Известны устройства для подачи и транспортиртовки изделий при их нагреве в печах, включающие в себя транспортеры для перемещения и механизмы для подачи изделий, представляющие собой систему толкателей и кареток.
С целью упрощения и повыщения надежности конструкции, предлагаемое устройство снабжено смонтированным в нижней части промежуточного желоба механизмом пощтучной ориентированной подачи, состоящим из трех последовательно расположенных электромагнитных катушек, и смонтированным в верхней части желоба механизмом сброса излишних деталей, который представляет собой два двуплечих рычага, соединенных канатом и включаемых от разъединительной планки, укрепленной на ленте транспортера подачи. Цепной транспортер перемещения изделий выполнен с наружными звеньями, снабженными шлицевыми отверстиями, и внутренними звеньями, снабженными цилиндрическими отверстиями. К пальцам, соединяющим звенья и имеющим соответственно цилиндрическую и шлицевую поверхности, прикреплены коробкообразные детали с цилиндрическими отверстиями, соответствующими обрабатываемым изделиям.
перечное сечение начала направляющего желоба; на фиг. 3 - часть цепи транспортера, вид сверху; на фиг. 4 - поперечное сечение проходной цечи.
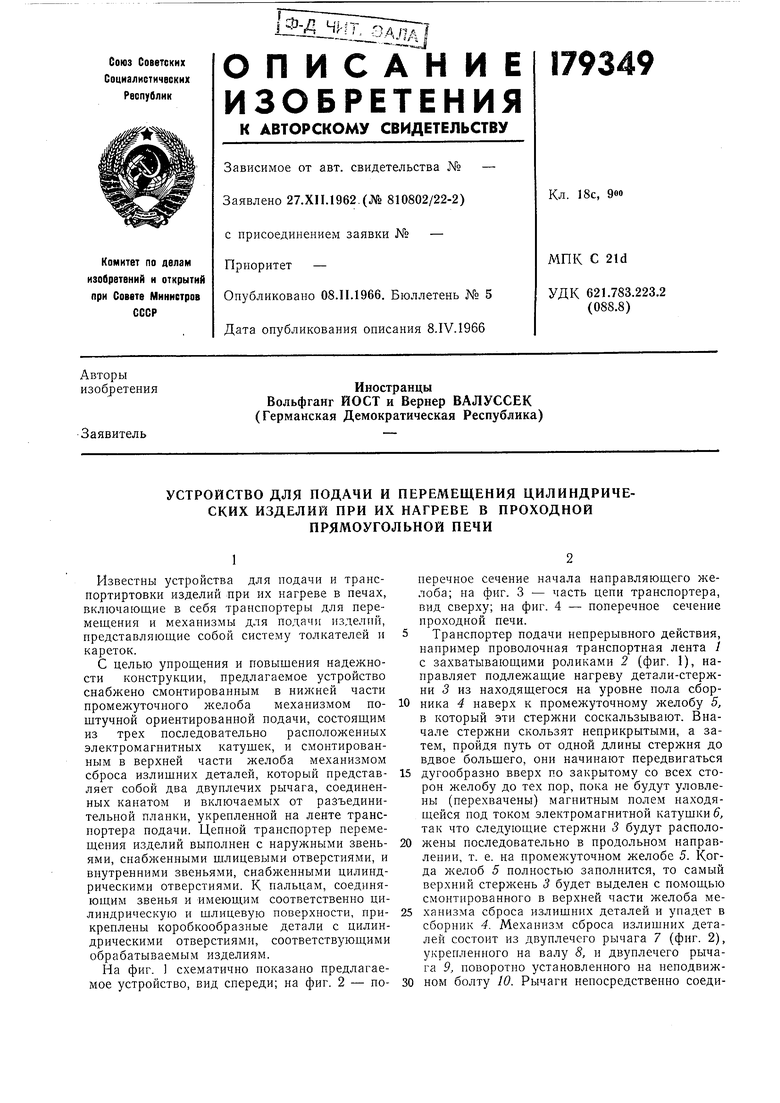
Транспортер подачи непрерывного действия, например проволочная транспортная лента / с захватывающими роликами 2 (фиг. I), направляет подлежащие нагреву детали-стержни 3 из находящегося на уровне пола сборника 4 наверх к промежуточному желобу 5, в который эти стержни соскальзывают. Вначале стержни скользят неприкрытыми, а затем, пройдя путь от одной длины стержня до вдвое больщего, они начинают передвигаться
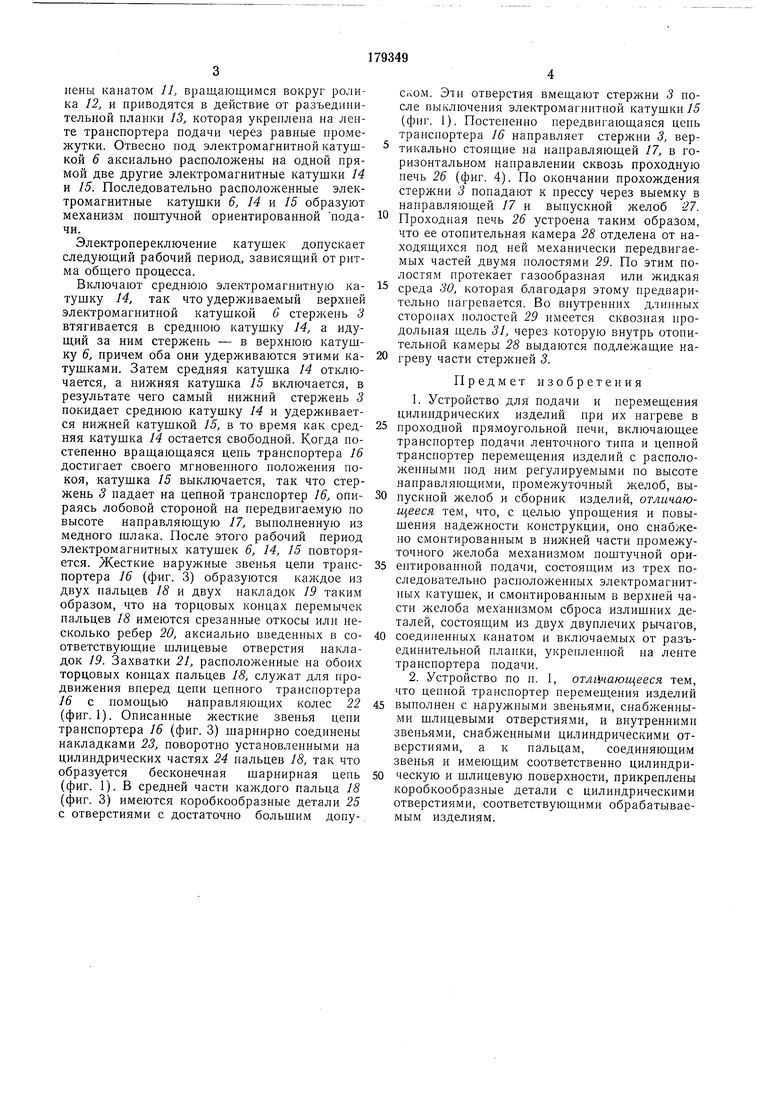
дугообразно вверх по закрытому со всех сторон желобу до тех пор, пока не будут уловлены (перехвачены) магнитным полем находящейся под током электромагнитной катущки 6, так что следующие стержни 3 будут расположены последовательно в продольном направлении, т. е. на промежуточном желобе 5. Когда желоб 5 полностью заполнится, то самый верхний стержень 3 будет выделен с помощью смонтированного в верхней части л елоба механизма сброса излишних деталей и упадет в сборник 4. Механизм сброса излишних деталей состоит из двуплечего рычага 7 (фиг. 2), укрепленного на валу 8, и двуплечего рычага Я поворотно установленного на неподвижнены канатом 11, вращающимся вокруг ролика 12, и приводятся в действие от разъедииительной плаики 13, которая укреплена па ленте транспортера подачи через равные промежутки. Отвесно под электромагнитной катушкой 6 аксиально расположены на одной прямой две другие электромагнитные катущки 14 и 15. Последовательно расположенные электромагнитные катушки 6, 14 и 15 образуют механизм поштучной ориентированной подачи.
