Изобретение относится к обработке деталей поверхностным пластическим деформированием и может быть использовано при отделочной обработке торцовых уплот- иительных поверхностей арматуры, изготавливаемой из нержавеющих сталей аустенитного класса.
Известны способы отделочно-упрочня- ющей обработки, при которых деформационное упрочнение поверхности производится после механической обработки с образованием определенного микрорельефа.
Известен способ упрочнения деталей пластическим деформированием, при котором микрорельеф в зоне галтели образуют с глубиной и высотой, шагом и радиусом впадин на 1-2 порядка превышающих одноименные параметры микрорельефа поверхности не подвергаемой пластическому деформированию.
Однако существующие способы предполагают получение равной микротвердости на всей обрабатываемой деформационным упрочнением поверхности.
Целью изобретения является получение максимальной степени упрочнения обрабатываемой поверхности в зоне контакта уп- лотнительной поверхности с ответной деталью. Поставленная цель достигается выполнением уплотнительной поверхности при механической обработке треугольного профиля в сечении, после чего производится упрочнение деформирующим элементом с углом профиля и радиусом скругления при вершине в сечении, соответствующем уп- лотнительному элементу. При этом максимальное упрочнение достигается при деформировании треугольного профиля, полученного при механической обработке, с углом при вершине, определяемые по .формуле
а (0,5 Ј+26}°,
где а - угол при вершине профиля в сечении после механической обработки;
Ч|
О
Ј. О
С СЛ
fi - угол при вершине профиля уплот- нительной поверхности.
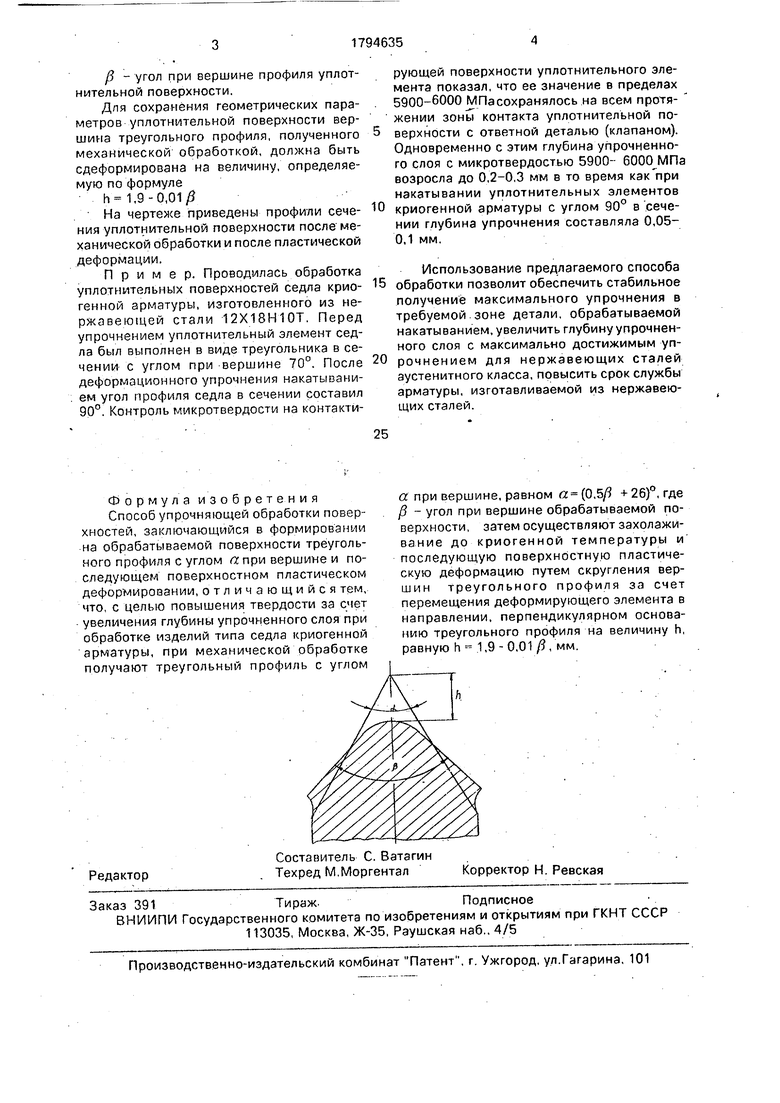
Для сохранения геометрических параметров уплотнительной поверхности вершина треугольного профиля, полученного механической обработкой, должна быть сдеформирована на величину, определяемую по формуле
h 1,9-0,01 Ј
. На чертеже приведены профили сечения уплотнительной поверхности после механической обработки и после пластической деформации.
