Изобретение относится к обработке материалов резанием и может быть использовано при изготовлении заготовок и деталей из толстолистового проката на фрезерных станках с ЧПУ на предприятиях машине- и приборостроения в условиях единичного и серийного производства.
Целью изобретения является повышение производительности процесса за счет исключения последующей доработки заготовок с уступом по всему периметру и повы- шения коэффициента использования материала за счет порядка отделения заготовок друг от друга.
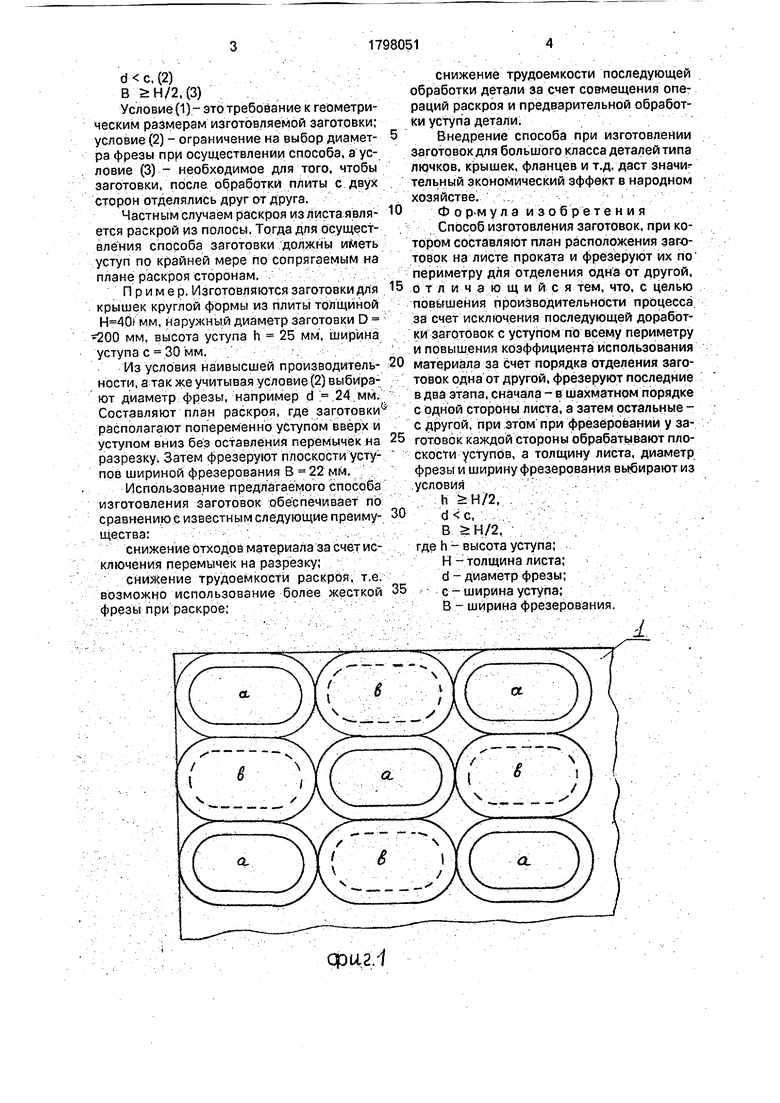
На фиг. 1 изображен план раскроя при изготовлении заготовок предлагаемым способом: на фиг. 2 - то же, после фрезерования плоскости уступов с первой стороны; на фиг. 3 - то же, со второй стороны; на фиг. 4 - сечение А-Д на фиг. 2; на фиг. 5 - сечение Б-Б на фиг. 3.
Для осуществления способа вначале составляют план раскроя, где располагают заготовки оптимальным образом, но без оставления припуска на разрезку и, чередуя их попеременно уступом вверх (детали а) и уступом вниз (детали в) на фиг. 1, например, в шахматном порядке. Затем на стол станка с ЧПУ устанавливают и закрепляют толстолистовой прокат - плиту 1 с подготовленными базовыми сторонами 2 и 3 (фиг. 2) и фрезеруют по программе плоскости уступов тех заготовок, которые на плане расположены уступом вверх. После обраГЧггки всех заготовок плиту 1 переворачивают и устанавливают на те же базовые стороны 2 и 3, а затем фрезеруют плоскости уступов оставшихся заготовок, которые после переворота плиты лежат уступом вверх (фиг. 3).