Электропереключение катушек допускает следующий рабочий период, зависящий от ритма общего процесса.
Включают среднюю электромагнитную катушку 14, так что удерживаемый верхней электромагнитной катушкой 6 стержень 3 втягивается в среднюю катушку 14, а идущий за ним стержень - в верхнюю катушку 6, причем оба они удерживаются этими катушками. Затем средняя катущка 14 отключается, а нижняя катушка 15 включается, в результате чего самый нижний стержень 3 покидает среднюю катушку 14 и удерживается нижней катушкой 15, в то время как средняя катушка 14 остается свободной. Когда постепенно вращающаяся цепь транспортера 16 достигает своего мгновенного положения покоя, катущка 15 выключается, так что стержень 3 падает на цепной транспортер 16, опираясь лобовой стороной па передвигаемую по высоте направляющую 17, выполненную из медного шлака. После этого рабочий период электромагнитных катушек 6, 14, 15 повторяется. Жесткие наружные звепья цепи транспортера 16 (фиг. 3) образуются каждое из двух пальцев 18 и двух накладок 19 таким образом, что на торцовых концах перемычек пальцев 18 имеются срезанные откосы или несколько ребер 20, аксиально введенных в соответствующие шлицевые отверстия накладок 19. Захватки 21, расположенные на обоих торцовых концах пальцев 18, служат для продвижения вперед цепи цепного транспортера 16 с помощью направляюп их колес 22 (фиг. 1). Описанные жесткие звенья цепи транспортера }6 (фиг. 3) щарнирно соединены накладками 23, поворотпо установленными на цилиндрических частях 24 пальцев 18, так что образуется бесконечная шарнирная цепь (фиг. 1). В средней части каждого пальца J8 (фиг. 3) имеются коробкообразные детали 25 с отверстиями с достаточно большим допуском. Эти отверстия вмещают стержни 3 после выключения электромагнитной катущки/5 (фиг. 1). Постепенно передвигающаяся цепь транспортера J6 направляет стержпи 3, вертикальпо стоящие на направляющей 17, в горизонтальном направлении сквозь проходную печь 26 (фиг. 4). По окончании прохождения стержни 3 попадают к прессу через выемку в направляющей 17 и выпускной желоб 27.
