Изобретение относится к обувной промышленности, преимущественно к способам базирования плоских деталей в накопителе, применяемым при автоматиза- ции процессов сборки заготовки верха обуви.
Известен способ базирования плоских деталей верха обуви, состоящий в центрировании одной детали с помощью подвижных стержневых элементов, установленных в отверстиях, расположенных на её затяжной кромке. Однако данный способ предназначен для центрирования лишь симметричных деталей, например типа союзки.
Наиболее близким по технической сущности к предлагаемому, является способ базирования плоских деталей, включающий операции накопления стопки, ее установки на опорной поверхности и закрепления с помощью одного фиксирующего и трех базирующих элементов, два из которых располагаются у вершин угла, образованного контуром зоны сопряжения с смежной с ней условной стороной детали, третий установлен на контуре детали вдоль одной из его Сторон, а фиксирующий элемент размещается с противоположной стороны контура относительно базирующих элементов. При этом непосредственно в зоне контакта с элементами на невидимой части контура в готовом изделии выполнен полукруглый вырез.
Недостатком известного способа является использование силового принципа закрепления деталей. Детали верха обуви как известно изготавливаются из легкодеформируемых материалов теряющих устойчивость даже при действии сил несоизмеримой по величине с их собственным весом. Поэтому наличие силового воздействия вызывает деформации базируемых деталей, существенно снижающие точность процесса. Кроме того, не всегда возможно выполш 2Ь
XJ
О
О
ел
х|
нение полукруглого выреза, например накладных деталей с полбстью видимым контуром.
Целью изобретения является расширение технологических возможностей и повышение точности базирования стопки деталей.
Поставленная цель достигается путем использования кинематического типа замыкания. Исключение возможных погрешностей положения базируемой детали устраняется определением рационального количества и размещения дополнительных фиксирующих элементов, устанавливаемых попарно на линиях параллельных прямой, на которой размещено два из трех базирующих элемента.
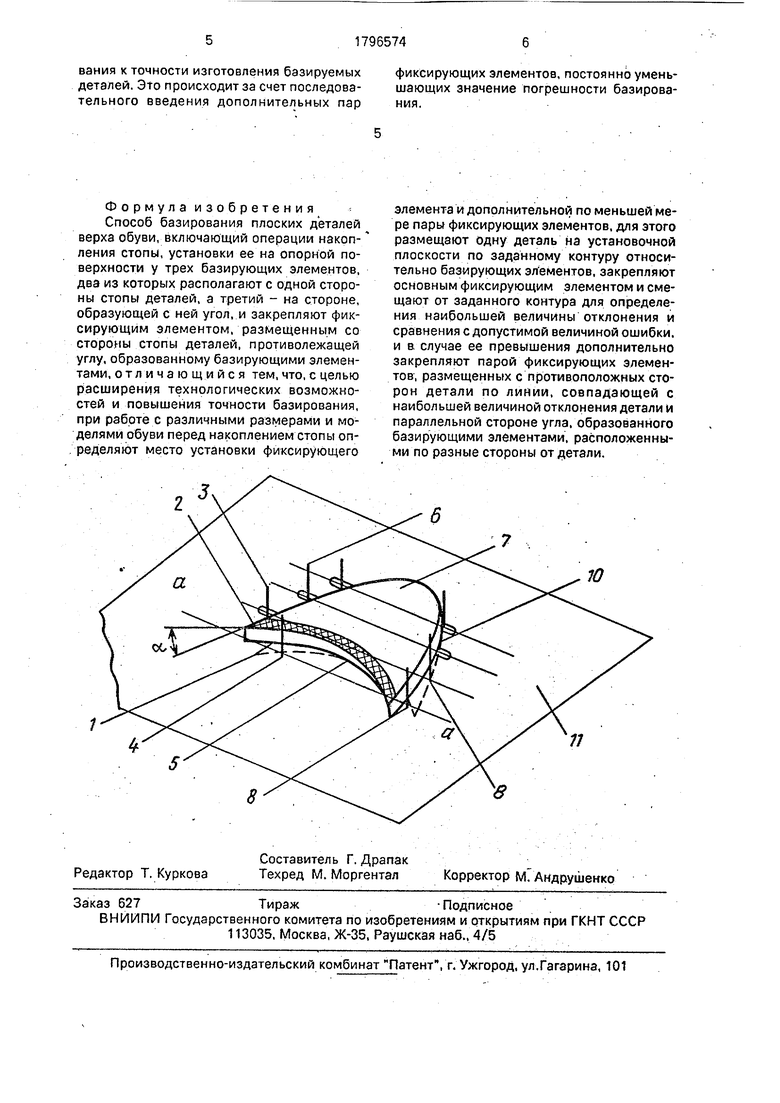
На чертеже изображена схема, поясняющая предлагаемый способ базирования.