На фиг. 4 и 5 видно, что для осуществления способа необходимо, чтобы выполнялись следующие условия:
h H/2,(1)
ел
t
VJ о
00
о ел
10
15
,(2)
В ЈН/2,(3)
Условие (1)- это требование к геометриеским размерам изготовляемой заготовки; словие (2) - ограничение на выбор диаметра фрезы при осуществлении способа, а усовие (3) - необходимое для того, чтобы аготовки, после обработки плиты с двух торон отделялись друг от друга.
Частным случаем раскроя из листа является раскрой из полосы. Тогда для осуществления способа заготовки должны иметь ступ по крайней мере по сопрягаемым на плане раскроя сторонам.. :.
Пример. Изготовляются заготовки для крышек круглой формы из плиты толщиной : ) мм, наружный диаметр заготовки D : 00 мм, высота уступа h 25 мм, ширина . уступа с« 30 мм. . // .
Из условия наивысшей производитель- 20 ности, а та к же учитывая условие (2) выбирают диаметр фрезы, например d.24.MM. Составляют план раскроя, где заготовки располагают попеременно уступом вверх и уступом вниз без оставления перемычек ;на разрезку. Затем фрезеруют плоскости уступов шириной фрезерования В 22 мм, ; ,
Использование предлагаемого способа
изготовления заготовок обеспечивает по
сравнению с известным следующие преимущества: : : . . /. -
снижение отходов материала за счет исключения перемычек на разрезку;
снижение трудоемкости раскрйя, т.е. возможно использование более жесткой фрезы при раскрое;.:
я®
25
30
35
10
15
: : .
20
25
30
35
снижение трудоемкости последующей обработки детали за счет совмещения операций раскроя и предварительной обработки уступа детали;
Внедрение способа при изготовлении заготовок для большого класса деталей типа лючков, крышек, фланцев и т.д. даст значи - тельный экономический эффект в народном хозяйстве.
Фор-мула изобретения
Способ изготовления заготовок, при котором составляют план расположения заготовок на листе проката и фрезеруют их по периметру для отделения одна от другой, от л и чаю щ и и с я тем, что, с целью повышения производительности процесса за счет исключения последующей доработки заготовок с уступом по всему периметру и повышения коэффициента использования материала за счет порядка отделения заготовок одна от другой, фрезеруют последние в два этапа, сначала - в шахматном порядке с одной стороны листа, а затем остальные - с другой, при этом при фрезеровании у заготовок каждой стороны обрабатывают плоскости уступов, а толщину листа, диаметр фрезы и ширину фрезерования выбирают из
