Изобретение относится к механо-сбо- рочному производству и может быть использовано при сборке звеньев цепи кабелеукладчика для угольных комбайнов,
Цель изобретения - повышение качества сборки звеньев Г-образной формы.
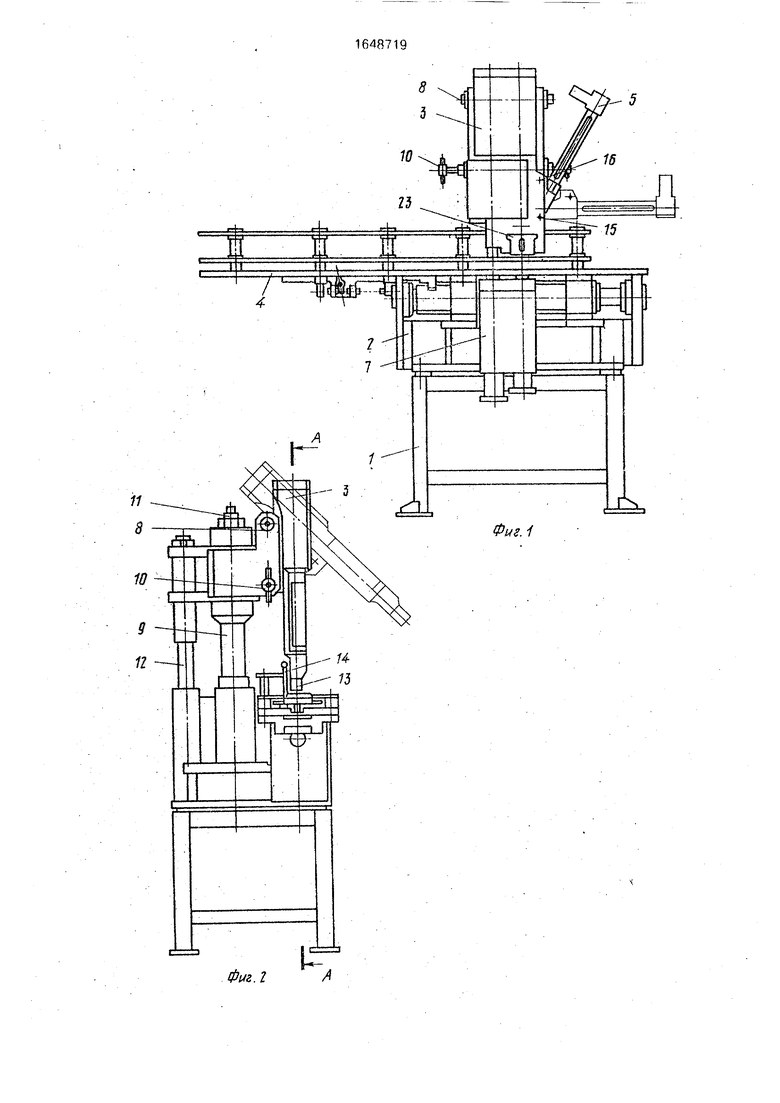
На фиг.1 показан полуавтомат, общий вид; на фиг.2 - то же, вид сбоку; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.З; на фиг. 5 - сечение В-В на фиг.З; на фиг.6-15 - последовательность операций сборки звеньев цепи, выполняемых полуавтоматом.
Полуавтомат для сборки звеньев цепи содержит сварную подставку 1, основание 2 и корпус 3. Между основанием 2 и корпусом 3 расположен транспортер 4. К корпусу 3 прикреплен откидной механизм 5 подачи пальцев 6. В основании 2 расположена каретка 7. Корпус 3 закреплен на оси 8 раздвижной стойки 9 и фиксируется фиксаторами 10. Стойка 9 снабжена винтом 11 для регулирования положения корпуса по высоте и шпилькой 12, предохраняющей корпус 3 от проворота. Внизу корпус имеет консольную выступающую плоскую часть 13, толщина которой меньше ширины открытого паза Г-образного звена 14 собираемой цепи по отверстиям с внутренней стороны звеньев 14.
