Изобретение относится к обработке металлов давлением, преимущественно к горячей прокатке непрерывндлитых слябов в черновой группе клетей широкополосного стана.
Целью изобретения является повышение производительности процесса за счет интенсификации деформации слябов по ширине.
Поставленная цель достигается тем, что в способе, включающем прокатку в универсальных клетях с регламентированным обжатием в вертикальных валках, величину обжатия в вертикальных валках предшествующей (i-й) универсальной клети устанавливают из условия:
0,3 в| (ДУ° 85ехР(-0.065х.
LJBol
Вы
хАВв1Ра +ДВс|-ДВсТ+ДВв, Н§|
+1 +1 ,
ВНГ
где Д Вв - обжатие в вертикальных валках 1-й клети, мм;
HOI, Boi толщина и ширина раската на входе в 1-ю клеть, мм;
DB - диаметр вертикальных валков 1-й клети, мм;
Д Bci, Д Вс ПК-свободное уширение на основной части и переднем конце раската при обжатии в гopизoнfaльныx валках 1-й клети соответственно, мм;
Д Ввн( - вынужденное уширение , мм; Д - допустимое обжатие в вертикальных валках (+1)-й клети при установившемся процессе прокатки, мм;
Д Ввз)+1 - допустимое обжатие в вертикальных валках (1+1)-й клети по углу захвата при захвате переднего конца, мм, а прокатку раската в вертикальных валках последующей (1+1}-й клети осуществляют с допустимым обжатием.
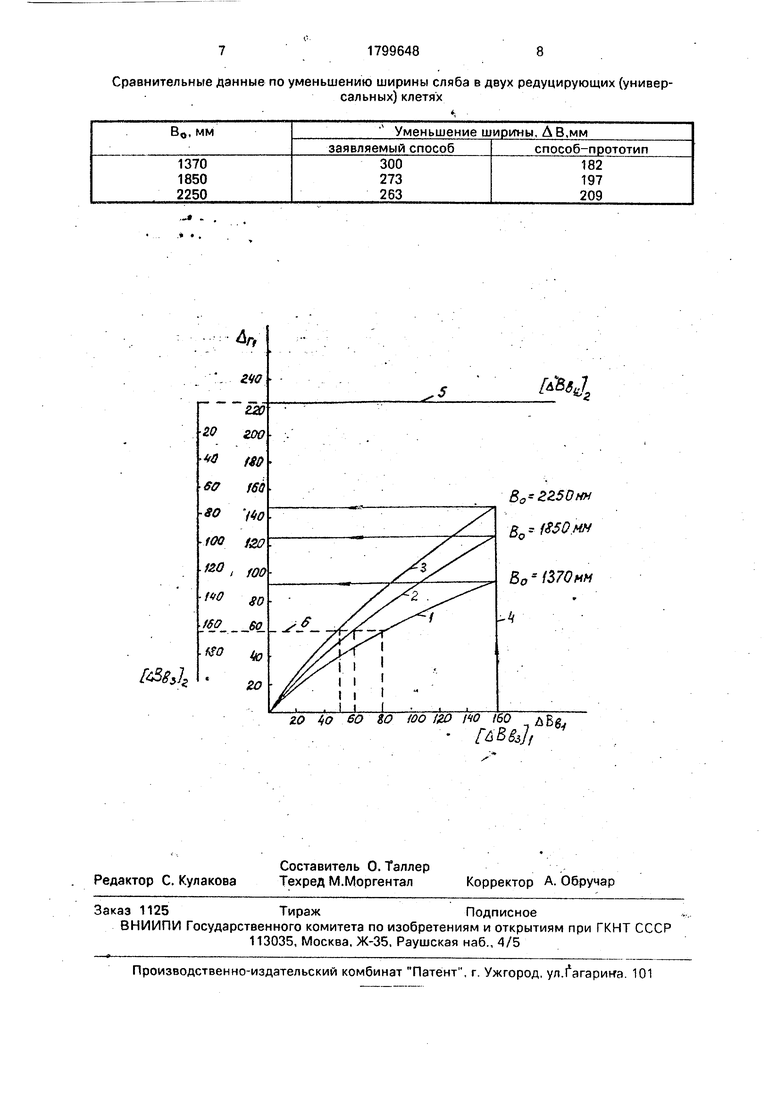
На чертеже показана экспериментальная зависимость утяжки переднего конца раската по ширине на выходе из унив сальной клети (Д Г1) при изменении обжатия в вертикальных валках (Д BBi) для раскатов с различной исходной шириной (кривые 1, 2 и 3) и фиксированной настройки горизонтальных валков. Вертикальная линия 4 соот(Л
С
Ч Ю Ю О СО
ветствует ограничению обжатия в вертикальных валках при захвате А . Горизонтальная линия 5 отсекает на оси ординат величину, равную допустимому обжатию при установившемся процессе в вертикальных валках второй универсальной клети Д ВВу. Перпендикулярно этой линии проведена ось ординат с началом в точке пересечения, на которой отложена величина допустимого обжатия при захвате в вертикальных валках второй.универсальной клети АВвзЬ- Для того, чтобы возможно было произвести максимальное обжатие основной части раската во вторых вертикальных валках (проходе), необходимо на выходе из первой клети сформировать зауженный раскат, причем величина утяжки должна быть не меньше разности между допустимым обжатием основной части и при захвате, т.е. Дм Д ВцзЬ- Выполнение этого условия позволит на переднем конце не превысить, допустимое обжатие по условиям захвата. Методически, с помощью приведенной на чертеже номограммы, определение параметров прокатки в вертикальных валках первой и второй клетей осуществляется следующим образом. Отложив на оси ординат Д величину предельного обжатия по условию захвата, проводим линию 6, параллельную оси абсцисс ДВВ1, которая отсекает на оси ординат Д-1 величину необходимого сужения переднего конца раската.,обеспечивающего захват и прокатку раската в вертикальных валках второй клети на предельных обжатиях (допустимого по условию захвата на переднем конце - Д ВвзЬ и допустимого для установившегося процесса на остальной части раската - Д . Опуская из точки пересечения указанной линии 6 с кривыми 1. 