Изобретение относится к электротехнике, в частности к автоматизированным линиям для сборки и последующего спая стекла с металлом герметичных цоколей, например, реле, и может быть применено на предприятиях электронной и радиотехнической промышленности.
Цель изобретения - повышение надежности автоматической сборки (т.е. стабильности), производительности труда и уменьшение занимаемых производственных площадей.
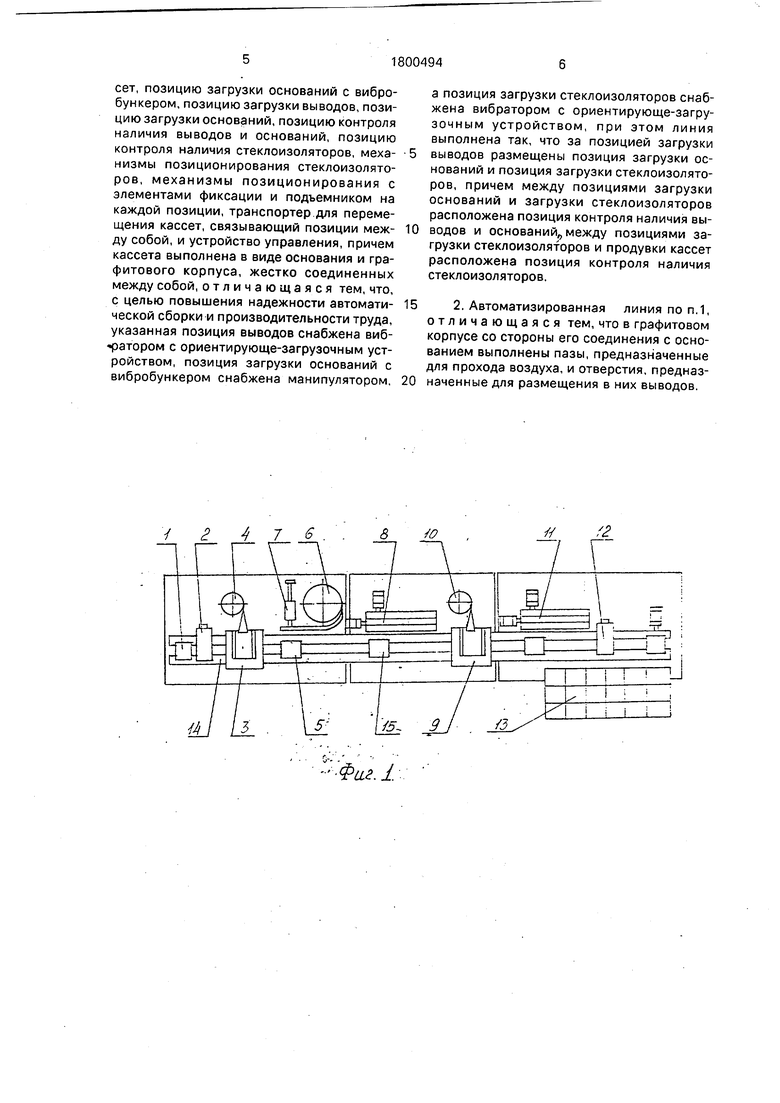
На фиг.1 показана автоматическая линия для сборки герметичного цоколя реле; на фиг.2 - технологическая кассета, применяемая для автоматизированной сборки герметичного цоколя реле.
Предлагаемая автоматизированная линия для сборки герметичного цоколя реле содержит расположенные в следующей последовательности: накопитель пустых кассет 1, рабочую позицию продувки пустых кассет 2, рабочую позицию загрузки выводов 3, оснащенную вибратором с ориенти- рующей-загрузочным устройством 4, рабочую позицию загрузки оснований 5, оснащенную вибробункером 6 и манипулятором 7, рабочую позицию контроля наличия выводов и оснований 8 с дополнительным транспортером, рабочую позицию загрузки стеклоизоляторов 9, оснащенную вибратором с ориентирующе-загрузочным устройством 10, рабочую позицию контроля наличия стеклоизоляторов 11 с дополни00
о о
N
х
тельным транспортером, рабочую позицию продувки кассете собранными цоколями 12, накопитель собранных кассет 13.Транспортер 14 для перемещения кассет 15 связывает рабочие позиции между собой. Управление работой линии осуществляется с помощью устройства управления (на фиг.1 не показано). Каждая рабочая позиция имеет механизмы позиционирования с элементами фиксации и подъемник (на фиг.1 не показано).