Механизм 5 подачи пальцев установлен на оси 15, фиксируется фиксатором 16 и снабжен отсекателем 17.
В корпусе 3 расположены центрирующий стержень 18 с двойным конусом 19 на конце и толкатель 20. Толкатель 20 расположен в направляющих, которые выполнены в виде подпружиненных откидных Г-образ- ных рычагов 21, шарнирно закрепленных на осях 22 в Т-образном элементе 23, установленном в Т-образном пазу 24 корпуса 3. Элемент 23 выполнен выдвижным и фиксируется выдвижными штырями 25 и 26.
Для вертикального перемещения центрирующего стержня 18 служит гидроцилиндр 27, а толкателя 20 - гидроцилиндр 28. В каретке 7 расположены дополнительный центрирующий стержень 29 и формообразующий инструмент 30 для расклепки. Каретка 7 связана с ползуном 31 и двуплечим рычагом 32, контактирующим одним плечом с жесткими упорами 33 и 34, а другим плечом - с транспортером 4. Для вертикального перемещения штырей 29 и 30 служат гидроцилиндры 35 и 36. Для возвратно-поступательного перемещения каретки 7 установлены два штока 37, один конец которых закреплен на основании 2, а другой конец входит в камеры 38 в каретке, в которые подается масло. Штоки 37 снабжены
демпферами 39. Для связи ползуна 31 с кареткой 7 на ползуне выполнен выступ 40, входящий в соответствующий паз каретки 7. Транспортер 4 состоит из двух планок
41с пазом 42, в котором расположено одно из плеч двухплечего рычага 32.
Для подачи звеньев 14 в планках 41 на осях 43 установлены гребни 44, один конец которых отведен в сторону пружинами 45
0 Гребни 44 служат для подачи звеньев 14 на сборку, а при возврате транспортера 4 звенья удерживаются пружинными пластинками 46.
Механизм коррекции работает следую5 щим образом. Коррекция хода осуществляется путем ввертывания или вывертывания жестких упоров 33 и 34, которые контактируют с Двухплечим рычагом 32, связанным с кареткой 7, ползуном 31 и транспортером 4.
0 При ввертывании упоров 33 и 34 контакт с плечом рычага 32 происходит позже и изменение хода транспортера уменьшается, а при вывертывании упоров 33 и 34 контакт наступает раньше и изменение хода транс5 портера увеличивается.
Полуавтомат для сборки звеньев цепи кабелеукладчика работает следующим образом. Звенья 14 цепи в количестве 10 штук, предварительно сориентированные, уста0 навливаются на транспортер 4 между гребнями 43 и подаются на сборку. Пальцы 6 загружаются в механизм 5 подачи
Звенья 14 цепи после каждого перемещения транспортера 4 последовательно
5 подаются отверстиями под центрирующий стержень 18(фиг.6). При пуске полуавтомата в работу срабатывает гидроцилиндр 27 центрирующего стержня 18, который, перемещаясь вниз, последовательно производит
0 поиск общей оси отверстий двух смежных собираемых звеньев 14, восстанавливает общую ось и фиксирует ее
Фиксирующий стержень 18 входит конусным концом 19 в просвет между отвер5 стиями, приближая их к соосному расположению. Когда зазор между отверстиями звеньев цепи и конусной частью стержня 18 становится незначительным, входит вторая конусная часть с меньшим
0 углом в отверстия между звеньями, разгружая звенья от осевой нагрузки стержнем 18 и увеличивая радиальную нагрузку на отверстия звеньев цепи Таким образом, звенья. не имея устойчивой опоры, сохраняют свое
5 положение и стержень 18 свободно входит в отверстия, не перекашивая их, до упора в дополнительный центрирующий стержень 29 (фиг,7).
