Изобретение, относится к области сварки, в частности к вспомогательной оснастке для сборочно-сварочных работ и может быть использовано при изготовлении трубопроводов в самолетостроении, судостроении и других отраслях машиностроения.
Цель изобретения - расширение технологических возможностей приспособления путем установки элементов трубопровода, имеющих по длине технологические припуски, контроля их геометрических параметров перед сборкой и формирования стыковых сечений трубопровода под сварку.
Цель достигается тем, что в предлагаемом приспособлении содержатся основание, опорные элементы, разметочные кольца и фиксирующие узлы, которые согласно изобретению выполнены в виде корпуса с фланцевой частью смонтированным на крониг, ейне и откидной крышкой с фланцевой частью для обеспечения жесткой связи с корпусом.
Корпус и крышка образуют внутреннюю цилиндрическую полость для трубопровода, соосную со стаканом, куда поочередно размещается технологический припуск заготовки трубы для контроля ее геометрии и центрирующий элемент стакана, причем диаметр цилиндрической полости равен диаметру цилиндрического держателя центрирующего элемента.
Функцию опорных элементов выполняют изготовленные по эталонному трубопроводу обводообразующие L-образные ложементы, закрепленные по нижней полке на основании приспособления, при этом боковая поверхность ложемента, на которую устанавливается разметочное кольцо для формирования стыкового сечения трубопровода, расположена параллельно плоскости сварного стыка трубы и на расстоянии от него, равном толщине разметочного кольца, которое выполнено разъёмным из двух составных частей, для обеспечения подхода
XI
Ю О
о ю
4
в зону разметки трубопровода и калиброванным по толщине для повышения точности разметки стыка.
Сопоставительный анализ с прототипом показывает, что заявленное приспособление отличается тем, что фиксирующие узлы выполнены в виде корпуса с фланцевой частью, смонтированным на кронштейне и откидной крышкой с фланцевой частью, для жесткой связи с корпусом, причем корпус и крышка образуют внутреннюю цилиндрическую полость.
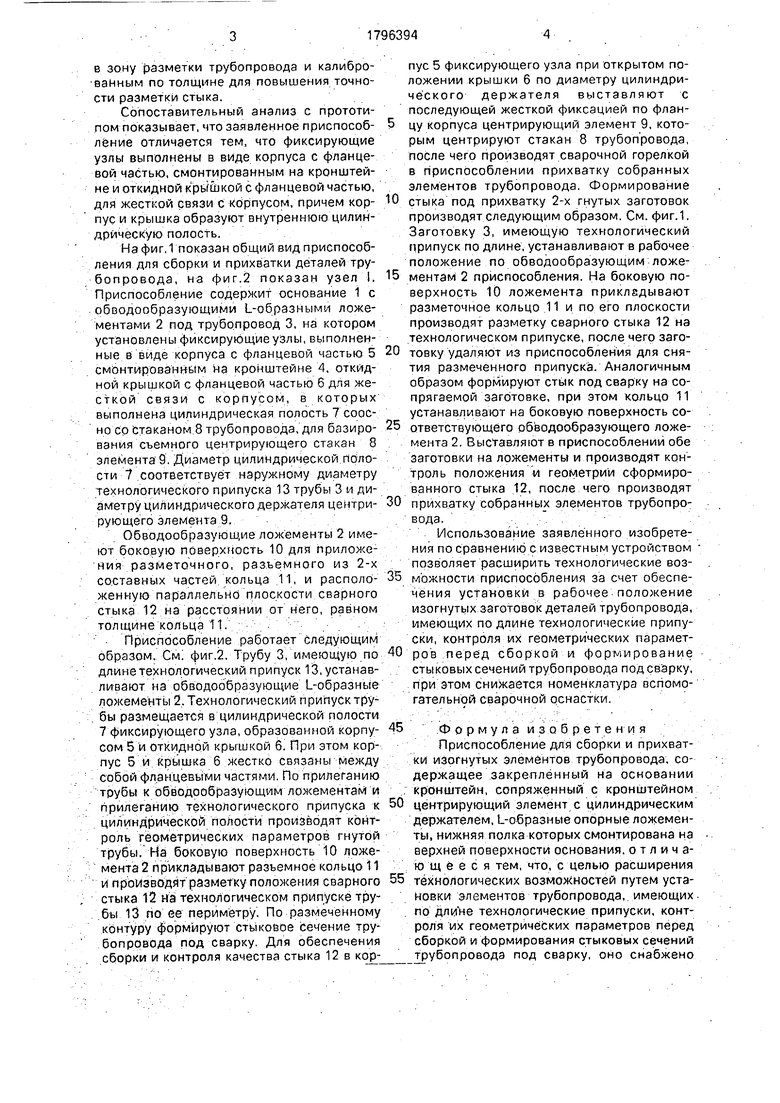
На фиг, 1 показан общий вид приспособления для сборки и прихватки деталей трубопровода, на фиг.2 показан узел I. Приспособление содержит основание 1 с обводообразующими L-образными ложементами 2 под трубопровод 3, на котором установлены фиксирующие узлы, выполненные в виде корпуса с фланцевой частью 5 смонтированным на кронштейне 4, откидной крышкой с фланцевой частью 6 для жесткой связи с корпусом, в которых выполнена цилиндрическая полость 7 сорено со Стаканом.8 трубопровода, для базирования съемного центрирующего стакан 8 элемента 9. Диаметр цилиндрической полости 7 соответствует наружному диаметру технологического припуска 13 трубы 3 и диаметру цилиндрического держателя центрирующего элемента 9.