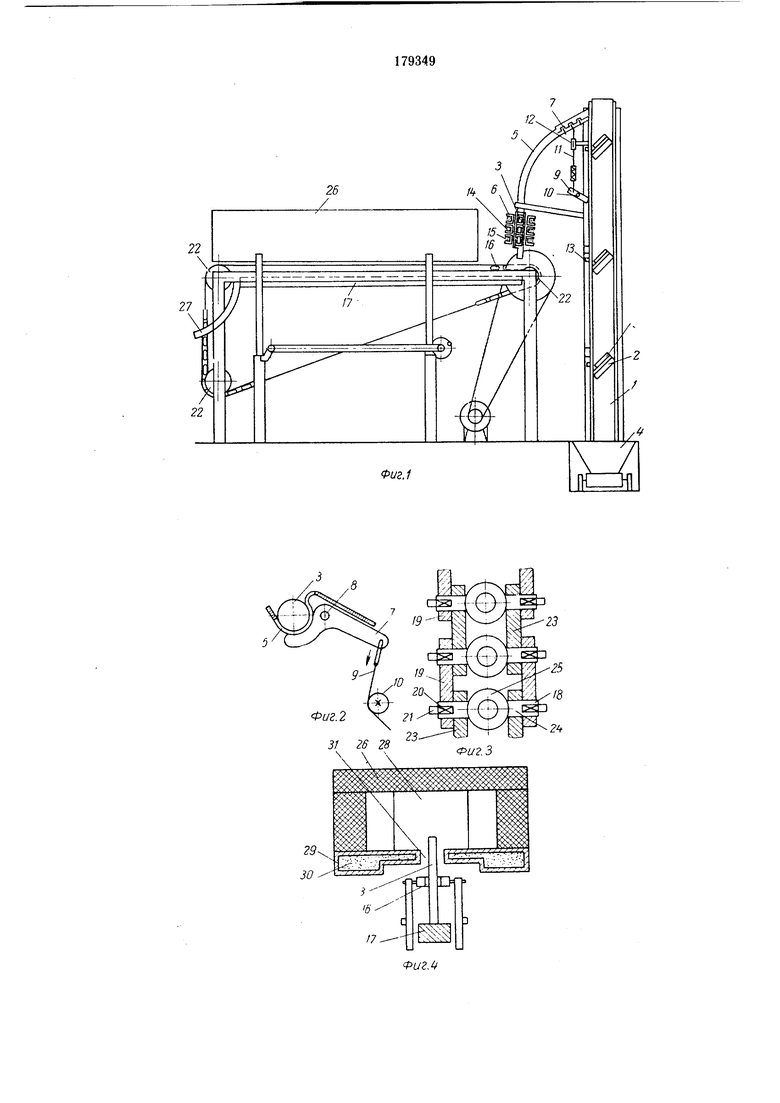
Проходная печь 26 устроена таким образом, что ее отопительная камера 28 отделена от находящихся под ней механически передвигаемых частей двумя полостями 29. По этим полостям протекает газообразная или жидкая
среда 30, которая благодаря этому предварительно нагревается. Во внутренних длипных сторонах полостей 29 имеется сквозная продольпая щель 31, через которую внутрь отопительной камеры 28 выдаются подлежащие нагреву части стержней 3.
Предмет изобретения
1.Устройство для подачи и перемещения цилиндрических изделий при их нагреве в
проходной прямоугольной печи, включающее транспортер подачи ленточного типа и цепной транспортер перемещения изделий с расположенными под ним регулируемыми по высоте направляющими, промежуточный желоб, выпускной желоб и сборник изделий, отличающееся тем, что, с целью упрощения и повыщепия надежности конструкции, оно снабжено смонтированным в нижней части промежуточного желоба механизмом поштучной ориептированной подачи, состоящим из трех последовательно расположенных электромагнитных катушек, и смонтированным в верхней части желоба механизмом сброса излищпих деталей, состоящим из двух двуплечих рычагов,
соединенных капатом и включаемых от разъединительной плапки, укрепленной на ленте транспортера подачи.
2.Устройство по п. 1, отличающееся тем, что цепной транспортер перемещения изделий
выполнен с наружными звеньями, снабженными щлицевыми отверстиями, и внутренними звеньями, снабженными цилиндрическими отверстиями, а к пальцам, соединяющим звенья и имеющим соответственно цилипдрическую и щлицевую поверхности, прикреплены коробкообразные детали с цилиндрическими отверстиями, соответствующими обрабатываемым изделиям.
22
Фиг.1