Изобретение относится к горному машиностроению, а именно к измерению малых токов в зоне трения деталей при изучении процессов их изнашивания,
Известны способы измерения малых токов (температур) при изнашивании горных инструментов, которые заключаются в том, что при длительном непрерывном движении одной детали по круговой траектории на поверхности другой, провода - тоководы (термопары) прикрепляются к прибору непосредственно только к неподвижной детали.
Известен также способ измерения температур, принятый в качестве прототипа, который заключается в том, что при измерении температур (что можно в определенной мере приравнять к малым токам) термопары (провод - тоководы) закрепляются на вращающейся детали, другая деталь
неподвижна. В этом случае, прикрепив провод к неподвижной детали и контрольно-измерительному прибору и подведя к нему провод от вращающейся детали, можно измерить токи в зоне трения деталей.
Однако этот способ имеет такие существенные недостатки, которые могут исказить показатели процессов, происходящих в зоне трения до отрицательных значений:
1. Токосъем с вращающейся детали происходит -не прямо на прибор, а через токосъемники. Трущиеся детали токосъемников (струнных, ленточных или ртутных) сами рождают малые токи, которые могут быть соизмеримы с малыми токами, возникающими в зоне трения исследуемых деталей. При этом, если токи, возникающие в токосъемниках, совпадут по направлению с токами в зоне трения деталей, возможно существенное искажение величины силы тоVJ
О XI
О О
ка, а в случае, если направления этих токов не совпадут, возможны искажения как по силе тока, так и по направлению.
2. Применение различного рода усили-. телей и других устройств, повышающих и стабилизирующих сигнал, не дадут ожидаемого эффекта, так как они устанавливаются после токосъемников и принимают уже искаженный по величине и направлению сигнал.
Целью изобретения является повышение точности измерений малых токов в зоне трения деталей.
Цель достигается тем, что в способе прямого измерения малых токов в зоне трения деталей при изучении процессов их изнашивания, в котором одна из этих деталей непрерывно движется по круговой траектории по поверхности другой детали, установленной неподвижно, и токи измеряются в течение всего исследования, токопроводы прикрепляются непосредственно к каждой детали и контрольно-измерительному при бору, и одной из деталей с помощью коленчатыхвалов задается возвратно-поступательное круговое движение, обеспечивающей скольжение одной детали по круговой траектории по поверхности другой.
Признак ...токопроводы прикрепляются непосредственно к каждой детали и контрольно-измерительному прибору и одной из деталей с помощью коленчатых валов задается возвратно-поступательное круговое движение, обеспечивающее скольжение одной детали по круговой траектории по поверхности другой является новым, так как в известных способах прямого (без применения токосъемников) измерения малых токов ранее не применялся.
О существенности признака можно заключить из следующего:
1. Признак позволяет производить прямое (без применения токосъемников) измерение малых токов между трущимися деталями, когда одна из них движется по круговой траектории по поверхности другой.
2. Возможность проводить прямые и в течение всего времени исследований измерение малых токов между двумя трущимися деталями позволяет значительно расширить число излучаемых показателей при ис- следованиях и обеспечить высокую надежность и достоверность этих показателей, и за счет этого, в кратное число раз сократить сроки на исследования этих показателей.
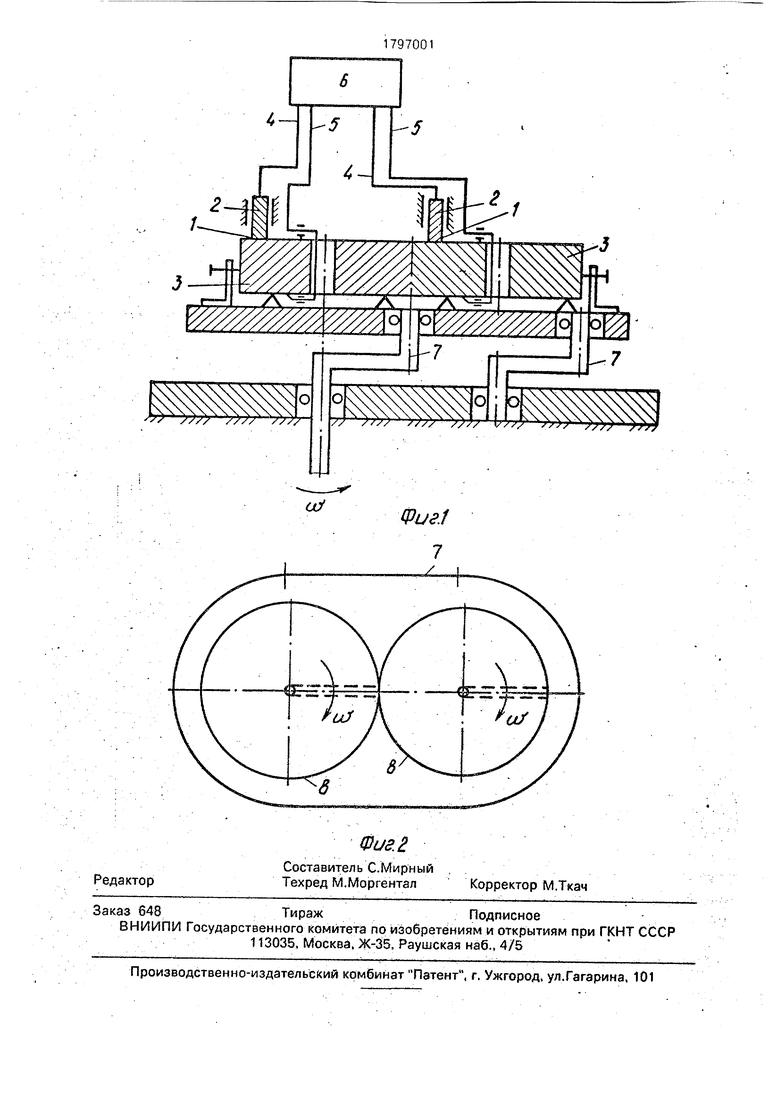
На фиг.1 приведена схема прямого измерения малых токов в зоне трения деталей; на фиг.2 - вид сверху устройства, обеспечивающего выполнение способа, и траектории
движения неподвижной детали по поверхности детали, совершающей возвратно-поступательное круговое движение.