В нижнем положении центрирующий стержень 18 дает команду на включение
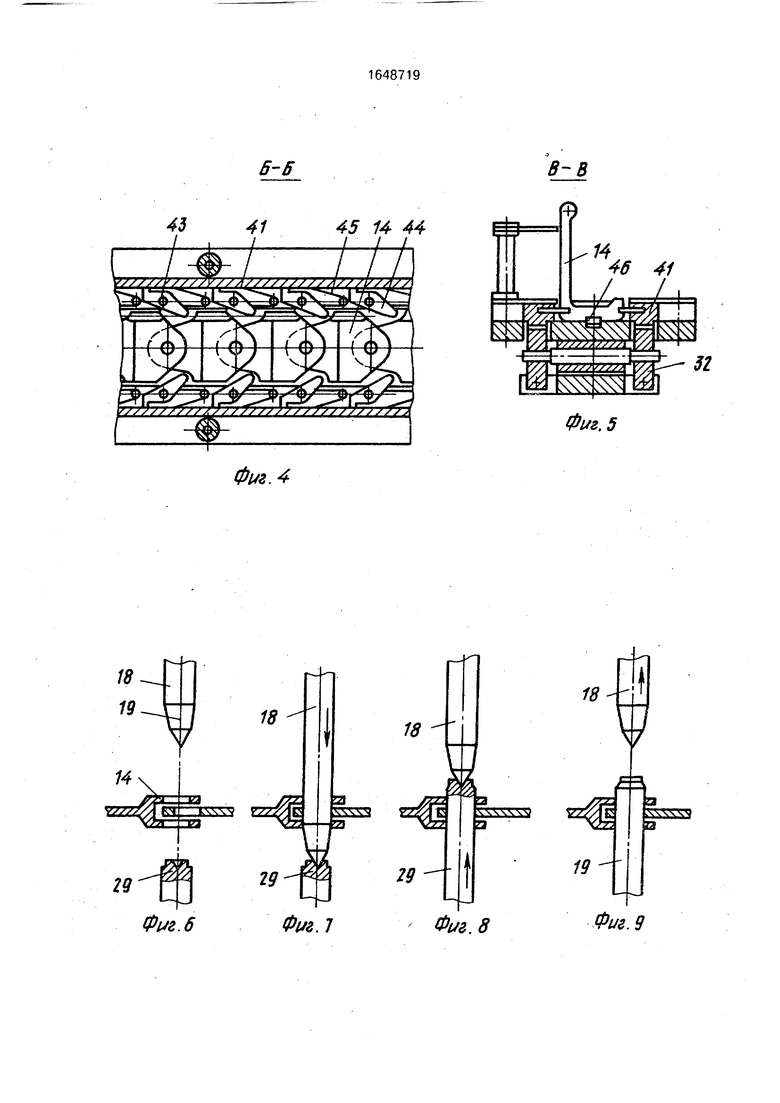
гидроцилиндра 35 стержня 29, который, находясь на одной оси с центрирующим стержнем 18, при своем подъеме выталкивает последний из отверстий звеньев 14 цепи, занимает его место, окончательно фиксируя отверстия двух собираемых звеньев 14 по осям (фиг,8). После ввода стержня 29 в отверстия звеньев центрирующий стержень 18 возвращается в исходное положение (фиг.9).
В верхнем конечном положении стержень 29 дает команду на включение транспортера 4 и каретки 7. которые перемещают звенья на шаг вправо (фиг.Ю).
В конечном положении транспортер 4 дает команду на включение и движение вниз толкателя 20, под которым расположен палец 6, поступивший из механизма 5 подачи и зафиксированный направляющими рычагами 21. Таким образом, стержень 29 подводится под расположенный над ним по одной оси толкатель 20, который перемещается вниз, проталкивает палец 6 через отверстия звеньев, выталкивая стержень 29, который возвращается в исходное положение (фиг. 12).
После этого каретка 7. получив команду от стержня 29, возвращается в исходное положение влево вместе со стержнем 29, при этом стержень 30 соосно устанавливается против пальца 6 для его расклепки (фиг, 13). Придя в крайнее левое положение, каретка 7 дает команду на выдвижение формообразующего стержня 30, который расклепывает хвостовик пальца 6.
