со
с

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| МАШИНА ДЛЯ БЕСШВЕЙНОГО СКРЕПЛЕНИЯ КНИЖНЫХ БЛОКОВ | 1993 |
|
RU2023595C1 |
| Устройство для поперечного разрезания материала с бахромой | 1986 |
|
SU1395714A1 |
| Многопозиционная машина для бесшвейного скрепления предварительно зажатых в контейнеры книжных блоков | 1958 |
|
SU119866A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЕТАЛИ | 1970 |
|
SU277243A1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕГО ПРЕССОВАНИЯ ЧЕРЕПИЦЫ И Т. П. ИЗДЕЛИЙ | 1941 |
|
SU66984A1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| Укладчик черепицы | 1990 |
|
SU1729759A2 |
| СПОСОБ НАНЕСЕНИЯ ПЛЕНОЧНОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ И ЭТИКЕРАТОР ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2004 |
|
RU2286292C2 |
| Машина для формования слоистых изделий | 1983 |
|
SU1183386A1 |
Использование: химическая, машиностроительная, шинная и другие отрасли промышленности. Цель: повышение качества покрытия. Сущность изобретения: установка содержит раму, на которой расположен механизм нанесения покрытия с емкостью и устройство сушки. Механизм нанесения покрытия выполнен в виде плоских наклонных лопаток. Лопатки снабжены подпружиненными регуляторами толщины покрытия. Длина наклонной плоской лопатки соответствует выражению I 1,08 R (Ri - R)VC, где R - радиус изделия без покрытия; RI - радиус покрытого изделия; Vc - скорость сползания покрытия по наклонной плоской лопатке, мм/с. Установка содержит зону предварительной сушки, расположенную между устройством нанесения покрытия и устройством сушки. 4 ил,
Изобретение может быть использовано в химической, машиностроительной, шинной и других отраслях промышленности.
Наиболее близким к изобретению по технической сущности является устройство для нанесения клея на изделия цилиндрической формы, содержащее раму, на которой расположены механизм нанесения покрытий с емкостью и устройство сушки.
Данное устройство не обеспечивает нужного качества покрытия из-за того, что устройство промазки не гарантирует зачистки, исключающей подтеки клея; отсутствует регулировка толщины наносимого слоя клея, так как кистями эти операции выполнить невозможно. Конструкция содержит три пары опорных толкателей, представляющих собой цилиндры с подпружиненными штоками, которые приводятся в действие от кулачков. Вследствие больших скоростей толкатели имеют инерционность, поэтому
возникает рассогласование действий толкателей по отношению друг к другу и к покры- ваемой заготовке. Вследствие этого заготовка может не попадать на роликовые опоры, где происходит нанесение покрытия, а это ведет к браку. Сушильная камера располагается над всем механизмом промазки; в случае падения изделия возможны забоины на самой конструкции, а также на детали, на которую наносится покрытие.
.Целью изобретения является повышение качества покрытия.
Цель достигается тем, что в установке, содержащей раму, на которой расположены механизм нанесения покрытия с емкостью и устройство сушки, механизм нанесения покрытия выполнен в виде плоских наклонных лопаток, снабженных подружиненными регуляторами толщины покрытия, при этом длина наклонной плоскости лопатки соответствует выражению
XI ю о ю XJ
XI
,08R(Ri-R)Vc, где R - радиус изделия без покрытия;
R-1 - радиус покрытого изделия;
Vc - скорость сползания покрытия по наклонной плоской лопатки-, мм/с.
Кроме того, установка содержит зону предварительной сушки/ расположенную между устройством нанесения покрытия и устройством сушки..