2 или 3 линии на ось Д ВВ1, определяем соответствующие обжатия в вертикальных валках первой клети для получения, при заданном обжатии в горизонтальных валках этой клети, требуемой величины утяжки переднего конца по ширине на выходе из клети.
Утяжка переднего конца раската на выходе из редуцирующего агрегата (универсальной клети) подчиняется следующей зависимости:
Дм Д Ь| + (Д Bci -ДВС|ПК) +
+ Д BBHI,(2) где ДВ| - утяжка переднего конца раската на выходе из вертикальных валков, мм;
Д Bci, Д BCinK - свободное уширение на основной части и переднем конце раската, соответственно, мм;
Д BBHi - вынужденное уширение, мм.
Параметры, входящие в выражение (2). определяются следующими эмпирическими зависимостями:
1 Ль, 0.3|i(fi)° 85exP (-0,065 х xAE4DBl); (3)
HЈI
В
ДВС| КС| Д Hi (0,28 -0,012 i +
+ 0,585
ДН Hoi
Мы
(4)
ДН,
Д ВС|ПК Д Bci 1 + 130 (3 - ) х
По
Hoi
Bol,
Er1
fci-M} Ш
A0-1 HOI/ (он/
1.75
(5)
0,8 KK 0.786 + ABBi-5pX
ДВвн
/0,0142 4,84
( €,.
eii
(6)
5
0
5
0
5
0
5
где Hot, Нц, Д Hi - соответственно толщины на входе, выходе и обжатие в горизонтальных валках;
Dr| -диаметр горизонтальных валков;
Kci - коэффициент, учитывающий структуру металла;
Кк - коэффициент, учитывающий форму калибра вертикальных валков редуцирующего агрегата.
Пример конкретного выполнения предлагаемого способа показан для условий строящегося широкополосного стана 2500 Новолипецкого металлургического комбината, в состав черновой группы которого согласно техническому проекту входят два последовательно расположенных редуцирующих агрегата (универсальные клети N 1 и № 2). Катающий диаметр вертикальных валков с ящичными калибрами DBi DB2 1400 мм, горизонтальных валков Dri Dr2 1600 мм. Значения коэффициентов формул (4) и (6) составляют Кк 0,5; КС1 0,2; Кс2 0,6. Параметры прокатки в вертикальных валках определили для условий прокатки слябов стали СтЗспУ с температурой нагрева 1240°С, исходной толщиной 250 мм, шириной 1370, 1850 и 2250 мм. Толщина раската на выходе из горизонтальных валков составляет 200 мм для первой и 150 мм для второй клети,
Допустимое обжатие в первых вертикальных валках определяется условиями захвата. При данном диаметре оно определится как
Д DB1 (1 ).
где а - допустимый угол захвата для калиброванных валков. ai 28°.
Следовательно Д 164 мм.
Во второй вертикальной клети допустимое обжатие при захвате также составит Д ВвзЬ 164 мм, допустимое же обжатие основной части при установившемся процессе прокатки ограничивается моментом прокатки и составляет Д 223 мм.
