верстий, например, конического 4, а также формирование конструктивных углублений 5 и рельефов в зоне отверстий. В том же штампе пуансоном 6, закрепленным на верхней плите 7, в матрицу 8, установленную на нижней плите 9, осуществляют формирование на внутренней части стенок 10 диска на участках I, II и III (фиг. 1) макрорельефа в виде продольных ребер 11, параллельных образующей стенок. Ребра 11 имеют переменную высоту, увеличивающуюся к открытому торцу полой детали 1.
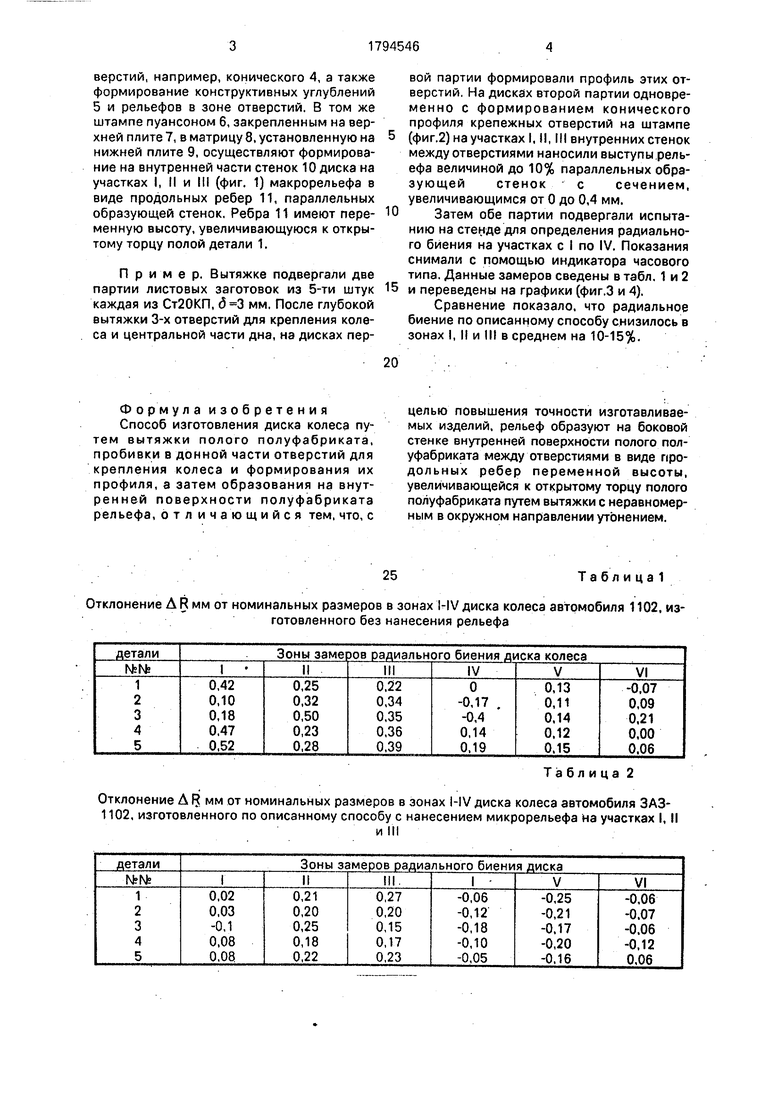
Пример. Вытяжке подвергали две партии листовых заготовок из 5-ти штук каждая из Ст20КП, мм. После глубокой вытяжки 3-х отверстий для крепления колеса и центральной части дна, на дисках первой партии формировали профиль этих отверстий. На дисках второй партии одновре- менно с формированием конического профиля крепежных отверстий на штампе
(фиг.2) на участках I, II, III внутренних стенок между отверстиями наносили выступы.рель- ефа величиной до 10% параллельных образующей стенок с сечением, увеличивающимся от 0 до 0,4 мм.
