Изобретение относится к металлургии, а именно к горячей обработке металлов дав- лен.ием, преимущественно к прокатке с электроконтактным нагревом металлических полос тонких сечений.
Цель изобретения - повышение производительности, снижение потерь металла и улучшение качества проката.
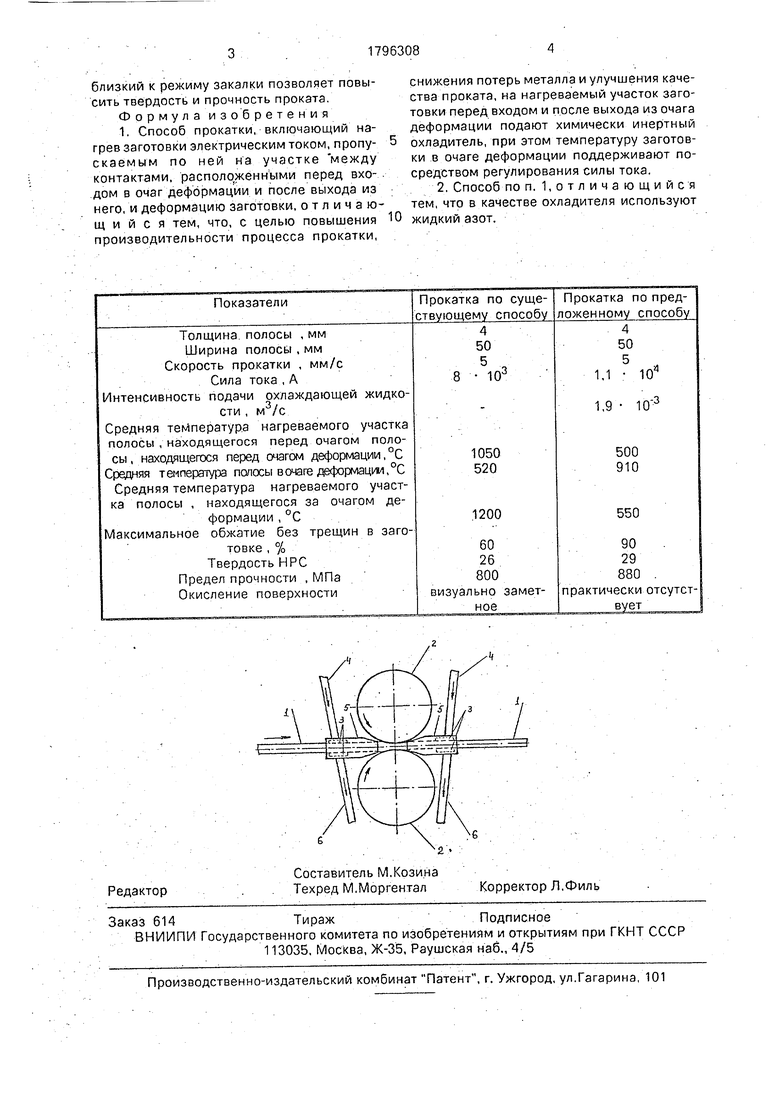
На чертеже приведена схема прокатки по предложенному способу.
. Полоса, прокатываемая валками 2, нагревалась электрическим током, подводимым с помощью двух блоков контактов 3, расположенных перед и за очагом деформации. Охлаждающая жидкость подводилась к нагреваемым участкам, находящимся вне очага деформации с помощью каналов 4,. скапливалась в резервуарах 5 и отводилась по каналам 6 (стрелками указано направление движения охлаждающей жидкости). Валки были изготовлены из сплава ЖбУ, контакты - медно-графитовые, источник тока с максимальной мощностью 120 квт при 26 кА.
Прокатке подвергали полосу из титанового сплава ВТ 5-1, Охлаждение проводили житким азотом . В таблицу сведены данные прокатки по существующему и описываемому способу.
Использование данного способа прокатки с электроконтактным нагревом по сравнению с -существующими способами обеспечивает следующие преимущества:
а) возможность снижения трудоемкости и повышения производительности процесса прокатки за счет снижения количества проходов путем прокатки большими обжатиями;
б) снижение потерь металла в окалину в случае прокатки металлов, которым свойственно интенсивное окалинообразовэние;
в) повышение качества проката: прокатка при высокой температуре в очаге деформации позволяет избежать образования трещин, а термический режим прокатки,
С/)
С
о о со
О 00
близкий к режиму закалки позволяет повысить твердость и прочность проката. Формула изобретения 1, Способ прокатки, включающий нагрев заготовки электрическим током, пропускаемым по ней на участке между контактами, расположенными перед входом в очаг деформации и после выхода из него, и деформацию заготовки, отличающийся тем, что, с целью повышения производительности процесса прокатки,
0
снижения потерь металла и улучшения качества проката, на нагреваемый участок заготовки перед входом и после выхода из очага деформации подают химически инертный охладитель, при этом температуру заготовки в очаге деформации поддерживают посредством регулирования силы тока.
2, Способ по п. 1, о т л и ч а ю щ и и с я тем, что в качестве охладителя используют жидкий азот.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВОГО ПРОФИЛЯ ВАЛКОВ | 2001 |
|
RU2191650C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| Устройство для охлаждения валковпРОКАТНОгО CTAHA | 1979 |
|
SU818687A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЛИСТОВОГО ПРОКАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2318621C2 |
| СПОСОБ ПРОКАТКИ ШИРОКИХ ПОЛОС И ЛИСТОВ | 1986 |
|
SU1349069A2 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2004 |
|
RU2272684C1 |
| Способ изготовления полосы из цинковых сплавов | 1990 |
|
SU1735431A1 |
| СПОСОБ ПРОКАТКИ СОРТОВЫХ ПРОФИЛЕЙ | 2007 |
|
RU2342205C2 |
| Способ прокатки несимметричных пе-РиОдичЕСКиХ пРОфилЕй | 1978 |
|
SU821007A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ ЛЕНТЫ ИЗ ГРАНУЛ МАГНИЕВЫХ СПЛАВОВ В ИНЕРТНОЙ СРЕДЕ | 2007 |
|
RU2351438C2 |
Использование: улучшение показателей процесса прокатки с электроконтактным нагревом: повышение производительности, снижение потерь металла, улучшение качества проката. Изобретение относится к металлургии, а именно к горячей обработке металлов давлением, преимущественно к прокатке с электроконтактным нагревом металлических полос тонких сечений. Сущность изобретения: нагреваемые участки полосы, находящиеся перед и за очагом деформации охлаждают с помощью химически инертной охлаждающей жидкости, а силу тока повышают до достижения нужной тем- пературы в очаге деформации. 1 ил.
| ИЗОБРЕТЕНИЯ | 0 |
|
SU381432A1 |
| Коврев Г.С | |||
| Электроконтактный нагрев при обработке цветных металлов, М.: Металлургия, 1975, р | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