В верхней части графика линией 5 показано допустимое обжатие при установившемся процессе прокатки во вторых вертикальных валках Д ВвуЬ 223 мм. Опу скаясь вниз по оси Д на величину Д 164 мм линией 6 отсекаем на оси Дг1 необходимое сужение Дг1 59 мм. Точки пересечения с кривыми 1, 2 и 3 определяют достаточные обжатия для получения такого сужения. Для В0 1370 мм - Д Вв1 80 мм; Во 1850 мм - Д ВВ1 60 мм; В0 2250 мм -Д ВВ1 50 мм. Выполнив обжатия в первой вертикальной клети, не меньше определенных выше, снимаем ограничения по захвату во вторых вертикальных валках. Следовательно, допустимое обжатие в них составит Д ВВ2 223 мм. Для максимального уменьшения ширины в двух клетях можно установить следующие обжатия: Д ВВ1 160 мм; Д ВВ2 220 мм. Согласно способу-прототипу обжатия во вторых вертикальных валках устанавливают равными утяжке переднего конца после первой клети, т.е. режим обжатий в вертикальных валках будет следующим:
. для сляба Во 1370мм-Д ВВ1 160мм; Д ВВ2 92 мм;
для сляба Во 1850 мм - Д ВВ1 160 мм; ДВВ2 126мм;
. для сляба Во 2250 мм - Д Вв1 f60 мм; ДВВ2 148мм.
Обжатия во вторых вертикальных валках для способа-прототипа определены по графику (показано стрелками).
Уменьшение ширины сляба определили по формуле
Д В Д ВВ1 + Д ВВ2 - Д ВВН1 - Д ВВН2 -ДВс1-ДВС2.(7)
Сравнительные результаты по заявляемому способу и способу-прототипу представлены в таблице.
Приведенные данные свидетельствуют о возможности градации слябов по ширине
при разливке на МНЛЗ через (180-200) мм при использовании в технологии прокатки способа-прототипа и 260-300 мм для заявляемого способа, т.е. сортаментный шаг в 1,4 раза больше при реализации предлагаемого способа. Это позволяет, во-первых, увеличить на 100 мм минимальную ширину отливаемых слябов и, во-вторых, сократить число типоразмеров слябов по ширине, в результате чего повысить производительность процесса комплекса МНЛЗ - стан.
рмула изобретения Способ редуцирования слябов по ширине, включающий прокатку сляба в универсальных клетях с регламентированным обжатием в вертикальных валках, отличающийся тем, что, с целью повышения производительности процесса за счет интенсификации деформации слябов по ширине, величину обжатия в вертикальных валках, предшествующей i-й универсальной клети устанавливают из условия
к2, ( R л0 85 0.3 Ы °BiJ ехр(-0.065 х
иЬ0|
хдвВ|Вы+ДВс| ДвпГ+ДВвн)
Hoi
Д +1 - ДВвз( + 1,
где Д ВВ| - обжатие в вертикальных валках 1-й клети, мм;
Hoi, Boi - толщина и ширина раската на входе в i-ю клеть, мм;
DB| - диаметр вертикальных валков 1-й клети, мм;
ДВС(, Д ВС|ПК - свободное уширение на основной части и переднем конце раската при обжатии в горизонтальных валках -й клети соответственно, мм;
Д ВВн1 - вынужденное уширение, мм; Д - допустимое обжатие в вер- тикальных валках (Н-1)-й клети при установившемся процессе прокатки, мм;
Д -допустимое обжатие в аер- тикальных валках (1+1)-й клети по углу захва- та при захвате переднего конца, мм, а прокатку раската в вертикальных валках последующей (Н-1)-й клети осуществляют с допустимым обжатием.
Сравнительные данные по уменьшению ширины сляба в двух редуцирующих (универсальных) клетях

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| Способ прокатки в вертикальных валках универсальных клетей | 1990 |
|
SU1734899A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Способ прокатки в универсальной реверсивной клети | 1988 |
|
SU1574295A1 |
| СПОСОБ ПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ | 2000 |
|
RU2182050C2 |
| Способ прокатки листов | 1985 |
|
SU1328010A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ | 1997 |
|
RU2121896C1 |
| Способ горячей прокатки полос и листов | 1986 |
|
SU1509142A1 |
Использование: горячая прокатка слитков в черновой группе клетей широкополосного стана. Сущность изобретения: осуществляют прокатку сляба в универсаль- ной клети с регламентированным обжатием, выбираемым по математической зависимости. В последующей клети прокатку осуществляют с максимально допустимым обжатием в вертикальных валках. 1 табл., 1 ил.
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
