Изобретение относится к обработке металлов давлением, в частности к холодной листовой штамповке, и может быть использовано для штамповки крупногабаритных и среднегабаритных деталей, например, облицовочных деталей кузовов автомобилей, изготавливаемых вытяжкой.
Целью изобретения является повышение точности и качества крупногабаритных деталей.
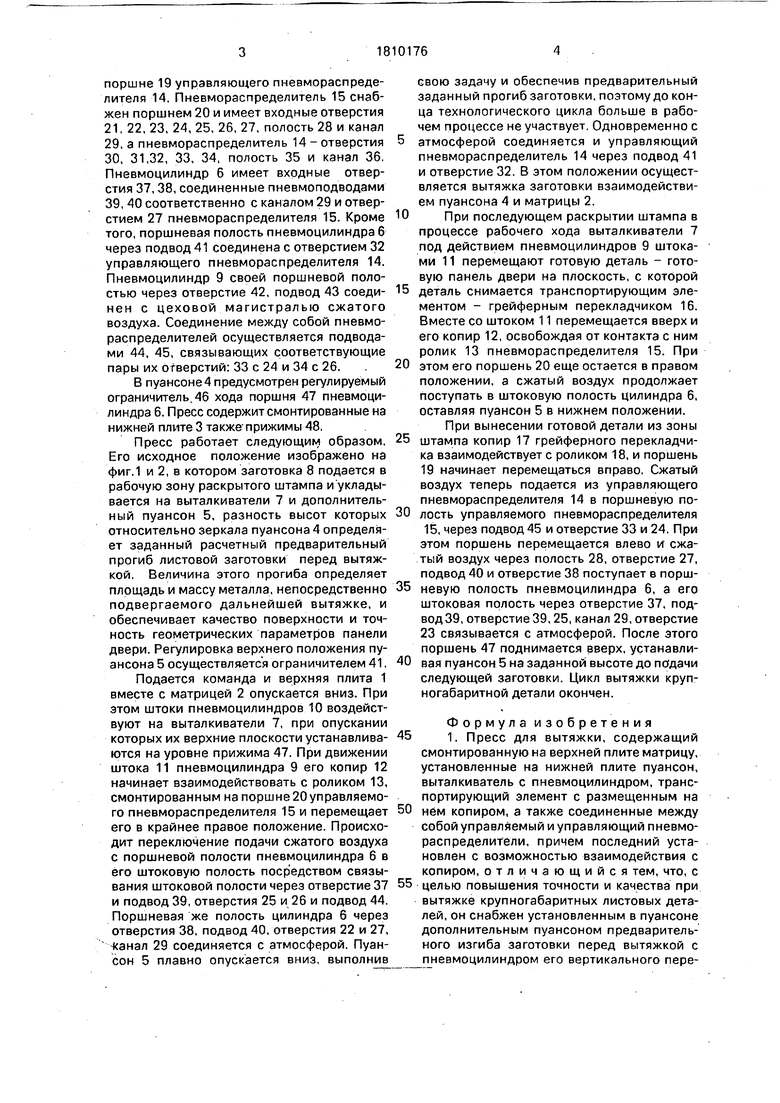
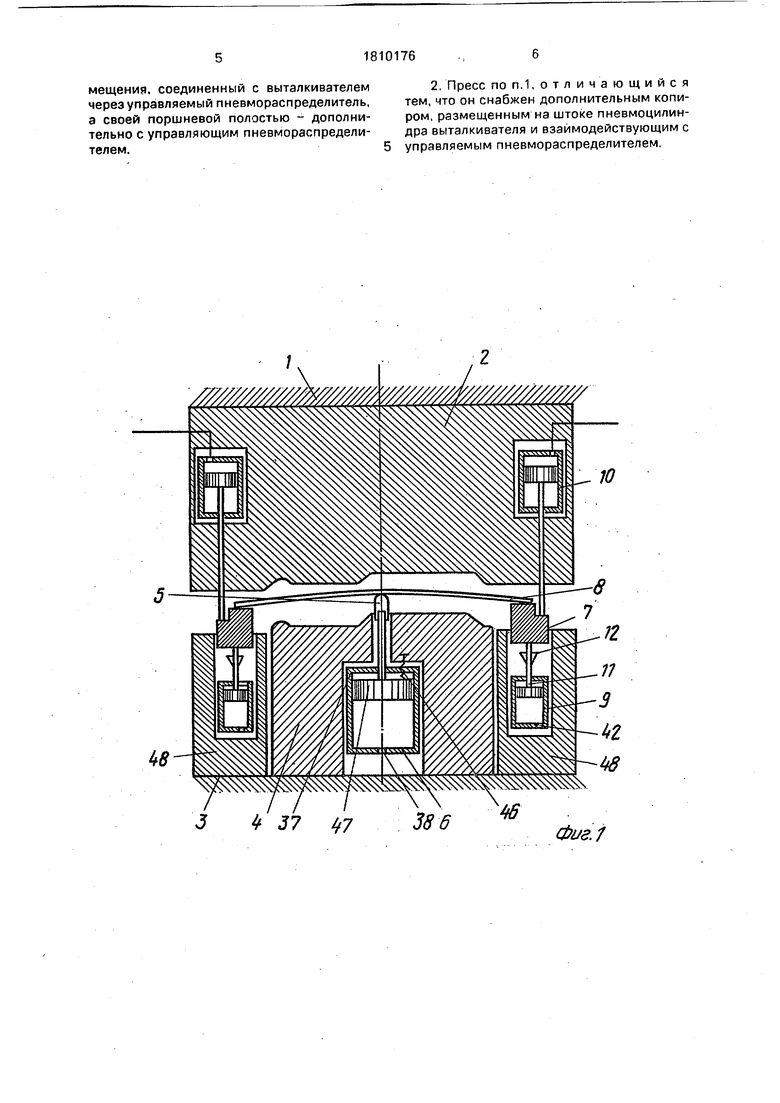
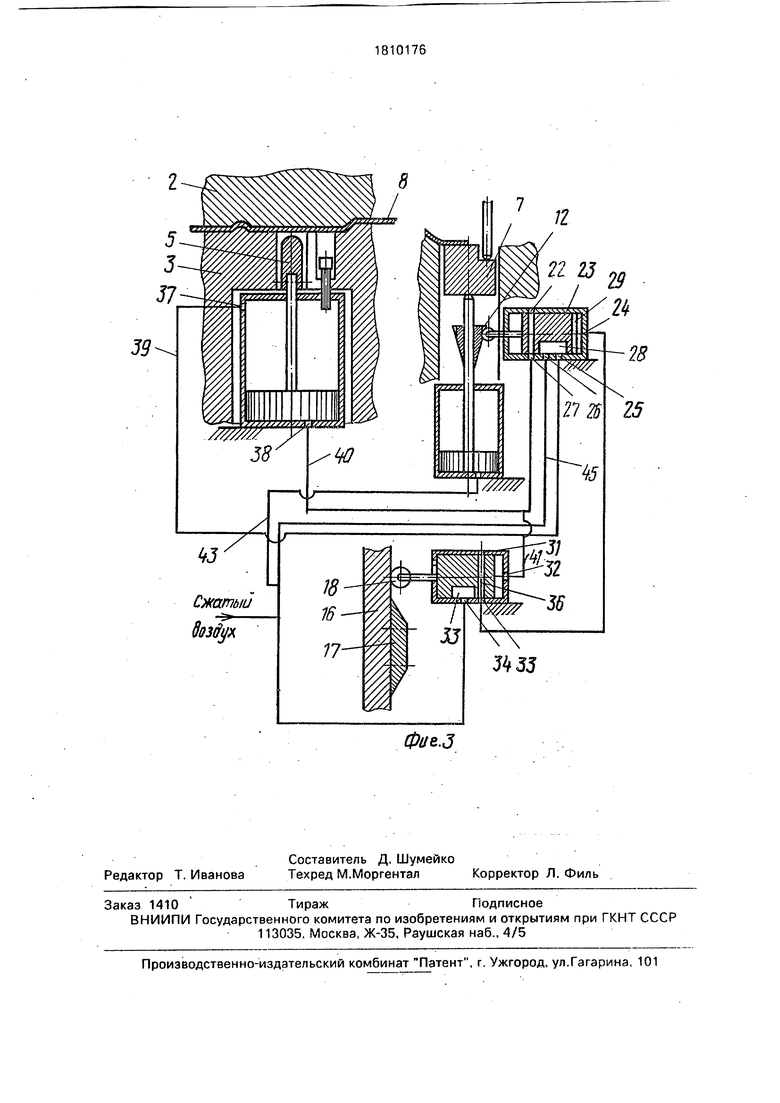
На фиг.1 изображен общий вид пресса; на фиг.2 - пневматическая схема связи дополнительного пуансона, выталкивателя и транспортирующего элемента в исходном положении; на фиг.З - то же, в момент вытяжки.