Базирование плоских деталей верха обуви осуществляется следующим образом. Перёд выполнением основных операций процесса-базирования и закрепления стопки деталей дополнительно выполняется группа вспомогательных операций, связанных с определением рационального количества и размещения добавочных фиксирующих элементов/Для этого одна из деталей 7 стопки деталей наименьшего размера конкретной модели обуви укладывается на установочную .поверхность 11 и совмещается со своим контурным изображением 1. Контурное изображение 1 базируемой детали 7 соответствует ее номинальному положению относительно базирующих элементов 3,4,8. Базирующие элементы 3,4,8 располагаются на установочной плоскости 11 т.о., чтобы обеспечить установку двух из них 3 и 4 возле вершины угла, образованного касательными в этих точках к контуру детали 7 в зоне сопряжения 5 и смежному с ней участку контура 2. Третий базирующий элемент 8 размещается у контура детали 7 вдоль одной из сторон угла а и по ЁОЗМОЖНОСТИ дальше от элемента 3, находящегося в контакте с этим же отрез ком контура. После размещения детали Ту базирующих элементов 3,4,8 выполняется операция ее закрепления с помощью фиксирующих элементов 10,9,6, не вызывающих деформирование детали 7. При этом первый из них 10 располагается с противоположной от базирующих элементов 3,4,8 стороны т.о., чтобы как бы прижать деталь 7 к ним, устраняя тем самым ее возможные линейные перемещения. Однако, в силу кинематического типа закрепления детали она может проворачиваться относительно установленного квартета фиксирующих элементов 3,4,8,10. Поэтому следующим этапом
являются операции искусственного нарушения положения базируемой детали 7 и выявления наибольшего из возможных ее перемещений, выполняемого путем измерения величины отклонения контура детали 7 от ее номинального положения 1. Далее производится операция закрепления контура детали 7 дополнительным фиксирующим элементом 9, Данный элемент 9 располагается у контура базируемой детали 7 с проти- воположной стороны от базирующего элемента 3 на линии.параллельной прямой
а-а. Прямая а-а образуется парой базирующих элементов 4-8. После чего выполняется
операция дополнительной проверки возможных перемещений детали 7. В случае превышения величины ошибки базирования заданного значения погрешности производится еще одна операция по
дальнейшей фиксации детали 7 вышеприведенным способом с помощью пары дополнительных фиксаторов 6. При этом пара фиксирующих элементов 6 расположенных с противоположных сторон контура детали
7, также размещается на условной параллельной прямой а-а. Выполнение дополнительной группы операций по определению рационального количества дополнительных фиксирующих элементов и их размещению
может выполняться экспериментальным или расчетным путем.
Затем проводятся операции укладки на установочную поверхность 11 накопительного устройства стопы деталей 7, их базирования с помощью элементов 3,4,8, и операция окончательного закрепления стопы фиксирующими элементами 6,9,10. При этом базирующие 3,4,8 и фиксирующие 6,9,10 элементы устанавливаются в ранее
определенных местах.С помощью предлагаемого способа возможно выполнение базирования деталей различной формы. Это достигается индивидуальным для деталей каждой модели обуви
определением местоположения базирующих элементов 3,4,8. Кроме того, указанный способ позволяет базировать детали раз- личныхразмеров одной модели. Последнего добиваются при сохранении найденного
местоположения базирующих элементов 3,4,8. При этом необходимое последующее перемещение фиксирующих элементов 6,9,10 производится вдоль условных линий параллельных прямой а-а и выполняется путем их совместного или индивидуального смещения (сдвигания, раздвижения).
Наряду с широкой универсальностью, предложенный способ существенно повышает точность базирования, приближая величину неизбежной погрешности базирования к точности изготовления базируемых деталей. Это происходит за счет последовательного введения дополнительных пар
фиксирующих элементов, постоянно уменьшающих значение погрешности базирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ базирования плоских деталей | 1987 |
|
SU1567482A1 |
| Устройство смены кассет с резаками для пресса по обработке деталей обуви | 1988 |
|
SU1639843A1 |
| Устройство для центрирования деталей верха обуви при их автоматической сборке в заготовку | 1984 |
|
SU1440477A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| Поточная линия для сборки заготовки верха обуви | 1981 |
|
SU1233853A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБУВИ, ОРТЕЗА, СТЕЛЬКИ И ОБУВЬ, ОРТЕЗ, СТЕЛЬКА | 2008 |
|
RU2404693C2 |
| Устройство для центрирования и поштучной подачи деталей верха обуви на сборку | 1978 |
|
SU780832A1 |
| СПОРТИВНАЯ ОБУВЬ С ЗАЩИТНЫМ ЭЛЕМЕНТОМ ПОДОШВЫ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2021 |
|
RU2763566C1 |
| Способ базирования цилиндрических деталей и устройство для его осуществления | 1978 |
|
SU738826A1 |
| Способ ориентации шатуна на расточном станке | 1991 |
|
SU1816561A1 |
Сущность изобретения: дополнительно проводят операции укладки базируемой детали на установочную плоскость, ее совмещение с номинально расположенным относительно базирующих элементов изображением контура искусственного введения нарушения положения детали,выявления наибольших из возможных погрешностей путем измерения величины отклонения контура детали от ее нормального положения, дополнительного закрепления детали добавочными парами фиксирующих элементов. 1 ил.
Формула изобретения Способ базирования плоских деталей верха обуви, включающий операции накопления стопы, установки ее на опорной поверхности у трех базирующих элементов, два из которых располагают с одной стороны стопы деталей, а третий - на стороне, образующей с ней угол, и закрепляют фиксирующим элементом, размещенным со стороны стопы деталей, противолежащей углу, образованному базирующими элементами, отличаю щи и с я тем, что, с целью расширения технологических возможностей и повышения точности базирования, при работе с различными размерами и моделями обуви перед накоплением стопы определяют место установки фиксирующего
элемента и дополнительной по меньшей мере пары фиксирующих элементов, для этого размещают одну деталь на установочной плоскости по заданному контуру относительно базирующих элементов, закрепляют основным фиксирующим элементом и смещают от заданного контура для определения наибольшей величины отклонения и сравнения с допустимой величиной ошибки, и в случае ее превышения дополнительно закрепляют парой фиксирующих элементов, размещенных с противоположных сторон детали по линии, совпадающей с наибольшей величиной отклонения детали и параллельной стороне угла/образованного базирующими элементами, расположенными по разные стороны от детали.
| Способ базирования плоских деталей | 1987 |
|
SU1567482A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