После выдержки, которая с помощью реле времени может регулироваться в пределах 0-5 с, формообразующий стержень 30 возвращается вниз, а толкатель 20 - вверх. На этом цикл заканчивается.
Предлагаемый автомат для сборки звеньев цепи кабелеукладчика работает в полуавтоматическом режиме.
Использование полуавтомата обеспечивает возможность автоматической сборки звеньев цепи при отсутствии в них надежных технологических баз, которые можно было бы использовать для фиксации и крепления.
Конструкция полуавтомата позволяет сцентрировать общую ось отверстий звеньев цепи, которая постоянно находится под контролем то одного, то другого стержня, а также обоих сразу в момент передачи ее от одного стержня к другому. 5
Формула изобретения 1. Полуавтомат для сборки звеньев цепи кабелеукладчика, содержащий смонтиро- 0 ванные на основании транспортер с гребнями для взаимодействия со звеньями цепи, механизм шаговой подачи, механизм центрирования звеньев цепи с центрирующим стержнем, механизм подачи и механизм за5 прессовки пальцев, выполненный в виде корпуса с толкателем и направляющими, отличающийся тем. что, с целью повышения качества сборки звеньев Г- образной формы, он снабжен связанной
0 с транспортером кареткой с размещен- ными в ней формообразующим инструментом для расклепки пальцев, выполненным в виде стержня с приводом его возвратно-поступательного лереме5 щения, механизмом коррекции величины шаговой подачи, выполненным в виде двуплечего рычага и упоров, причем одно плечо установлено в контакте с транспортером, а другое - в контакте с упора0 ми, и дополнительным центрирующим стержнем с приводом его перемещения, при этом в корпусе механизма запрессовки выполнен Т-образный паз, направляющие механизма запрессовки выполнены в виде
5 смонтированного в упомянутом пазе Т-образного элемента с шарнирно закрепленными подпружиненными Г-образными рычагами, а центрирующий стерже нь и толкатель с приводами установлены соосно с
0 дополнительным центрирующим стержнем и формообразующим инструментом соответственно, дополнительный центрирующий стержень установлен с возможностью попеременного контакта с центрирующим
5 стержнем и толкателем, а гребни подпружинены.