.УСЛОВИЯ. . ...:
h Ьн/2, :
, .-:. :: -. .-. .
В Н/2/ : где h - высота уступа; Н-толщина листа; d-диаметр фрезы; с-ширина уступа; В ширина фрезерования.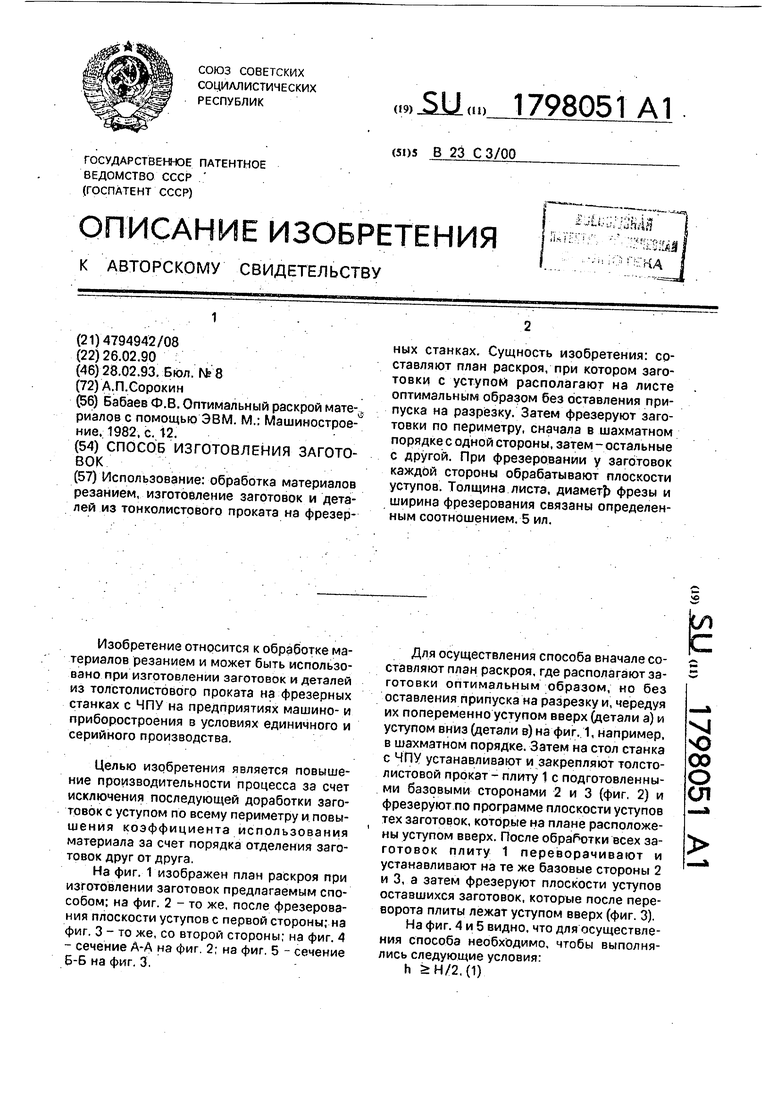
| название | год | авторы | номер документа |
|---|---|---|---|
| Фрезерный станок для обработки деревянных брусковых заготовок | 1988 |
|
SU1618653A1 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ ПАЗОВ В ТОНКОСТЕННЫХ ДЕТАЛЯХ | 2016 |
|
RU2645827C2 |
| Способ обработки узких глубоких канавок в заготовках из вязких сплавов | 1987 |
|
SU1516255A1 |
| СПОСОБ ПЛАЗМЕННО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2463142C2 |
| Линия изготовления щитовых деталей | 1986 |
|
SU1445962A1 |
| Способ производства толстых листов из низколегированных малоуглеродистых сталей на реверсивном стане | 2021 |
|
RU2765972C1 |
| СПОСОБ УПРАВЛЕНИЯ ТРЕХКООРДИНАТНЫМ ФРЕЗЕРНЫМ СТАНКОМ С ЧПУ ПРИ ДЕКОРИРОВАНИИ ЛИЦЕВОЙ ПОВЕРХНОСТИ ПАНЕЛИ МЕБЕЛИ ИЗ ДРЕВЕСИНЫ С МИНИМАЛЬНОЙ ШЕРОХОВАТОСТЬЮ | 2014 |
|
RU2571009C2 |
| Способ изготовления пакета лопаток паровой турбины | 2022 |
|
RU2781617C1 |
| Способ фрезерования крупногабаритных деталей на станках с ЧПУ | 1986 |
|
SU1373493A1 |
Использование: обработка материалов резанием, изготовление заготовок и деталей из тонколистового проката на фрезерных станках. Сущность изобретения: составляют план раскроя, при котором заготовки с уступом располагают на листе оптимальным образом без оставления припуска на разрезку. Затем фрезеруют заготовки по периметру, сначала в шахматном порядке с одной стороны, затем - остальные с другой. При фрезеровании у заготовок каждой стороны обрабатывают плоскости уступов. Толщина листа, диаметр фрезы и ширина фрезерования связаны определенным соотношением. 5 ил.
OpU2/f
Т
ЦМ л |- М .
/.,-- --- - . А vX --:--i . S N f .y
/м
тсг
.. -. - :/
V
фи.г. -.v .-u-.w.-; - --J
4 V X
4 V:/
- . ч --
.. у $:хллчу ф - f - . .y i,|;;
LLi22
.fe..v; .
авиг. г
/м
.. -. - :/
Те
фи.г.3
| Бабаев Ф.В | |||
| Оптимальный раскрой мате- риалов с помощью ЭВМ | |||
| М.: Машинострое- ние, 1982, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