Кассета 15 (см. фиг.2) выполнена в виде основания 16 и графитового корпуса 17, жестко соединенных между собой винтами 18.
Графитовый корпус 17 выполнен с от- верстиями для установки выводов 19, а основания 20 и стеклоизоляторы 21 установлены на его верхней поверхности. На нижней поверхности графитового корпуса 17 выполнены пазы 22 для прохода воз- духа. При этом выводы 19 фиксируются крышкой 23.
Автоматизированная линия для сборки цоколя герметичного реле работает следующим образом.
В накопитель пустых кассет 1 вручную устанавливают определенное количество кассет 15, которое постоянно пополняют.
Затем кассеты 15 поочередно перемещают транспортером 14 на позицию про- дувки пустых кассет 2, где происходит очистка последних от пыли и остатков, образующихся в процессе спая стекла с металлом.
На каждой рабочей позиции происходят позиционирование кассеты 15, фиксация, подъем с ленты транспортера 14, обработка кассеты 15, опускание на ленту транспортера 14 и расфиксация для обеспечения возможности дальнейшего перемещения.
Затем кассета 15 транспортером 14 перемещается на рабочую позицию загрузки выводами 3, где с помощью вибратора с ориентирующе-загрузочным устройством 4 выводы 19 устанавливаются в отверстиях кассеты 15.
Далее транспортером 14 кассета 15 перемещается на рабочую позицию загрузки оснований 5. Здесь манипулятор 7 рукой берет одновременно несколько оснований 20 из вибробункера 6 и переносит их в кассету 15, одевая основание 20 на выводы 19, установленные ранее.
Затем транспортером 14 кассета 15 перемещается на рабочую позицию контроля наличия выводов и оснований 8, где происходит контроль с помощью специального автоматического устройства.
Полностью заполненные кассеты 15 перемещаются на следующую рабочую позицию, а кассеты 15с неполностью заполненными выводами 19 и основаниями 20 перемещаются на дополнительный транспортер, так называемую ветвь брака, где накапливаются, а затем дополняются недостающими элементами оператором и ставятся на основной транспортер 14.
Далее кассета 15 транспортером 14 перемещается на рабочую позицию загрузки стеклоизоляторов 9, оснащенную вибратором с ориентирующе-загрузочным устройством 10. При подъеме кассеты 15с ленты транспортера 14 выводы 19, ранее установленные в кассете 15, совмещаются с отверстиями ориентирующе-загрузочного вибрационного устройства 10. Под действием вибрации стеклоизоляторы 21 одеваются на выводы 19 и, как по направляющим, опускаются вниз до совмещения с отверстиями основания 20 цоколя реле.
Затем транспортером 14 кассета 15 перемещается на позицию контроля наличия стеклоизоляторов 11, где действия полностью аналогичны позиции контроля наличия выводов и оснований 8.
Далее кассета 15 транспортером 14 перемещается на позицию продувки собранных кассет 12, где выводы 19 фиксируются крышкой 23, а затем продуваются через пазы 22 струей сжатого воздуха.
Затем транспортером 14 кассета 15 перемещается на накопитель кассете собранными цоколями 13. Управление автоматизированной линией для сборки герметичных цоколей реле осуществляется с помощью устройства управления.
Предлагаемая автоматизированная линия для сборки герметичного цоколя реле позволяет создать надежный, высокопроизводительный способ автоматизированной сборки цоколя, который можно применять в различных автоматизированных производствах электронной и радиотехнической промышленности.
Изменение последовательности сборки герметичного цоколя реле дает возможность производить сборку с меньшей степенью точности, а следовательно, и с большей вероятностью стабильной работы линии.