2. Полуавтомат поп.1,отличающий- с я тем, что, с целью улучшения эксплуатационных характеристик, механизм подачи и ме0 ханизм запрессовки пальцев выполнены откидными.
8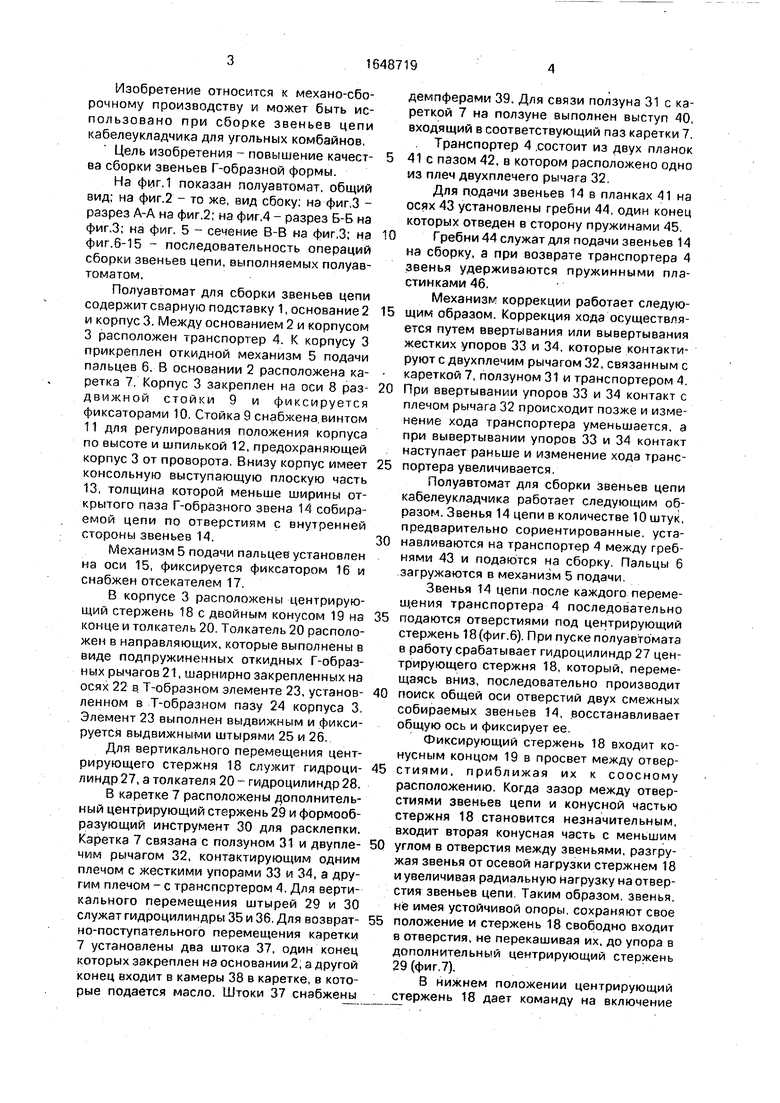

| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки звеньев гусеницы | 1980 |
|
SU927479A1 |
| Установка для сборки звеньев гусениц | 1990 |
|
SU1729679A1 |
| Полуавтомат для сборки звеньев гусениц | 1980 |
|
SU937127A1 |
| Полуавтомат для сборки звеньев гусениц | 1980 |
|
SU954194A2 |
| Полуавтомат для сборки звеньев гусениц | 1976 |
|
SU653019A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ЦЕПИ | 2003 |
|
RU2257991C2 |
| Полуавтомат для сборки звеньевгуСЕНиц | 1979 |
|
SU804177A2 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ГУСЕНИЦ | 1968 |
|
SU220022A1 |
| ПОЛУАВТОМАТ ДЛЯ СБОРКИ ЗВЕНЬЕВ ГУСЕНИЦ | 1971 |
|
SU306938A1 |
| Устройство для сборки резервуаров | 1981 |
|
SU967767A1 |
Изобретение относится к механосборочному производству и может быть использовано при сборке звеньев цепи кабелеукладчика. Цель изобретения - повышение качества сборки звеньев Г-образной / Л 7 29 /2 35 т 36 Фиг 3 формы. ПолуаЕпогиат содержит транспортер 4, основной центрирующий стержень (ЦС), дополнительный ЦС, механизм подачи пальцев (П) 6, механизм запрессовки, включающий толкатель 20, формообразующий инструмент 30, направляющие П 6, а также механизм коррекции величины шаговой подачи. Звеньея 14 цепи устанавливаются на транспортер 4, предварительно центрируются основным ЦС, а затем дополнительным ЦС и подаются на сборку. П 6 также подаются на позицию сборки. После этого толкателем 20 производится запрессовка П 6 в отверстия звеньев 14 с одновременным выталкиванием дополнительного ЦС в его исходное положение. Указанные узлы возвращаются на исходные позиции, после чего производится расклепка П 6 инструментом 30. 1 з.п. ф-лы, 15 ил сл с Os -N 00 VI ™-k о V п vo 30 38 39
л -. II J
I U..
Фм. г А
5-Б
45 14 44
L/
Фм.4
19
Фм.б
ФмЛ
В-В
Фиг. 5
18
18
7
II
lV4.V4N.f
за
29
19
Фиг. 8
Фиг. 9
18
29
Фиг. 10
W
W
Я
У,
//
.4V4.W 3
Z0
29
0W //
Фм. 12
30
| Полуавтомат для сборки звеньев гусеницы | 1980 |
|
SU927479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
