Известны поточные лиши для термической обработки стальных изделий, состоящие из вибробункера, конвейерной ироходной печи и непрерывного конвейера.
Описываемый агрегат предназначен для одновременной гибки, рихтовки и закалки изделий тонкого сечения, например столовых ножей, вилок, ножниц и т. д. Особенность его заключается в том, что он снабжен штампами, сидящими в гнездах, смонтированных па валу ротора дисков, и связанными через нолзуны с неподвижно закреплеи 1ыми копирами, а нагревательное устройство выполнено в виде вертикальной щелевой печи.
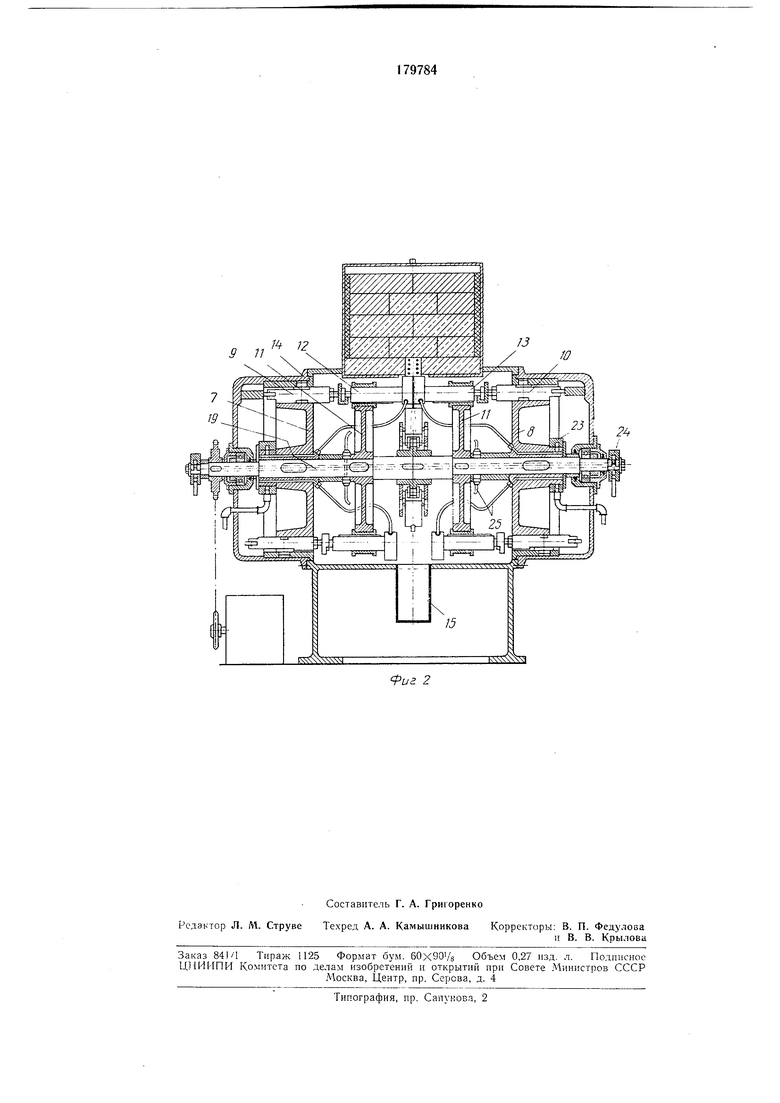
На фиг. 1 изображен описываемый агрегат в продольном разрезе; на фиг. 2 - то же, в поперечном разрезе.
Агрегат состоит из вибробункера / с лотком 2, электропечи 3 щелевого типа и цепного транспортера 4. На роторе 5 иепного транспортера 4 смоитированы зажимы 6 для изделий, барабаны 7 и S с нол.зунами 9 и 10 и диски-блокодержатели 11, несущие штампы (сменные инструментальные блоки) 12 и 13. В двух гнездах (стаканах) 14 смонтированы копиры и лоток 15, иаправляющий термообработанные изделия в сборник или на транспортер для последующих операций. Привод ведущего вала цепного транспортера состоит из электродвигателя 16, вариатора 17, редуктора 18 и цепной передачи 19.
Вилки, ножи или другие изделия загружаются в вибробункер, из которого по лотку 2 в ориентированном положении поступают в сменпые для разных изделий зажимы по две штуки.
Зажимы надеты на вертикальные стерл ни 20, прикрепленные к звеньям цепи транспортера.
Зажимы с изделиями, перемещаясь на роликах 21 по направляющим пазам 22, поднимаются и заводят верхнюю часть изделия, которая подлежит закалке, в зону нагрева печи. В коице печи изделия, нагретые до требуемой температуры, выносятся из зоны нагрева с
помощью зажимов. В этот момент ползуны 9 н 10, перемещаясь но копирам, закрепленным в гнездах, сжимают щтамны 12 и 13, в которых производятся рихтовка и одновременная закалка изделий, а также гибка рожков вил ок.
Штампы с изделиями охлаждаются нроточной водой через нодвижные муфты 23 и 24 и гибкие шланги 25. После закалки изделий штампы при помощи копиров и ползунов разжимаются, изделия попадают в лоток 15, по которому выводятся из цикла.
и других, состоящий из вибробункера, непрерывного цепного конвейера, несущего зажимы для изделий, и нагревательного устройства, отличающийся тем, что, с целью одновременной гибки, рихтовки и закалки изделий при их ненрерывном движении по конвейеру, он снабжеи штампами, сидящими в гнездах, смонтированных на валу ротора дисков, и связанными через ползуны с неподвижно закрепленнымн копирами, а нагревательное устройство .выполнено в виде вертикальной щелевой печн.
| название | год | авторы | номер документа |
|---|---|---|---|
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
| Автомат для завертки конфет"вперекрутку | 1974 |
|
SU516580A1 |
| Устройство для запрессовки деталей типа скобообразной пружины | 1973 |
|
SU492372A1 |
| Установка для термообработки стержневых изделий | 1989 |
|
SU1740441A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| Роторно-конвейерная машина | 1988 |
|
SU1574479A1 |
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Устройство для упаковки в пеналы стержнеобразных изделий | 1990 |
|
SU1794805A1 |
| Роторное питающее устройство | 1985 |
|
SU1266706A1 |

S 7/
fua 2
