Изобретение относится к прокатному производству и может быть использовано при прокатке рельсовых профилей, преимущественно остряковых рельсов, характеризующихся массивной шейкой, различной шириной фланцев подошвы и большим уклоном боковой поверхности малого фланца.
Целью изобретения является повышение точности формообразования профиля.
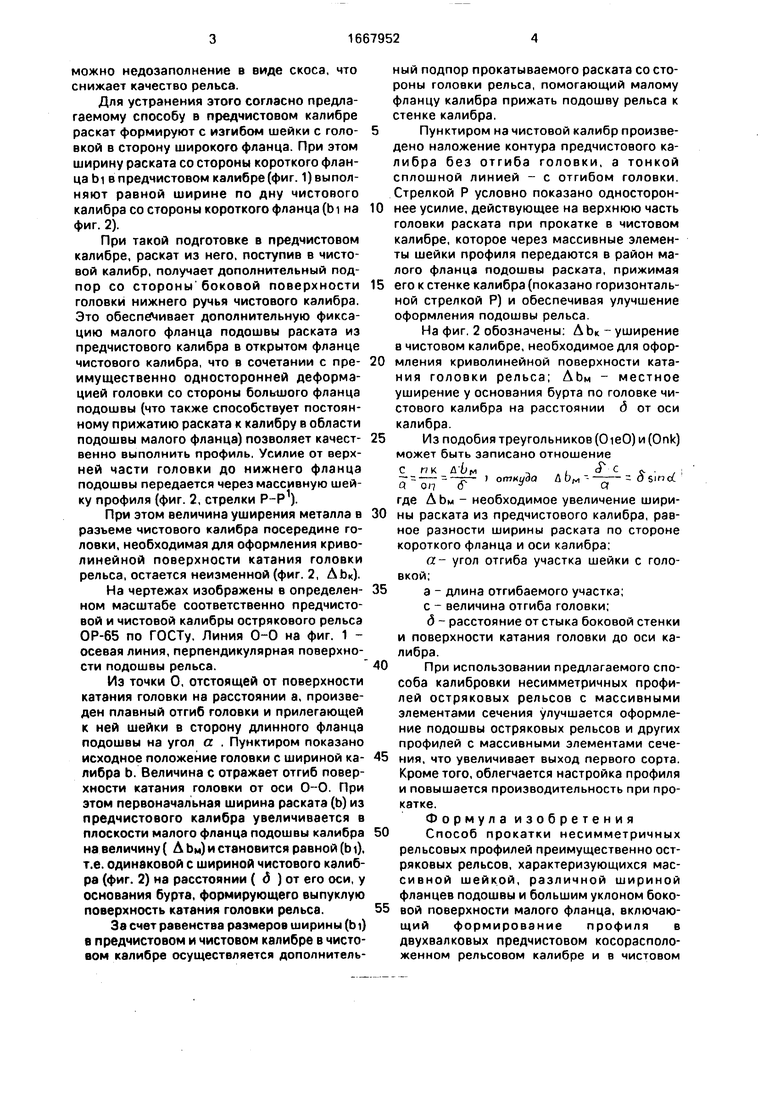
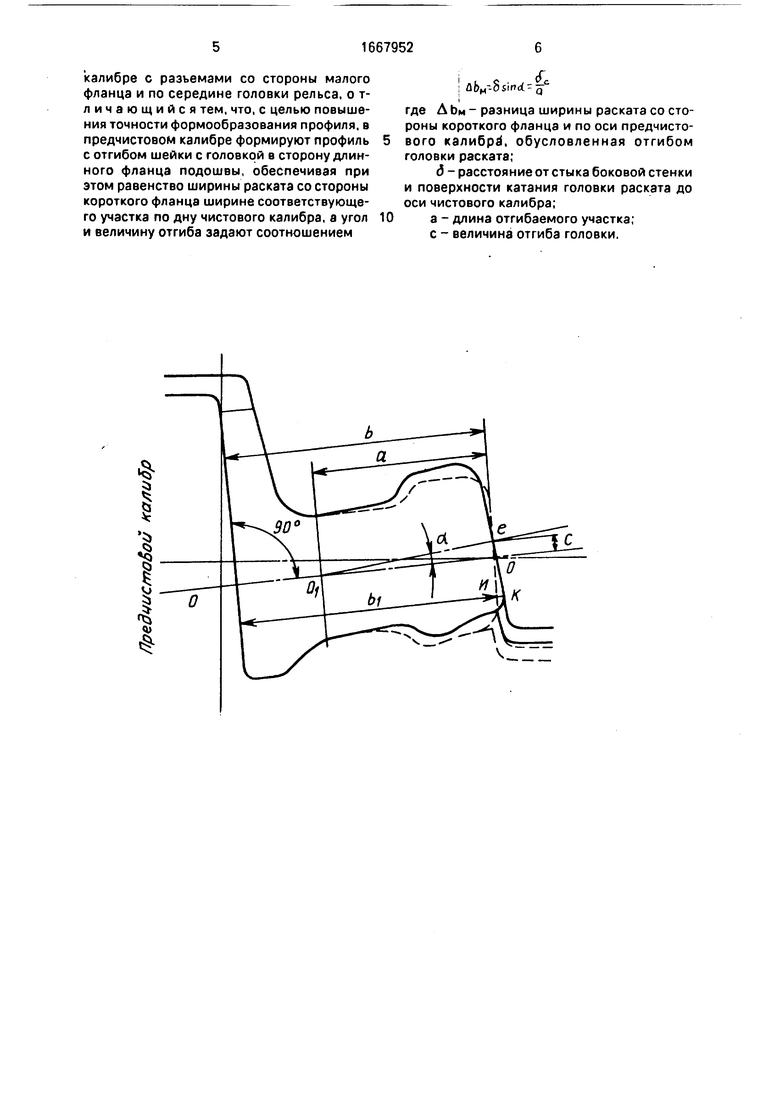
На фиг, 1 показано формирование профиля в предчистовом калибре; на фиг. 2 - то же, в чистовом калибре.
Прокатка профиля на заключительной стадии осуществляется в двухвалковых калибрах, косорасположенном предчистовом калибре и в чистовом калибре, выполненном с разъемами в сторону малого фланца и посередине поверхности катания головки. При прокатке профилей типа остряковых рельсов большая величина уклона короткого фланца не обеспечивает устойчивой фиксации раската в чистовом калибре, что усугубляется также формированием поверхности катания головки рельса за счет свободного уширения в направлении разъема калибра. В результате влияния этих факторов на наружной поверхности подошвы рельса со стороны короткого фланца возOs
о
VI
ю ел ю
можно недозаполнение в виде скоса, что снижает качество рельса.
Для устранения этого согласно предлагаемому способу в предчистовом калибре раскат формируют с изгибом шейки с головкой в сторону широкого фланца. При этом ширину раската со стороны короткого фланца bi в предчистовом калибре (фиг. 1) выполняют равной ширине по дну чистового калибра со стороны короткого фланца (Ь1 на фиг. 2).
