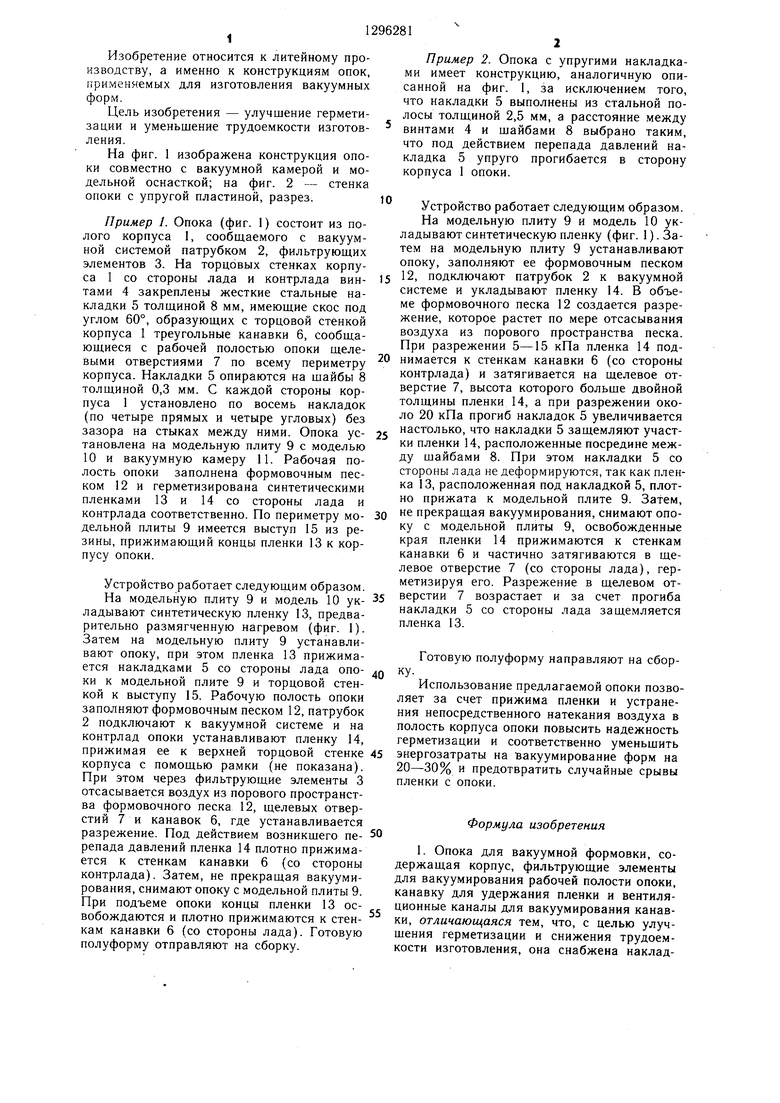
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1310096A1 |
| Опока для вакуумной формовки | 1983 |
|
SU1125090A1 |
| Опока для изготовления литейной формы вакуумной формовкой | 1977 |
|
SU869938A1 |
| Опока для вакуумной формовки | 1986 |
|
SU1355352A1 |
| Способ вакуумно-пленочной формовки в трех и более опоках | 1990 |
|
SU1792790A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для испытания формовочных материалов | 1986 |
|
SU1426692A1 |
| Способ изготовления литейной формы вакуумной формовкой | 1984 |
|
SU1186358A1 |
| Опока для вакуумной формовки | 1987 |
|
SU1423264A1 |
| Устройство для прижима деформируемыхэКРАНОВ K МОдЕльНыМ плиТАМ и ОпОКАМ | 1979 |
|
SU797837A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
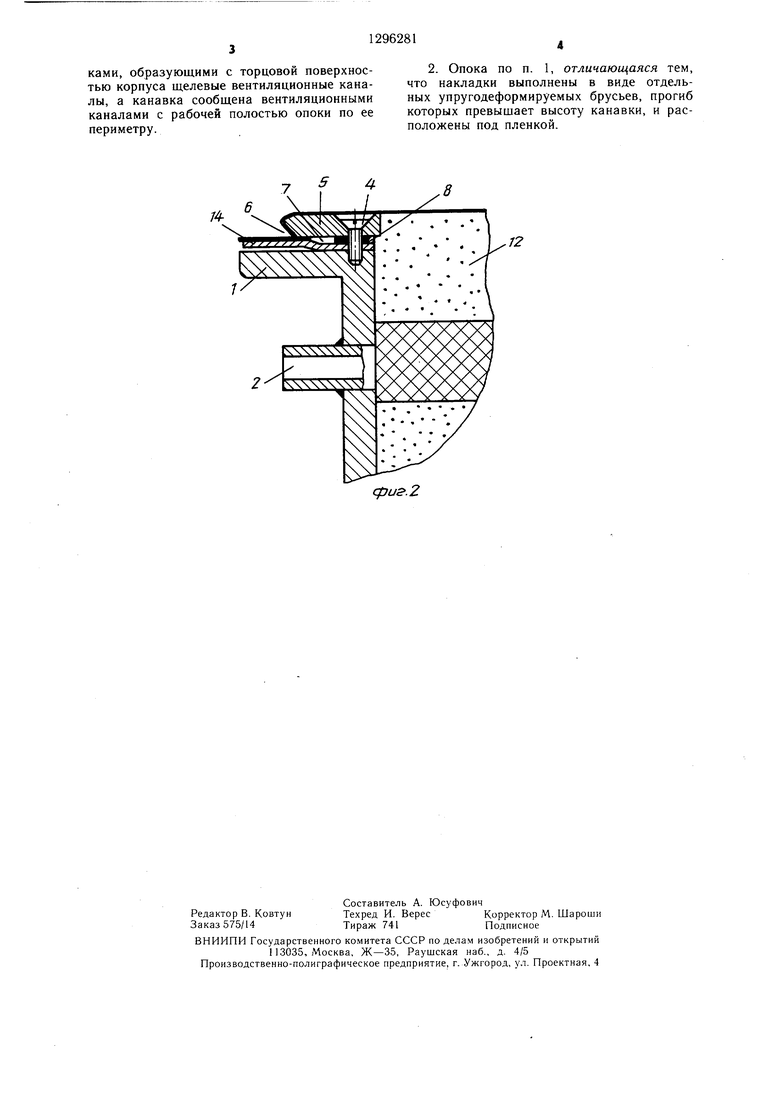
Изобретение относится к литейному производству. Предложена опока для вакуумной формовки. Цель изобретения - улучшение герметизации и уменьшение трудоемкости изготовления. Опока снабжена упругими накладками, образующими с торцовой поверхностью корпуса треугольные канавки, сообщающиеся с рабочей полостью опоки щелевыми отверстиями по всему периметру корпуса. При накладывании пленки на контр- лад пленка прижимается к стенкам канавки 6 и затягивается в щелевое отверстие 7, при дальнейшем увеличении разрежения на- кладкк 5 защемляют участки пленки 14, расположенные между шайбами 8. 1 з.п. ф-лы 2 ил. (Л 74 ND СО 05 to 00 cpus.l
фи.2
| Устройство для прижима деформируемыхэКРАНОВ K МОдЕльНыМ плиТАМ и ОпОКАМ | 1979 |
|
SU797837A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Опока для вакуумной формовки | 1981 |
|
SU969427A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
