Изобретение относится к прокатному производству и может быть использовано при калибровке прокатных валков,преимущественно для чистовых и промежуточных проходов, при прокатке фланцевых профилей, например рельсов,балок, с применением косорасположенных или закрытого типа калибров, в частности при проточке калибров таких валков по мере износа.
Цель изобретения - снижение расхода валков.
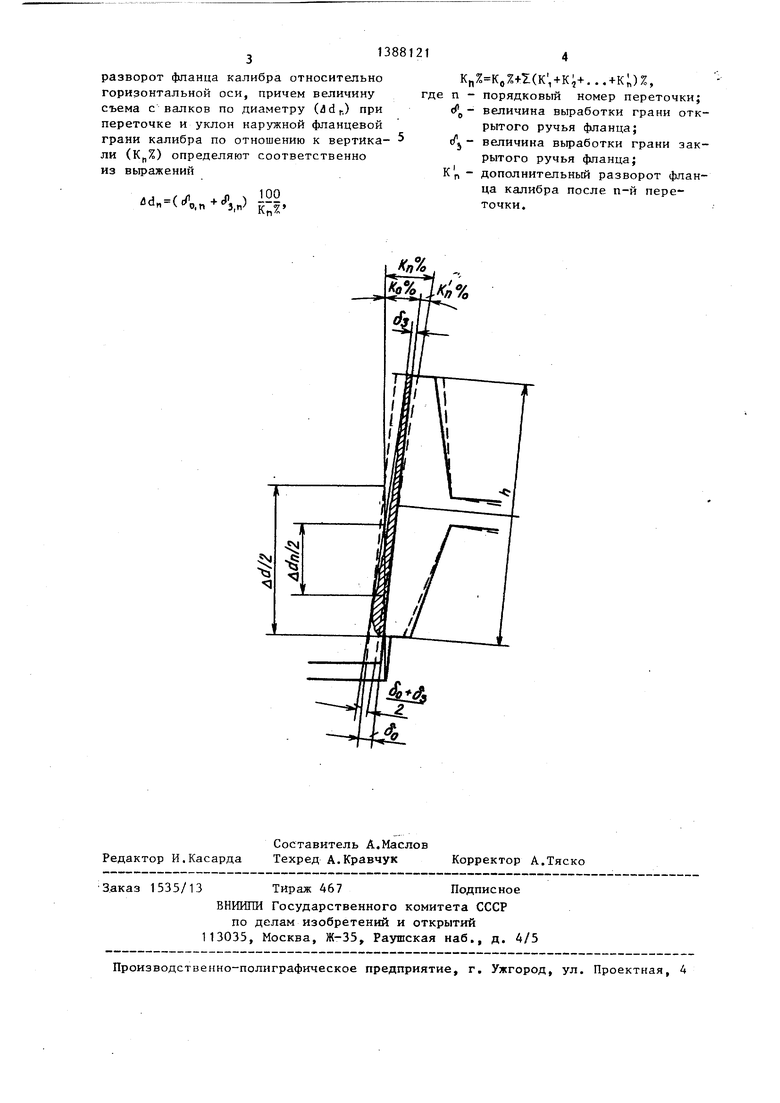
На чертеже показаны известный и предлагаемый способы кадибровки про- катных валков для чистового рельсового калибра с верхним закрытым и нижним открытым фланцами подошвы.
Толстыми сплошными линиями (см. чертеж) показан участок подошвы рель- сового калибра при расточке новых валков. Уклон наружной поверхности подошвы рельса s калибре к вертикали составляет Кд%. Тонкой сплошной ломаной линией показана (заштрихована) зона выработки участка калибра, образующего наружную поверхность подошвы рельса. Величина выработки различна в районе открытого («/о) и закрытого (сГр фланцев при cP j 7o . Основы ваясь на максимальйой выработке калибра ((д) толстой пунктирной линией и величиной ud показана необходимая величина съема с калибра по диаметру при известном способе, предусматривающем сохранение уклонов граней калибра
100
да 2 -.
Ко/Ь
(1)
Предлагаемый способ показан тонкими пунктирными линиями и характеризу- ется следзпощими действиями.
Калибр разворачивается в сторону большей выработки до достижения равенства выработки наружной поверхности подошвы рельса в ручьях открытого и закрытого фланцев.
Величина выработки наружной поверхности подошвы рельсового калибра при этом по сравнению с известным способом уменьшается и становится
„ J o+A равной -т-.
В общем виде уклон Наружной грани подошвы рельсового калибра становится равным,
K % KO%+I(K;+KJ+...+K;,)%, (2) где - первоначальный уклон наружной грани подошвы рельсового калибра к вертикали;
I Kj. ..