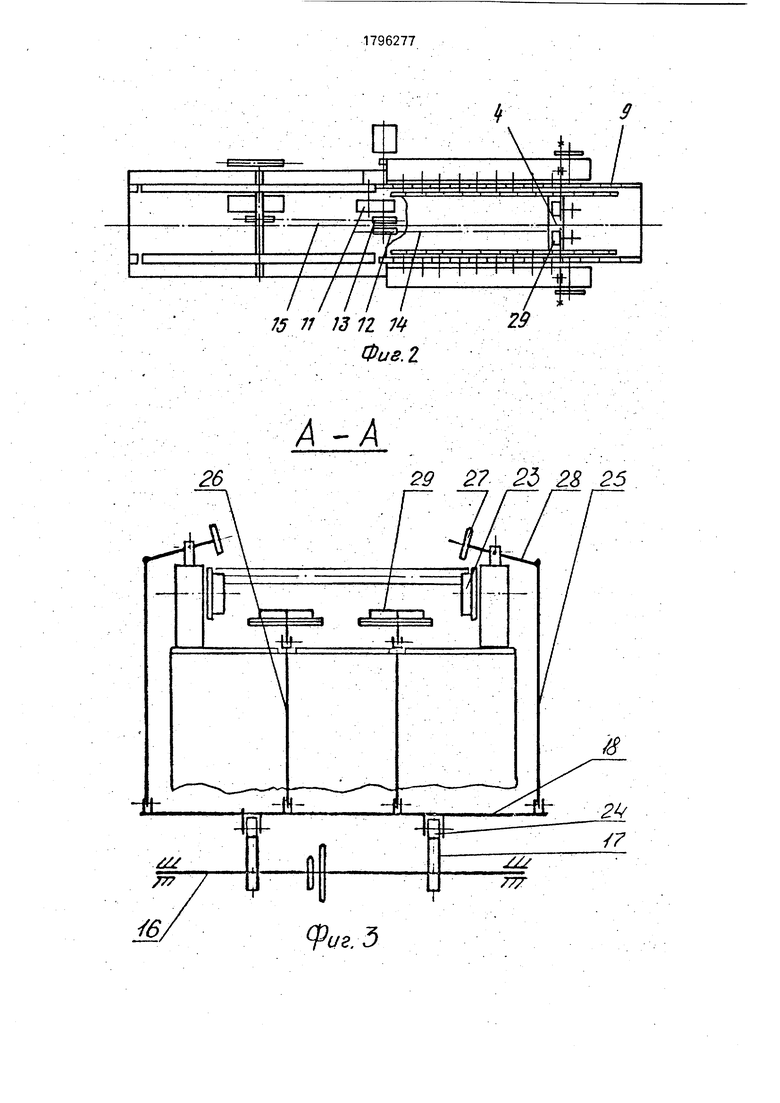
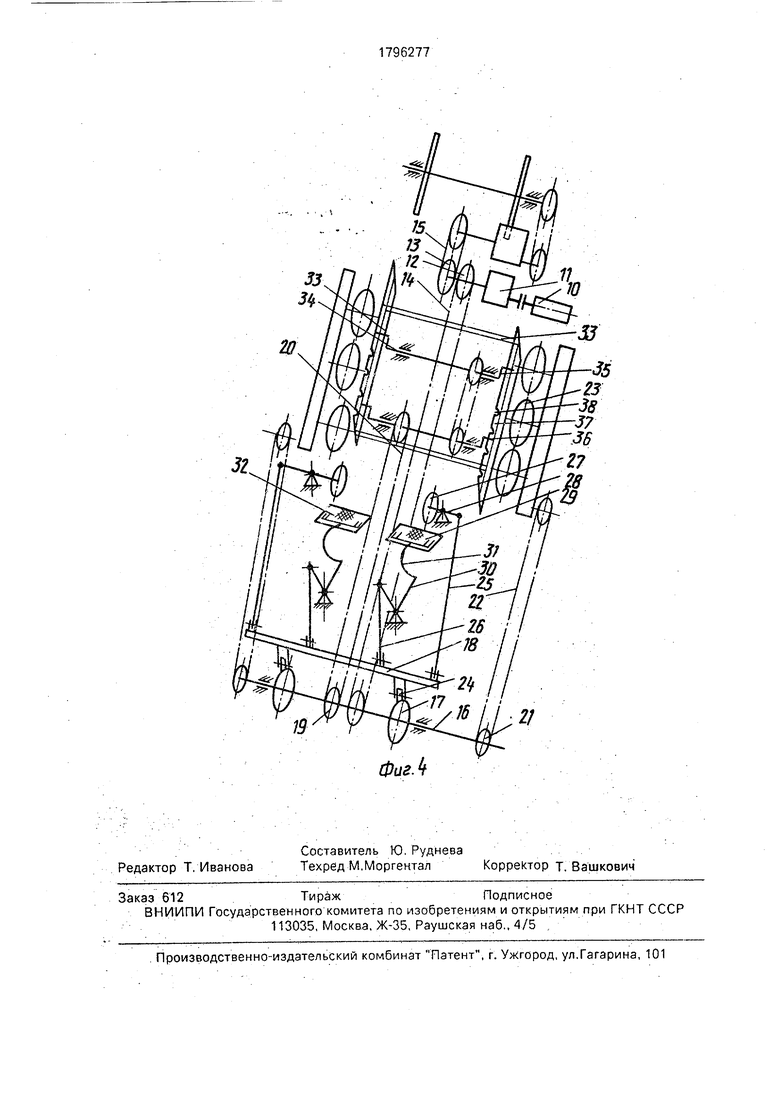
На фиг. 1 показана предлагаемая установка, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - кинематическая схема установки.
Установка содержит раму 1,-на которой закреплен привод 2, устройство 3 для нанесения покрытия с емкостью 4, установленное на станине 5, сушильное устройство 6, расположенное на станине 1. Устройство 3 , для занесения1 покрытия включает механизме нанесения покрытий и механизм 9 перемещения изделия в зоне нанесения по- крытия и в зоне предварительной сушки-. Общий для устройства нанесения покрытия- и устройства окончательной сушки 6 привод 2 состоит из электродвигателя 10 и редуктора 11 со звездочками 12,13 для отбора мощности цепными передачами 14,15 на устройство 3 нанесения покрытия через вал 16 и на сушильное устройство 6. На валу 16 на расстоянии друг от друга закреплены два толкателя 17, предназначенные для передачи усилия на механизм 8 нанесения покрытия через рейку 18. На этом же валу 16 расположена шестерня 1S, передающая вращение через цепную передачу 20 на механизм 9 перемещения изделия, и шестерня 21, передающая вращение через цепную передачу 22 на механизм 23, .