Изобретение относится к обработке материалов резанием и найдет применение в машиностроении при изготовлении валов с канавками и пазами..
Целью изобретения является повышение производительности за счет обработки всех пазов за один проход.
.На фиг. 1 изображена кинематическая схема обработки пазов; на фиг. 2 - неравномерное, расположение пазов на заготовке; на фиг. 3 - размещение режущих зубьев фрезы для обработки пазов по фиг. 2.
Обработку пазов на заготовке 1 осуществляют дисковой фрезой 2, ось 3 которой устанавливают под углом rj к оси 4 заготовки. Фрезу 2 оснащают Z режущими зубьями 5, которые располагают равномерно по окружности, если пазы на заготовке расположены равномерно. Если же пазы расположены неравномерно, то режущие зубья фрезы объединяют в N одинаковых групп, в каждой из которых из которых количество режущих зубьев равно числу обрабатываемых пазов. Углы между режущими зубьями задают в N раз меньше соответствующих
углов между пазами, например, тгт и а, /5/М и / и т,д., где «(#)..- угол между соседними пазами, -кп (Ј) угол между соответствующими режущими зубьями,
ч В процессе обработки заготовке сообщают вращение Bi вокруг оси 4 с частотой щ, а фрезе - вращение Вг вокруг оси 3 с частотой П2 и относительное движение подXI о
00
о ел
о
дни S. Отношение I частот ni и П2 задают по соотношению :,- :
-J11-JL
ГП .
где Z - количество режущих зубьев фрезы;
m - количество рбрабать1ваемых пазов.
Скорости V относительного перемещения режущих зубьев фрезыи заготовки равна геометрической сумме окружных скоростей заготовки Vi и-, фрезы Л/2. Направления вращательных движений Bi и Ва задуют та кими;. чтобы скорость V была направлена вдоль обрабатываемого лаза.
Для выполнения этого условия г; между осями фрезы и Заготовки определи .ют по зависимости -л- ; ; г .; : . v,/Ъ
7/ rt-arcsin.
Vi
V2
или.
.||||
Следовательно,-- . /v: - и.--;;
- -arcsin::0i, ;/; ;.
. Так, кик согласно фиг. 1,
: ; УС П2 p 2 - d 2i2 ;, V:V: -K;: Ј::;K.;
то частоту вращения фрезы при заданной скорости резания V задают по зависимости
i ()
а частоту вращеййязаготавки;/;-; ; ;ч;;
/ ... ::-.;.- - - ; :v- - :.--.v: -: (4);..;
MafbZмаксимально возможным к расчетно: мупо(5). . Каждый из пазов может быть обработан определеннымй режущими зубьями, что по5 зволяет за .один проход обрабатывать несколько пазов различной ширины и формы, например, прямоугольные и треугольйые. При обработке таких деталей известным Способом каждый из пазов обрабатываете
Ю фрезой соответствующей ширины и формы, нто требует смены инструмента. Исключение этой операции припред лвг аемрм-сп.о/:;7 0;6 е. Уакж.е;; 6;бес.п-е йвает;-;лрв ы.шён1/|е ; производительности обработки; . -л
15, .. п ри мё р. Диаметр заготовки б-35мм; количество пазов m 3; расположение пазов- неравномерное; угол между первым и
.. вторым пазом « 90°; угол между вторым и третьим пазом - 180°; угол между третьим и первым пазом у 90,: ;
j-::;;. Фреза дисковая диаметром - D :T2Q мм; скорость резания V 85 м/мин;1 подача
./;7 .на зуб-Sz-0 02 мм. ;. ;.- ; . ..;-:; : :;: ; ... Фрезу оснащаютZ зубьями, количество
25 которых, согласно(5Х : v;/;,. : ;-- . .-;. :. 120 .
20
10,3
v
.;
й и
;;
..;
40
Так как пази расположены неравномерно, : , то режущие зубья: должны быть объединены 30 в группы в каждой из которых по 3 зуба. В ; этой связи и учитывая, что Z tO фрезу оснащают 9 зубьями, разделёнными на три одинаковые группы ( 3). В каждой группе режущие зуб ья располагав неравномерно: /35 .угол между/первым и вторым зубьями устанавливают равным - - - ОА
и
третьим
30 угол зубьями
между .вторым
о : 4ОП . ;.; ,-.:. .-.. , -:
й - -ъ 60° и. угол между третьим зубом : ; первой группы и первым зубом второй груп- : пы || Ш зо°ит.й : : , ; .