Изменение конструкции кассеты дает возможность увеличить емкость последней, повысить качество готовых цоколей, что приводит к увеличению производительности труда при сокращении численности обслуживающего персонала.
Формула изобретения
1. Автоматизированная линия для сборки герметичных цоколей реле, содержащая накопители кассет, позиции продувки кассет, позицию загрузки оснований с вибробункером, позицию загрузки выводов, позицию загрузки оснований, позицию контроля наличия выводов и оснований, позицию контроля наличия стеклоизоляторов, меха- низмы позиционирования стеклоизоляторов, механизмы позиционирования с элементами фиксации и подъемником на каждой позиции, транспортер.для перемещения кассет, связывающий позиции меж- ду собой, и устройство управления, причем кассета выполнена в виде основания и графитового корпуса, жестко соединенных между собой, отличающаяся тем, что, с целью повышения надежности автомати- ческой сборки и производительности труда, указанная позиция выводов снабжена вибратором с ориентирующе-загрузочным устройством, позиция загрузки оснований с вибробункером снабжена манипулятором,
а позиция загрузки стеклоизоляторов снабжена вибратором с ориентирующе-загрузочным устройством, при этом линия выполнена так, что за позицией загрузки выводов размещены позиция загрузки оснований и позиция загрузки стеклоизоляторов, причем между позициями загрузки оснований и загрузки стеклоизоляторов расположена позиция контроля наличия выводов и оснований,, между позициями загрузки стеклоизоляторов и продувки кассет расположена позиция контроля наличия стеклоизоляторов.
2, Автоматизированная линия по п. 1, отличающаяся тем, что в графитовом корпусе со стороны его соединения с основанием выполнены пазы, предназначенные для прохода воздуха, и отверстия, предназначенные для размещения в них выводов.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ВЫДАВЛИВАНИЯ РЕЗЬБЫВ ЦОКОЛЕ ЭЛЕКТРИЧЕСКИХ ЛАМП И ЗАВАЛЬЦОВКИ В НЕГО СТЕКЛОИЗОЛЯТОРА | 1972 |
|
SU427424A1 |
| Устройство для сборки оксидно-полупроводниковых конденсаторов,механизм для установки изоляторов на выводы секций оксидно-полупроводниковых конденсаторов и механизм для установки шайб припоя в корпуса оксидно-полупроводниковых конденсаторов | 1983 |
|
SU1262586A1 |
| Кассета для изготовления цоколей герметичных реле | 1974 |
|
SU517075A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Цоколь герметичного реле | 1973 |
|
SU490203A1 |
| Автоматическая линия для сборки магнитной системы электромагнитного реле | 1990 |
|
SU1709417A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО ЛУЖЕНИЯ ЗАГОТОВОК СТЕКЛОКЕРАМИЧЕСКИХ КОНДЕНСАТОРОВ РАДИОДЕТАЛЕЙ | 1989 |
|
SU1820573A1 |
| Поточная автоматизированная линия для сборки реле | 1989 |
|
SU1675961A1 |
Изобретение относится к автоматизированным линиям сборки с последующим спаем стекла с металлом и может быть применено на предприятиях электронной и радиотехнической промышленности. Сущность изобретения: автоматизированная линия для сборки герметичных цоколей реле содержит соединенные между собой транспортером: накопители кассет, позиции продувки кассет, позиции загрузки оснований, выводов и стеклоизоляторов и устройство управления. Новым является то, что позиция загрузки выводов в кассету расположена в начале технологического цикла, затем расположена позиция загрузки оснований, затем - позиция загрузки стеклоизоляторов. Имеются две позиции контроля - конт- роль наличия выводов и оснований и контроль наличия стеклоизоляторов. Кассета выполнена в виде основания и графитового корпуса, имеющего отверстия для выводов и пазы для прохода воздуха, соединенных между собой винтами. Основания и стеклоизоляторы располагаются на верхней поверхности графитового корпуса. 1 з.п. ф- лы, 2 ил. (Л
Фиг.1.