При такой подготовке в предчистовом калибре, раскат из него, поступив в чистовой калибр, получает дополнительный подпор со стороны боковой поверхности головки нижнего ручья чистового калибра. Это обеспечивает дополнительную фиксацию малого фланца подошвы раската из предчистового калибра в открытом фланце чистового калибра, что в сочетании с преимущественно односторонней деформацией головки со стороны большого фланца подошвы (что также способствует постоянному прижатию раската к калибру в области подошвы малого фланца) позволяет качественно выполнить профиль. Усилие от верхней части головки до нижнего фланца подошвы передается через массивную шейку профиля (фиг. 2, стрелки Р-Р ).
При этом величина уширения металла в разъеме чистового калибра посередине головки, необходимая для оформления криволинейной поверхности катания головки рельса, остается неизменной (фиг. 2, ДЬк). На чертежах изображены в определенном масштабе соответственно предчисто- вой и чистовой калибры острякового рельса ОР-65 по ГОСТу. Линия 0-0 на фиг. 1 - осевая линия, перпендикулярная поверхности подошвы рельса.
Из точки О, отстоящей от поверхности катания головки на расстоянии а, произведен плавный отгиб головки и прилегающей к ней шейки в сторону длинного фланца подошвы на угол а , Пунктиром показано исходное положение головки с шириной калибра Ь. Величина с отражает отгиб поверхности катания головки от оси 0-0. При этом первоначальная ширина раската (Ь) из предчистового калибра увеличивается в плоскости малого фланца подошвы калибра на величину ( А Ьм) и становится равной (b i), т.е. одинаковой с шириной чистового калибра (фиг. 2) на расстоянии ( 5 ) от его оси, у основания бурта, формирующего выпуклую поверхность катания головки рельса.