В способе (фиг.1 и 2) прямого измерения малых токов в зоне 1 трения деталей 2
и 3 при изучении процессов их изнашивания, в котором.одна из этих деталей (3) длительное время непрерывно движется по круговой траектории по поверхности другой детали 2, установленной неподвижно, и тоКц измеряют в течение всего исследования, токопроводы 4,5 прикрепляются непосредственно к каждой детали 2,3 и к контрольно- измерительному прибору 6, и одной из деталей 3 с помощью коленчатых валов 7
задается возвратно-поступательное круговое движение, обеспечивающее скольжение детали 2 по круговой траектории 8 по поверхности детали 3.
При исследованиях деталь 2 устанавливается неподвижно и прижата к поверхности детали 3. Деталь 3, установленная на столе, приводимом в движение коленчатыми валами 7, совершает круговое возвратно-поступательное движение. При этом
токопровод 4, прикрепленный к детали 2, и контрольно - измерительный прибор 6 неподвижны, атокопровод 5, прикрепленный к детали 3 11 контрольно-измерительному прибору
6, совершает легкие колебания, незначиельное изменение длины токопровода 5 компенсируется подпружиненной петлей токопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для испытания инструментальных материалов на изнашиваемость | 1991 |
|
SU1797006A1 |
| ТОКОСЪЕМНИК | 1991 |
|
RU2006113C1 |
| УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ ТЕМПЕРАТУРЫ В ЗОНЕ ТРЕНИЯ МЕТОДОМ ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ | 1997 |
|
RU2138787C1 |
| СПОСОБ ФРИКЦИОННО-МЕХАНИЧЕСКОГО НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ | 1998 |
|
RU2157860C2 |
| Способ восстановления подшипников скольжения коленчатого вала | 1990 |
|
SU1754390A1 |
| УСТРОЙСТВО ОПОРНОЙ ЧАСТИ | 1999 |
|
RU2164271C1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ ДЕТАЛЕЙ | 2010 |
|
RU2446920C2 |
| СПОСОБ ПЕРЕДАЧИ ЭЛЕКТРОЭНЕРГИИ МЕЖДУ ПОДВИЖНЫМИ ЧАСТЯМИ ОБЪЕКТА | 2020 |
|
RU2738252C1 |
| СПОСОБ ПРОВЕРКИ ДЕФЕКТА ОПОР ГИРОУЗЛА В ПОПЛАВКОВОМ ГИРОСКОПИЧЕСКОМ ДАТЧИКЕ УГЛОВОЙ СКОРОСТИ (ВАРИАНТЫ) | 2019 |
|
RU2730369C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ | 1996 |
|
RU2095492C1 |
Изобретение предназначено для измерения малых токов в зоне трения деталей при изучении процессов их изнашивания. Цель изобретения - повышение точности измерения. Одна из деталей 3 длительное время непрерывно движется по круговой траектории по поверхности другой детали 2, установленной неподвижно, и токи измеряются в течение всего исследования. Токо- проводы4,5 прикрепляются непосредственно к каждой детали 2,3 и контрольно-измерительному прибору 6. Детали 3 с помощью коленчатых валов 7 задается возвратно-поступательное круговое движение, обеспечивающее скольжение детали 2 по круговой траектории на поверхности детали 3. 2 ил.
Фор мул а изобретения .
Способ измерения малых токов в зоне трения деталей, заключающийся в том, что одну деталь устанавливают неподвижно, второй детали задают перемещение и с помощью измерительного средства в процессе перемещения осуществляют измерение
малых токов в зоне трения деталей, отличающийся тем, что, с целью повышения точности измерения, перемещение второй детали задают круговое возвратно-поступательное, а обе детали соединяют с измерительным средством посредством соответствующих токопроводов.
Редактор
Фиг.2
Составитель С.Мирный Техред М.Моргентал
Корректор М.Ткач
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Барон Л.И ., Глатман Л.Б | |||
| Износ инструментов при резании горных пород, - М.: Недра, 1969, с.121-126 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Крапивин М.Г | |||
| Горные инструменты | |||
| -М.: Недра | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