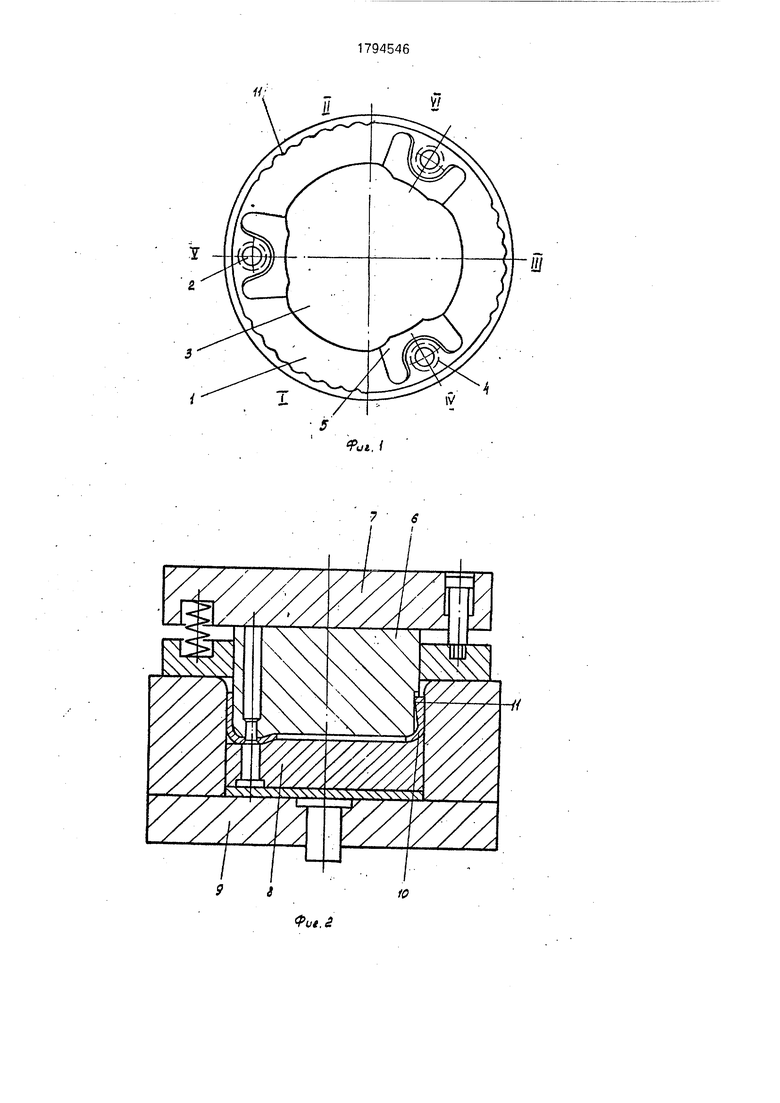
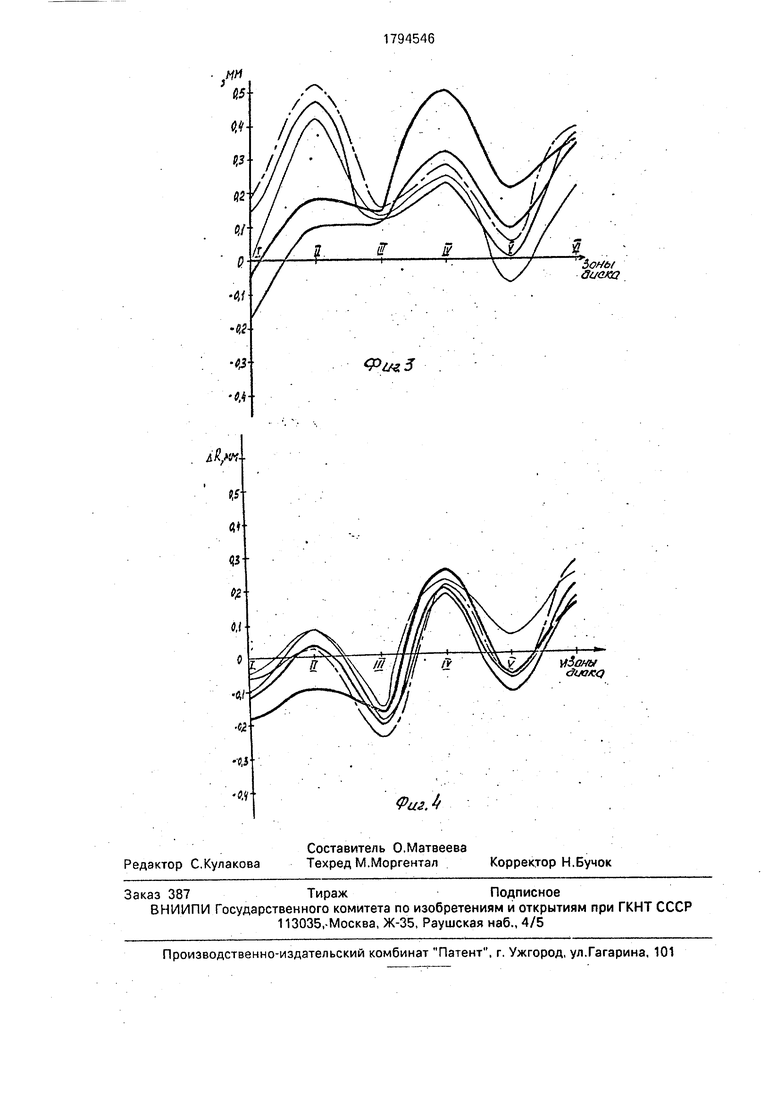
Затем обе партии подвергали испытанию на стенде для определения радиального биения на участках с I по IV. Показания снимали с помощью индикатора часового типа. Данные замеров сведены в табл. 1 и 2
и переведены на графики (фиг.З и 4).