расположенные параллельно с двух сторон на станине 5 и сообщающие вращение изделию в зоне нанесения покрытия и в зоне предварительной сушки, Механизм нанесения покрытия содержит два ролика 24, установленных по обеим сторонам устройства 3 для нанесения покрытия, взаимодействующих с одной стороны, с толкателями 17, а с другой стороны - с регулировочными тягами 25, 26, передающими усилия на прижимные ролики 27 через коромысло 28 и на две наклонные плоские поверхности 29, несущие запас покрытия (лопатки), через кулису 30 и изогнутые коромысла 31. При этом для регулировки зазора между лопатками 29 и покрываемой поверхностью на коромыслах 31 закреплены подпружиненные регуляторы 32. Механизм 9 перемещения изделий содержит рамку 33 прямоугольной формы, -расположенную горизонталью на двух валах 34 и приводимую в движение посредством четырех кривошипов, по два кривошипа
35 на каждом1 валу. Для связи кривошипов 35 с рамкой 33 предусмотрены оси 36, На большой стороне 33 в верхней ее части по ходу перемещения закреплены планки 37 с
равномерно расположенными углублениями 38 под покрываемые изделия. На станине 5 устройства 3 для нанесения покрытия закреплены планки 39 с углублениями 40 для приемки изделий, направляемых в зону
0 нанесения покрытия. Перемещение изделий в зоне приемки,, нанесения покрытий w в зоне
.предварительной сушки, расположенной после устройства 3 для нанесения по5 крытия перед сушильным устройством 6, осуществляется щагово по дуге, хорда которой равна шагу перемещения, т.е. расстоянию между углублениями 38, 40 на рамке 33 (в планке 37) и на станине 5 (в планке 39).