..К - дополнительный разворот
калибра соответственно при переточках 1,2...п, %.
™- .100%, (3)
сЛ -с/ л 1 0,1 5л
100%, (4) /. -«,
к - К,-
.
О.П
5,п
100%,
(5)
5
0 5 О
5
G,
5
n
5
где h - высота фланцев при расстоянии
между rf. и еГ .
На чертеже показано, что величина съема с валков (dd ц) по предлагаемому способу значительно меньше по сравнению с известным способом (л d. Ad).
I Величина съема по диаметру при этом определяется по выражению
.н 100 , , - 100 ,,. Мп 22iJ- C oin + 09,n)-jj-.(6)
Возможности по восстановлению калибров по предлагаемому способу значительно расширяются за счет резкого уменьшения величины съема с валков По диаметру при ремонте при той же вьфаботке калибра.
Существенность дополнительного разворота калибра или отгиба фланцев в сторону участков с наибольшей выработкой состоит в том, что при дополнительном развороте уменьшается сама величина необходимого съема с валков по диаметру. За счет этого появляется возможность увеличения числа переточек валков при той же суммарной выработке валков, что позволяет экономить материал валков и способствует снижению себестоимости проката. Формула изобретения
Способ калибровки прокатных валков, преимущественно для чистовых и промежуточных проходов при прокатке фланцевых профилей с применением калибров косорасположенного или закрытого типа, предусматривающий уменьшение диаметров валков при переточках калибров, отличающийся тем, что, с целью снижения расхода валков, увеличивают постепенно, по мере переточек по износу, уклон на- P жнoй фланцевой грани калибра в Соответствии с разницей выработки по высоте этой стенки в открытом и закрытом ручьях фланца, изменяя при этом
разворот фланца калибра относительно горизонтальной оси, причем величину съема с валков по диаметру (ddr.) при переточке и уклон наружной фланцевой грани калибра по отношению к вертика- ли (К(,%) определяют соответственно из выражений
Ud (.
J } 122
o.n з,п-
Kn% Ko%-Kl(. ..+к;)%,
где n - порядковый номер переточки; величина вьфаботки грани открытого ручья фланца; ( - величина выработки грани закрытого ручья фланца; к р - дополнительный разворот фланца калибра после п-й переточки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАЛИБРОВКИ ПРОКАТНЫХ ВАЛКОВ ДЛЯ ПРОКАТКИ РЕЛЬСОВ | 1999 |
|
RU2197339C2 |
| Способ калибровки прокатных валков для прокатки рельсов | 1991 |
|
SU1799647A1 |
| СПОСОБ КАЛИБРОВКИ КОСОРАСПОЛОЖЕННЫХ КАЛИБРОВ С ЧЕРЕДУЮЩИМСЯ НАПРАВЛЕНИЕМ НАКЛОНОВ В ВАЛКАХ КЛЕТИ ДУО ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2018 |
|
RU2684126C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ПОДКЛАДОЧНЫХ ПОЛОС | 2019 |
|
RU2725547C1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| Чистовой двухвалковый калибр для прокатки рельсов | 1990 |
|
SU1731305A1 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 2019 |
|
RU2721265C1 |
| Способ прокатки фланцевых профилей | 1985 |
|
SU1271593A1 |
| СПОСОБ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ С ДВОЙНЫМИ УКЛОНАМИ ВНУТРЕННИХ ГРАНЕЙ ФЛАНЦЕВ ПОДОШВЫ | 2021 |
|
RU2764911C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2005 |
|
RU2293615C1 |
Изобретение относится к прокатному производству и может быть ис- . пользовано при калибровке прокатных валков, преимущественно для чистовых и промежуточных проходов при прокатке фланцевых профилей с применением калибров косорасположенного или закрытого типов, конкретнее при переточке калибров таких валков по мере износа. Цель изобретения - снижение расхода валков. Цель достигается тем, что наружную фланцевую грань калибра переставляют, после каждой перевалки с увеличением ее уклона, постепенно разворачивая при этом на больший угол косорасположенный калибр или фланцы закрытого калибра. При этом величина изменения уклона принимается в соответствии с фактической разницей выработки этих граней в открытом и закрытом ручьях калибра. Этим обеспечивается продление службы валков, так как в каждую переточку диаметр валков изменяется на меньшую величину, чем в случае переточек с сохранением начально заданных уклонов граней калибра и их положений. Соответственно увеличивается число возможных переточек до достижения минимально допустимого диаметра валков. 1 ил. г сл
| Чекмарев А.П., Машковцев Р.А | |||
| Износ прокатных валков, М.: Метул лургиздат, 1955, с.114 | |||
| Зайцев В.А | |||
| Работа на вальцетокар- ных станках, М.: Металлургиздаг, 1951, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