Пресс содержит верхнюю плиту 1 с установленной на ней матрицей 2, нижнюю плиту 3 и смонтированный на ней пуансон 4. В. теле пуансона 4 размещен дополнительный пуансон 5 с пневмоцилиндром 6 его вертикального перемещения, Пресс снабжен выталкивателями 7 в количестве, например, 4. Количество и конструкция выталкивателей выбирается из формы заготовки и детали, в данном конкретном примере, это наружная панель 8 двери автомобиля , для съема после вытяжки которой необходимо 4 выталкивателя 7. Последние перемещаются в вертикальном направлении вверх - посредством пневмоцилиндра 9, вниз - посредством пневмоцилиндра 10. На штоке 11 пневмоцилиндра 9 размещен копир 12, взаимодействующий с роликом 13.
Пресс снабжен двумя пнеймораспреде- лителями - управляющим 14 и управляемым 15, обеспечивающими взаимодействие согласно нижеописываемому технологическому циклу дополнительного пуансона 5, выталкивателей 7, а также транспортирующего элемента, например, грейферного перекладчика 16 (на фиг. показана схематично), предназначенной для выведения уже изготовленной детали из зоны вытяжки пресса и на которой также размещен копир 17. С последним взаимодействует ролик 18, укрепленный на
ел
с
со
О
Оч
поршне 19 управляющего пневмораспределителя 14. Пневмораспределитель 15 снабжен поршнем 20 и имеет входные отверстия 21, 22, 23, 24, 25, 26, 27, полость 28 и канал
29. а пневмораспределитель 14 - отверстия
30. 31,32, 33, 34, полость 35 и канал 36, Пневмоцилиндр 6 имеет входные отверстия 37,38, соединенные пневмоподводами 39, 40 соответственно с каналом 29 и отверстием 27 пневмораспределителя 15. Кроме того, поршневая полость пневмоцилиндра 6 через подвод 41 соединена с отверстием 32 управляющего пневмораспределителя 14. Пневмоцилиндр 9 своей поршневой полостью через отверстие 42, подвод 43 соединен с цеховой магистралью сжатого воздуха. Соединение между собой пневмо- распределителей осуществляется подводами 44, 45, связывающих соответствующие пары их отверстий: 33 с 24 и 34 с 26.
В пуансоне 4 предусмотрен регулируемый ограничитель. 46 хода поршня 47 пневмоцилиндра 6. Пресс содержит смонтированные на нижней плите 3 также прижимы 48.
Пресс работает следующим образом. Его исходное положение изображено на фиг.1 и 2, в котором заготовка 8 подается в рабочую зону раскрытого штампа и укладывается на выталкиватели 7 и дополнительный пуансон 5, разность высот которых относительно зеркала пуансона 4 определяет заданный расчетный предварительный прогиб листовой заготовки перед вытяжкой. Величина этого прогиба определяет площадь и массу металла, непосредственно подвергаемого дальнейшей вытяжке, и обеспечивает качество поверхности и точность геометрических параметров панели двери. Регулировка верхнего положения пуансона 5 осуществляется ограничителем 41.
Подается команда и верхняя плита 1 вместе с матрицей 2 опускается вниз. При этом штоки пневмоцилиндров 10 воздействуют на выталкиватели 7, при опускании которых их верхние плоскости устанавливаются на уровне прижима 47. При движении штока 11 пневмоцилиндра 9 его копир 12 начинает взаимодействовать с роликом 13, смонтированным на поршне 20 управляемого пневмораспределителя 15 и перемещает его в крайнее правое положение. Происходит переключение подачи сжатого воздуха с поршневой полости пневмоцилиндра 6 в его штоковую полость посредством связывания штоковой полости через отверстие 37 и подвод 39, отверстия 25 и 26 и подвод 44. Поршневая же полость цилиндра 6 через отверстия 38, подвод 40, отверстия 22 и 27, анал 29 соединяется с атмосферой. Пуансон 5 плавно опускается вниз, выполнив
свою задачу и обеспечив предварительный заданный прогиб заготовки, поэтому до конца технологического цикла больше в рабочем процессе не участвует. Одновременно с
атмосферой соединяется и управляющий пневмораспределитель 14 через подвод 41 и отверстие 32. В этом положении осуществляется вытяжка заготовки взаимодействием пуансона 4 и матрицы 2.