0 Сушильное устройство 6 содержит источник тепла 41 и вращающийся барабан 42 для загрузки покрытых и подсушенных изделий и перемещения в зоне сушки вокруг оси вращения сушильного устройства.
5 Подготовленное к нанесению покрытия изделие размещают в зоне приемки, укладывая в крайнее углубление 40 планок 39, закрепленных на станине 5. Включают электродвигатель 10, котор:ьгй приводит во вра0 щение редуктор 11., передающий вращательное движение через .звездочки 12,13 на вал 16 устройства 3 для нанесения покрытия и сушильного устройства 6. Расположенные на валу 16 два толкателя 17 и
5 шестерни 19 и 21 принимают и передают движение на механизм 8 нанесения покрытия и механизм 9 перемещения. С помощью механизма 9 изделие перемещают из зоны приемки в зону нанесения покрытия. Перё0 мещение производят следующим образом. Рамка 33 механизма 9, двигаясь по дуге, углублениями 38 в планках 37 захватывает изделие и переносит его из зоны приемки в зону нанесения покрытия. Рамка 33 осуще5 ствляет шаговое перемещение, т.е. соответствующее расстоянию между углублениями 40 в планках 39 на станине 5 и углублениями 38 в планках 37 рамки 33. Как только изделие окажется в зоне нанесения покрытия,
0 рейка 18 и регулировочные тяги 25 и 26 под действием толкателя 17 воздействуют на наклонные лопатки 29, несущие запас покрытия, через поворотную кулису 30 и на прижимные ролики 27 через коромысло 28,
5 в момент проворота толкателя 17 выступом вверх рейка 18, регулировочные тяги 25 и 26 поднимаются и воздействуют с одной стороны на кулису 30, коромысло 31 и лопатки 29, при этом кулиса ЗОповорачивает коромысло 31 с лопаткой 29, выводит ее из зоны 4,
подводит к поверхности изделия, устанавливает с зазором (без учета слоя набранного клея) по отношению к покрываемой поверхности, а с другой стороны - на прижимные рамки 27 через коромысло 28, при этом ко- ромысло 28 прижимает ролик 27 к изделию, которому сообщают осевое вращение от механизма 23. Таким образом,- вращающееся вокруг своей оси изделие фиксируют в заданном положении. В момент фиксации, т.е. в момент вжатия резинового кольца, надетого на прижимные ролики 27. на цилиндри- ческую поверхность изделия наносят покрытие, которое произвольно сползает с наклонной плоскости лопатки 29. При этом истекающее покрытие подхватывается вращающимся изделием и послойно навивается на покрываемую цилиндрическую поверхность. Ширина плоскости лопатки 29, несущей это покрытие, равна ширине по- верхности нанесенного покрытия. Длину несущей поверхности лопатки выбирают в зависимости от заданной толщины покрытия. При этом длину рассчитывают по формуле
l 1,08R(Ri-R)Vc где R - радиус изделия без покрытия, мм;
RI - радиус покрытого изделия, мм;
Vc - скорость сползания покрытия по наклонной плоской поверхности лопатки, мм/с.