.:; :/ /,... .О ; . : -
Отношение Частот вращательных дви- 45 кенйй заготовки и фрезы настраивают по (1)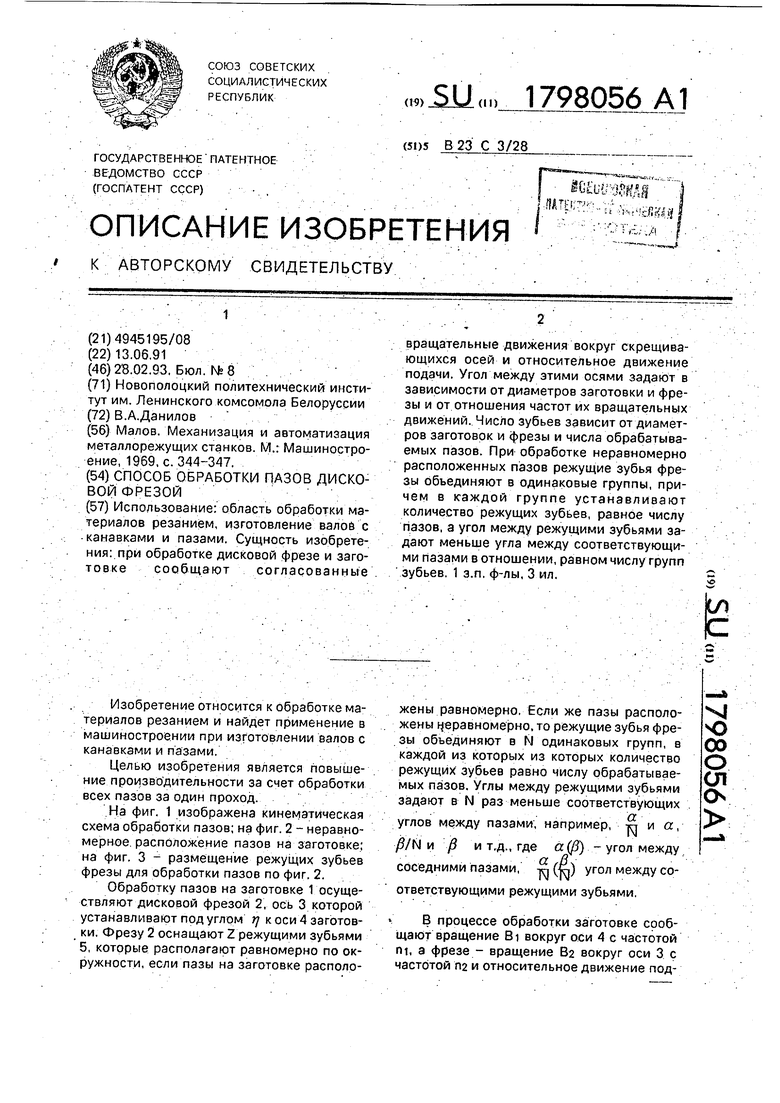


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798053A1 |
| Способ точения сложных поверхностей | 1991 |
|
SU1816535A1 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798055A1 |
| Способ обработки бочкообразных зубчатых колес | 1984 |
|
SU1255318A1 |
| Способ обработки некруглых цилиндрических поверхностей | 1985 |
|
SU1662770A1 |
| Способ изготовления гиперболоидных зубчатых колес | 1991 |
|
SU1819196A3 |
| Торцовая ступенчатая фреза | 1987 |
|
SU1495023A1 |
| СПОСОБ ОБРАБОТКИ ВИНТОВ ГЕРОТОРНЫХ ВИНТОВЫХ НАСОСОВ | 2001 |
|
RU2209129C1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЧАТЫХ КОЛЕС | 1996 |
|
RU2169060C2 |
| СПОСОБ ФРЕЗЕРНОЙ ОБРАБОТКИ ДВУХ ТЕЛ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2317876C2 |
Использование: область обработки материалов резанием, изготовление валов с канавками и пазами. Сущность изобретения: при обработке дисковой фрезе и заготовке сообщают согласованные вращательные движения вокруг скрещивающихся осей и относительное движение подачи. Угол между этими осями задают в зависимости от диаметров заготовки и фрезы и от отношения частот их вращательных движений. Число зубьев зависит от диаметров заготовок и фрезы и числа обрабатываемых пазов. При обработке неравномерно расположенных пазов режущие зубья фрезы объединяют в одинаковые группы, причем в каждой группе устанавливают количество режущих зубьев, равное числу пазов, а угол между режущими зубьями задают меньше угла между соответствующими пазами в отношении, равном числу групп зубьев. 1 з.п, ф-лы, 3 ил. ч ё
,Ш .
Величина -g- i в (2) должна быть меньше .пг
единицы, т.е. . i -pr- 1. Следователь- 50 Угол между Осями фрезы и заготовки
L/ i- i, ;..:.;.. :. . . . : - . /Г)Л- - ,
но, число зубьев фрезы должно удовлетво-, w . vy : . ..
рять условно /.. ; ;: - .. .. . -.. . - . - ; ос :
: / ; ;, ;.j; J-arcsin gj-3 29p,
,. . . ® ,55:fe -::::--;-:-vSK.h - /.::;. . :-;
Частота вращения фрезы, согласно (3), Так как Технологическая производи-.
85 10J
-1
те льность пропорциональна числу зубьев, то для ее повышения рекомендуетсй прини
,Ш .
пг
тота вращения фрезы, согласно (3),
П2
85 10J
ДУ120 -35 -3
465,7 мин
-1
Фиг 3
| Малов | |||
| Механизация и автоматизация металлорежущих станков | |||
| М.: Машиностроение, 1969, с | |||
| Способ получения жидкой протравы для основных красителей | 1923 |
|
SU344A1 |