Сравнение показало, что радиальное биение по описанному способу снизилось в зонах I, II и III в среднем на 10-15%.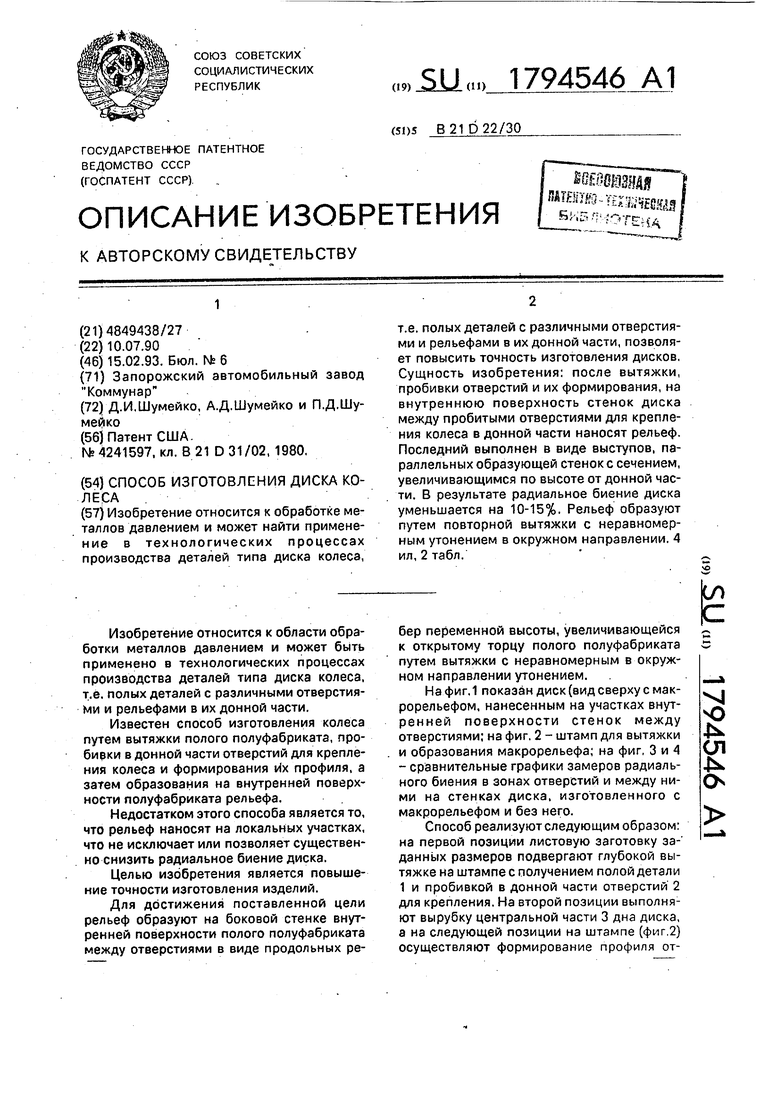
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления диска колеса транспортного средства | 1991 |
|
SU1819172A3 |
| Способ изготовления изогнутых деталей таврового сечения | 1990 |
|
SU1782693A1 |
| Пресс для вытяжки | 1991 |
|
SU1810176A1 |
| Способ изготовления деталей | 1990 |
|
SU1770002A1 |
| Способ обработки поверхности листа | 1990 |
|
SU1719189A1 |
| Способ обработки поверхности листа | 1991 |
|
SU1821341A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для пробивки соосных отверстий в стенках полых деталей и П-образных профилей | 1986 |
|
SU1360855A1 |
| Штамп для пробивки отверстий | 1988 |
|
SU1682013A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАКАНОВ С ФЛАНЦАМИ | 1998 |
|
RU2135320C1 |
Ф о р м ула изобретения Способ изготовления диска колеса путем вытяжки полого полуфабриката, пробивки в донной части отверстий для крепления колеса и формирования их профиля, а затем образования на внутренней поверхности полуфабриката рельефа, отл ичающийся тем, что, с
Отклонение A R мм от номинальных размеров в зонах I-IV диска колеса автомобиля 1102, изготовленного без нанесения рельефа
Таблица 2
Отклонение Д г мм от номинальных размеров в зонах I-IV диска колеса автомобиля ЗАЗ- 1102, изготовленного по описанному способу с нанесением микрорельефа на участках I, II
и III
целью повышения точности изготавливаемых изделий, рельеф образуют на боковой стенке внутренней поверхности полого полуфабриката между отверстиями в виде продольных ребер переменной высоты, увеличивающейся к открытому торцу полого полуфабриката путем вытяжки с неравномерным в окружном направлении утонением.
25
Таблица
9t79l 6il