Зачистку последнего покрывного слоя выполняют плоскостью лопаток, весь запас покрытия на которых уже израсходован. В момент поворота толкателя, когда послед- ний разворачивается впадиной вверх, рейка 18 и регулировочные тяги 25, 26 опустятся вниз и все элементы системы (кулису 30, коромысла 31, 28, лопатки 29, прижимные ролики 27) заставят переместиться в проти- воположную сторону, прижимные ролики 27 отойдут кверху и расположатся под углом к изделию, лопатки 29 опустятся в ванну 4 за новой порцией покрытия для нанесения последнего на очередное изделие.. В этот мо- мент рамкой 33покрытое изделие поднимают и уносят- в зону предварительной сушки, укладывают его в следующее по ходу движения углубление 40 в планках 39 на станине 5 и сообщают ему осевое враще- ние от механизма 23. Одновременно на освободившееся место в зоне нанесения покрытия этой же рамкой 33 в процессе того же шагового движения укладывают изделие, перемещаемое из зоны приемки. При этом толкатель 17 проворачивается, выпуклая его часть поднимается вверх, ролик 24 с рейкой 18 и тягами 25, 26
также поднимается, воздействуя через указанные рычаги на лопатки 29 и прижим-
ные ролики 27. Теперь уже на новое изделие наносят покрытие, и весь цикл повторяется. Гарантированный зазор между поверхностью лопаток 29 и цилиндрической поверхностью изделия регулируют путем изменения угла наклона последних. Для этого нижнюю часть лопатки 29 подводят или отводят от поверхности изделия, поджи-. мая или отжимая подпружиненный регулятор 32.
В момент нахождения лопаток 29 в ванне 4, а прижимных роликов 27 над покрытым изделием под углом к нему рамка 33 механизма 9 перемещения изделия совершает круговое замкнутое движение, воспринимая усилие от шестерни 19 через цепную передачу 20 на вал 34 и кривошипы 35, которые осуществляют круговые движения вместе с рамкой 33. При этом изделия, находящиеся в углублениях 38 планки 37, совершают движение по дуге, хорда которой равна шагу перемещения изделий. Далее планка 37 с рамкой 33, совершая круговое движение, идет вниз, после чего поднимается, углубление 38 на планке 37 берет следующее изделие и перемещает его по дуге в покое для него положение. Таким образом, планка 37 за один круговой ход перемещает все изделия и каждое из.них на один шаг, при этом каждое углубление 38 при круговом ходе берет следующее изделие, оставляя предшествующее изделие последующему углублению 38 по ходу движения изделия.
Данный механизм перемещения изделия в зонах приемки, нанесения покрытия и предварительной сушки с помощью рамки позволяет автоматизировать процесс перемещения изделий в этих зонах. При выходе на полную загрузку в работе участвует столько изделий, сколько углублений в рамке. И если изделие, поступившее в зону при- емки первым, уже выходит из зоны предварительной сушки и поступает в зону окончательной сушки, то последнее только перемещается из зоны приемки в зону нанесения покрытия,
Подсушенную заготовку, поступившую в последнее углубление зоны предварительной сушки устройства 3 для нанесения покрытия, тем же круговым движением рамки 33 с планкой 37 переносят в гнездо вращающегося барабана 42 устройства окончательной сушки 6. При вращении вокруг своей оси барабан перемещает изделие из зоны загрузки в зону выгрузки из барабана, снабженную источником тепла 41, Скорость вращения барабана кинематически увязана со скоростью перемещения изделия в зоне.
нанесения покрытия и в зоне предварительной сушки и относится к последней как 1:2. Такое соотношение скоростей позволяет наладить четкую и согласованную работу
Форму л а изо бретени я Установка для нанесения покрытия на цилиндрическую поверхность изделия, содержащая раму, на которой расположены механизм нанесения покрытия с емкостью и устройство сушки, отличающаяся тем, что, с целью повышения качества покрытия, механизм нанесения покрытия выполнен в виде плоских наклонных лопаток, снабженных подпружиненными регуляторами толщины покрытия, при этом длина
устройства нанесения покрытия 3 и устройства окончательной сушки 6. Высушенные изделия из барабана выгружают в расположенную в зоне выгрузки тару.
наклонной плоской лопатки соответствует выражению
I 1.08R (Ri - R)VC, где R - радиус изделия без покрытия;
RI - радиус покрытого изделия;
.Vc - скорость сползания покрытия по наклонной плоской лопатке, мм/с, кроме того, установка содержит зону предварительной сушки, расположенную между устройством нанесения покрытия и устройством сушки.
# // 1311 № Фие.1
A-A
29
| Устройство для промазки клеем изделий цилиндрической формы | 1975 |
|
SU660725A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