Пример. Проводилась обработка уплотнительных поверхностей седла криогенной арматуры, изготовленного из нержавеющей стали 12Х18Н10Т. Перед упрочнением уплотнительный элемент седла был выполнен в виде треугольника в сечении с углом при вершине 70°. После деформационного упрочнения накатыванием угол профиля седла в сечении составил 90°. Контроль микротвердости на контактирующей поверхности уплотнительного элемента показал, что ее значение в пределах 5900-6000 МПасохранялось на всем протяжении зоны контакта уплотнительной поверхности с ответной деталью (клапаном). Одновременно с этим глубина упрочненного слоя с микротвердостью 5900- 6000 МПа возросла до 0,2-0,3 мм в то время как при накатывании уплотнительных элементов
криогенной арматуры с углом 90° в сечении глубина упрочнения составляла 0,05- 0,1 мм.
Использование предлагаемого способа обработки позволит обеспечить стабильное получение максимального упрочнения в требуемой.зоне детали, обрабатываемой накатыванием, увеличить глубину упрочненного слоя с максимально достижимым упрочнением для нержавеющих сталей аустенитного класса, повысить срок службы арматуры, изготавливаемой из нержавеющих сталей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки аустенитных и аустенито-ферритных сталей | 2015 |
|
RU2610096C1 |
| СПОСОБ АНТИФРИКЦИОННО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2355555C2 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ | 2008 |
|
RU2361713C1 |
| ОТДЕЛОЧНО-УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2008 |
|
RU2361714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ КОМБИНИРОВАННЫМ НАКАТЫВАНИЕМ | 2007 |
|
RU2345876C2 |
| Способ упрочнения сварных швов | 2020 |
|
RU2752056C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
Использование: обработка металлов давлением, поверхностная пластическая деформация, отделочная обработка уплот- нитёльных поверхностей арматуры, изготовленной из нержавеющих сталей аусте- нитного класса. Сущность изобретения: на обрабатываемой поверхности при обработке режущим инструментом формируют треугольный профиль с углом при его вершине, равным а (0,5 / + 26)°, где (5 - угол при вершине профиля обработанной поверхности. После механической обработки поверхность захолаживают до криогенной температуры, а затем обрабатывают поверхностным пластическим деформированием (ППД). Обработку ППД осуществляют перемешиванием деформирующего элемента на величину h 1,9-0,01 /Змм. 1 ил.
Формула изобретения Способ упрочняющей обработки поверхностей, заключающийся в формировании на обрабатываемой поверхности треугольного профиля с углом а при вершине и последующем поверхностном пластическом деформировании, отличающийся тем, что, с целью повышения твердости за счет увеличения глубины упрочненного слоя при обработке изделий типа седла криогенной арматуры, при механической обработке получают треугольный профиль с углом
а при вершине, равном 2 (0,5/3 +26}°, где /3 - угол при вершине обрабатываемой поверхности, затем осуществляют захолажи- вание до криогенной температуры и последующую поверхностную пластическую деформацию путем скругления вершин треугольного профиля за счет перемещения деформирующего элемента в направлении, перпендикулярном основанию треугольного профиля на величину п, равную h 1,9 - 0.01 /, мм.
| Способ комбинированной упрочняюще-чистовой обработки | 1983 |
|
SU1152770A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