Обводообразующие ложементы 2 имеют боковую поверхность 10 для приложения разметочного, разъемного из 2-х составных частей кольца 11, и расположенную параллельно плоскости сварного стыка 12 на расстоянии от него, равном толщине кольца 11, : . - Приспособление работает следующим образом. См фиг.2. Трубу 3, имеющую по длине технологический припуск .устанавливают на обводообразующие Ыэбразные ложементы 2. Технологический припуск тру- бы размещается в цилиндрической полости 7 фиксирующего узла, образованной корпусом 5 и откидной крышкой б. При этом корпус 5 и крышка б жестко связаны между собой фланцевыми частями. По прилеганию трубы к обводообразующим ложементам и прилеганию технологического припуска к цилиндрической полости производят контроль геометрических параметров гнутой трубы. На боковую поверхность 10 ложемента 2 прикладывают разъемное кольцо 11 и производят разметку положения сварного стыка 12 на технологическом припуске тру- .бы 13 по ее периметру. По размеченному контуру формируют стыковое сечение трубопровода под сварку. Для обеспечения сборки и контроля качества стыка 12 в корпус 5 фиксирующего узла при открытом положении крышки 6 по диаметру цилиндрического держателя выставляют с последующей жесткой фиксацией по фланцу корпуса центрирующий элемент 9, которым центрируют стакан 8 трубопровода, после чего производят сварочной горелкой в приспособлении прихватку собранных элементов трубопровода. Формирование
стыка под прихватку 2-х гнутых заготовок производят следующим образом. См. фиг.1. Заготовку 3, имеющую технологический припуск по длине, устанавливают в рабочее положение по обводообразующим ложементам 2 приспособления. На боковую поверхность 10 ложемента прикледывают разметочное кольцо 11 и по его плоскости производят разметку сварного стыка 12 на технологическом припуске, после чего заготовку удаляют из приспособления для снятия размеченного припуска. Аналогичным образом формируют стык под сварку на сопрягаемой заготовке, при этом кольцо 11 устанавливают на боковую поверхность соответствующего обводообразующего ложемента 2. Выставляют в приспособлений обе заготовки на ложементы и производят контроль положения м геометрий сформированного стыка 12, после чего производят
прихватку собранных элементов трубопровода. .... . .. .
Использование заявленного изобретения по сравнению с известным устройством позволяет расширить технологические воз- можности приспособления за счет обеспечения установки в рабочее положение изогнутых заготовок деталей трубопровода, имеющих по длине технологические припуски, контроля их геометрических параметров перед сборкой и формирование стыковых сечений трубопровода под сварку, при этом снижается номенклатура вспомогательной сварочной оснастки.
.Формула изобретения
Приспособление для сборки и прихватки изогнутых элементов трубопровода, содержащее закреплённый на основании кронштейн, сопряженный с кронштейном
центрирующий элемент с цилиндрическим держателем, L-образные опорные ложементы, нижняя полка которых смонтирована на верхней поверхности основания, о т л м ч а- ю щ е е с я тем, что, с целью расширения
технологических возможностей путем установки элементов трубопровода,, имеющих. по длине технологические припуски, контроля их геометрических параметров перед сборкой и формирования стыковых сечений трубопровода под сварку, оно снабжено
разметочным кольцом, фиксирующим узлом, выполненным в виде корпуса с фланцевой частью, смонтированным на кронштейне, и крышкой с фланцевой частью, жестко связанной посредством фланцевых частей с корпусом, при этом крышка и корпус образуют внутреннюю цилиндрическую полость для трубопровода, диаметр
которой равен диаметру цилиндрического держателя центрирующего элемента, разметочное кольцо выполнено из двух состав- ных частей, а боковая поверхность L-образного ложемента расположена параллельно плоскости сварного стыка трубы и на расстоянии от него, равном толщине разметочного кольца.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА | 2010 |
|
RU2406580C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| Приспособление для сборки и прихватки деталей трубопроводов | 1985 |
|
SU1442352A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ТРУБ | 2006 |
|
RU2303739C1 |
| Способ сборки и сварки крупногабаритных конструкций | 1978 |
|
SU733928A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| СПОСОБ СВАРКИ ДЕТАЛЕЙ РАЗЛИЧНОГО ДИАМЕТРА И РАЗНОЙ ТОЛЩИНЫ | 2014 |
|
RU2572435C2 |
| Способ изготовления крупногабаритных конструкций | 1978 |
|
SU770702A1 |
| Устройство для сборки и сварки | 1980 |
|
SU925608A1 |
| СПОСОБ СОЗДАНИЯ ТРОЙНИКОВОГО СОЕДИНЕНИЯ | 2015 |
|
RU2598764C1 |

Сущность изобретения: приспособление содержит закрепленный на основании кронштейн, сопряженный с кронштейном центрирующий элемент с цилиндрическим держателем, L-образные опорные ложементы, нижняя полка которых смонтирована на верхней поверхности основания, размещенное кольцо, выполненное составным, фиксирующий узел, в виде корпуса и крышки, связанные между собой посредством фланцевых частей, с образованием полости, диаметр которой равен диаметрам цилиндрического держателя и трубопровода. 2 ил.
3-, 2 MM /2 & 7
| Пономарев В.А, и др | |||
| Универсально-сборочные приспособления для сборочно-свар- ных работ | |||
| М., Машиностроение, 1981, стр | |||
| Аппарат для электрической передачи изображений без проводов | 1920 |
|
SU144A1 |