За счет равенства размеров ширины (bi) в предчистовом и чистовом калибре в чистовом калибре осуществляется дополнительный подпор прокатываемого раската со стороны головки рельса, помогающий малому фланцу калибра прижать подошву рельса к стенке калибра.
Пунктиром на чистовой калибр произведено наложение контура предчистового калибра без отгиба головки, а тонкой сплошной линией - с отгибом головки. Стрелкой Р условно показано односторон0 нее усилие, действующее на верхнюю часть головки раската при прокатке в чистовом калибре, которое через массивные элементы шейки профиля передаются в район малого фланца подошвы раската, прижимая
5 его к стенке калибра (показано горизонтальной стрелкой Р) и обеспечивая улучшение оформления подошвы рельса.
На фиг. 2 обозначены: ДЬк - уширение в чистовом калибре, необходимое для офор0 мления криволинейной поверхности катания головки рельса; ЛЬМ - местное уширение у основания бурта по головке чистового калибра на расстоянии д от оси калибра.
5 Из подобия треугольников (OieO) и (Опк) может быть записано отношение
С П К Д U (Л
- откуда
0
5
0
5
0
5
, «Г с , A - -- о smoC
а. on f у сг
где ДЬм - необходимое увеличение ширины раската из предчистового калибра, равное разности ширины раската по стороне короткого фланца и оси калибра;
а- угол отгиба участка шейки с головкой;
а - длина отгибаемого участка;
с - величина отгиба головки;
д - расстояние от стыка боковой стенки и поверхности катания головки до оси калибра.
При использовании предлагаемого способа калибровки несимметричных профилей остряковых рельсов с массивными элементами сечения улучшается оформление подошвы остряковых рельсов и других профилей с массивными элементами сечения, что увеличивает выход первого сорта. Кроме того, облегчается настройка профиля и повышается производительность при прокатке.
Формула изобретения
Способ прокатки несимметричных рельсовых профилей преимущественно остряковых рельсов, характеризующихся массивной шейкой, различной шириной фланцев подошвы и большим уклоном боковой поверхности малого фланца, включающий формирование профиля в двухвалковых предчистовом косорасполо- женном рельсовом калибре и в чистовом
калибре с разъемами со стороны малого фланца и по середине головки рельса, о т- личающийся тем, что, с целью повышения точности формообразования профиля, в предчистовом калибре формируют профиль с отгибом шейки с головкой в сторону длинного фланца подошвы, обеспечивая при этом равенство ширины раската со стороны короткого фланца ширине соответствующего участка по дну чистового калибра, а угол и величину отгиба задают соотношением
0
1 flbM-8sir d- C
I
где Д Ьм - разница ширины раската со стороны короткого фланца и по оси предчисто- вого калибра1, обусловленная отгибом головки раската;
д - расстояние от стыка боковой стенки и поверхности катания головки раската до оси чистового калибра;
а - длина отгибаемого участка;
с - величина отгиба головки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2003 |
|
RU2241556C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2016 |
|
RU2627140C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2019 |
|
RU2710410C1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| Способ калибровки рельсов | 1987 |
|
SU1445823A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Система прямополочных калибров для прокатки рельсов | 1979 |
|
SU869869A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
Изобретение относится к прокатному производству и может быть использовано при прокатке рельсовых профилей преимущественно остряковых рельсов, характеризующихся массивной шейкой, различной шириной фланцев подошвы и большим уклоном боковой поверхности малого фланца. Целью изобретения является повышение точности формообразования профиля. Для этого в предчистовом косорасположенном калибре раскат формируют от гибкой шейки с головкой в сторону длинного фланца подошвы, обеспечивая при этом равенство ширины раската по стороне короткого фланца ширине соответствующего участка по дну чистового калибра, выполненного с разъемами в сторону малого фланца по середине головки. В результате этого при отсутствии в чистовом калибре верхней части головки в условиях отсутствия свободы уширения нижней ее части через массивную шейку передается усилие подпора в короткий фланец, поджимающий его к стенке калибра, что исключает возможность недовыполнения подошвы на участке короткого фланца. Вместе с тем повышается устойчивость положения раската в чистовом калибре, слабо фиксируемого со стороны подошвы из-за большого уклона короткого фланца, что облегчает настройку, повышает производительность стана. 2 ил.
-Г-ГГ
Риг. 2
4Ь
| Металлург, 1974, № 9, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