При последующем раскрытии штампа в процессе рабочего хода выталкиватели 7 под действием пневмоцилиндров 9 штоками 11 перемещают готовую деталь - готовую панель двери на плоскость, с которой
деталь снимается транспортирующим элементом - грейферным перекладчиком 16. Вместе со штоком 11 перемещается вверх и его копир 12, освобождая от контакта с ним ролик 13 пневмораспределителя 15. При
этом его поршень 20 еще остается в правом
положении, а сжатый воздух продолжает
поступать в штоковую полость цилиндра 6,
оставляя пуансон 5 в нижнем положении.
При вынесении готовой детали из зоны
штампа копир 17 грейферного перекладчика взаимодействует с роликом 18, и поршень 19 начинает перемещаться вправо. Сжатый воздух теперь подается из управляющего пневмораспределителя 14 в поршневую полость управляемого пневмораспределителя 15, через подвод 45 и отверстие 33 и 24. При этом поршень перемещается влево и сжатый воздух через полость 28, отверстие 27, подвод 40 и отверстие 38 поступает в поршневую полость пневмоцилиндра 6, а его штоковая полость через отверстие 37, подвод 39, отверстие 39,25, канал 29, отверстие 23 связывается с атмосферой. После этого поршень 47 поднимается вверх, устанавливая пуансон 5 на заданной высоте до подачи следующей заготовки. Цикл вытяжки крупногабаритной детали окончен.
Формула изобретения 1. Пресс для вытяжки, содержащий смонтированную на верхней плите матрицу, установленные на нижней плите пуансон, выталкиватель с пневмоцилиндром, транспортирующий элемент с размещенным на нем копиром, а также соединенные между собой управляемый и управляющий пневмо- распределители, причем последний установлен с возможностью взаимодействия с копиром, отличающийся тем, что, с целью повышения точности и качества при вытяжке крупногабаритных листовых деталей, он снабжен установленным в пуансоне дополнительным пуансоном предварительного изгиба заготовки перед вытяжкой с пневмоцилиндром его вертикального перемещения, соединенный с выталкивателем через управляемый пневмораспределитель, а своей поршневой полостью - дополнительно с управляющим пневмораспредели- телем.
2. Пресс по п.1,отличающийся тем, что он снабжен дополнительным копиром, размещенным на штоке пневмоцилин- дра выталкивателя и взаимодействующим с управляемым пневмораспределителем.
Фие.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перемещения вырубленных заготовок в многопозиционном прессе | 1989 |
|
SU1712037A1 |
| Многопозиционный пресс для штамповки изделий | 1991 |
|
SU1819177A3 |
| Устройство для перемещения заготовок с позиции вырубки на следующую позицию штампа | 1989 |
|
SU1696065A1 |
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Устройство для удаления деталей или отходов из зоны штампа | 1986 |
|
SU1373585A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1989 |
|
RU1633592C |
| Гидравлический импульсный пресс-автомат | 1981 |
|
SU1009807A1 |
Использование: для изготовления вытяжкой крупногабаритных деталей, например облицовочных деталей для автомобиля. Сущность изобретения: пресс снабжен дополнительным пуансоном предварительного изгиба заготовки перед вытяжкой с пневмоци- линдром его вертикального перемещения. Пуансон взаимодействуете выталкивателем через управляемый пневмораспределмтель, а своей поршневой полостью-дополнительно с управляющим пневмораспределителем. Положительный эффект: качество деталей при вытяжке повышается в результате регулирования площади листового металла в зоне вытяжки непосредственно в процессе штамповки. 1 з.п. ф-лы, 3 ил.
| Многопозиционный пресс для штамповки деталей | 1988 |
|
SU1542670A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
