Изобретение относится к электротехнике, а именно к технологии и оборудованию для сборки электромагнитных систем реле, и может быть использовано в любой отрасли промышленности при проектировании сборочных автоматов и полуавтоматов.
Цель изобретения - упрощение конструкции и расширение эксплуатационных возможностей за счет увеличения технологического цикла.
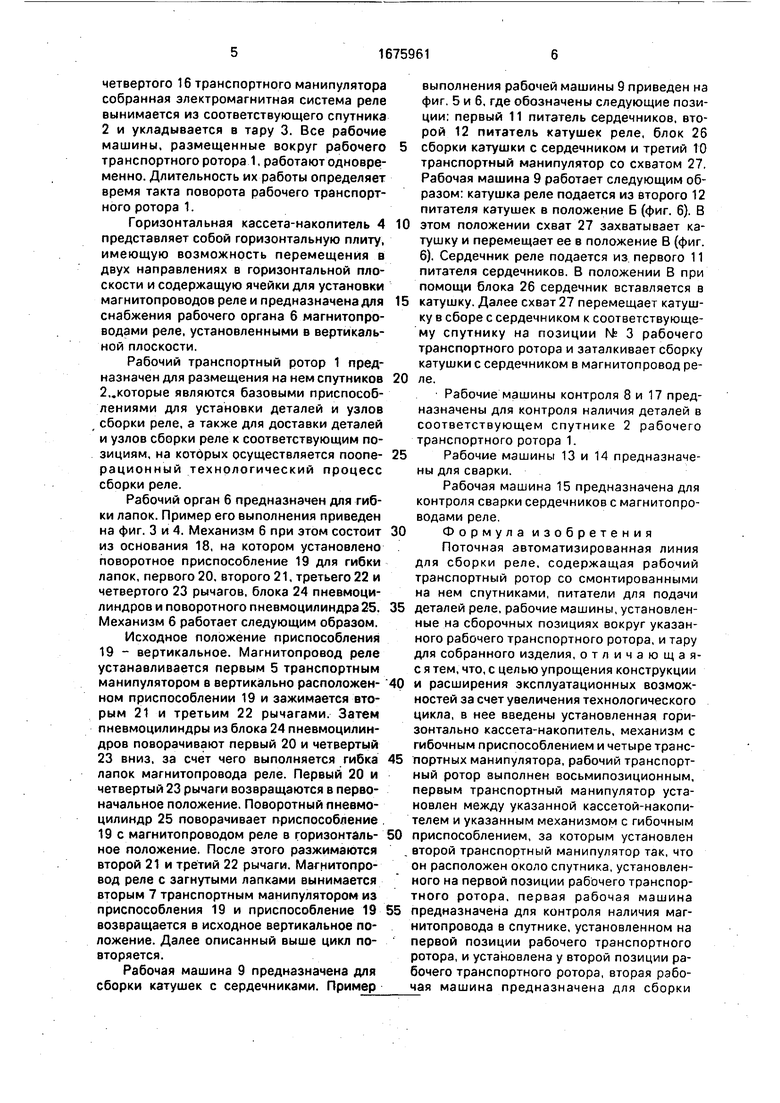
На фиг. 1 изображена поточная автоматизированная линия для сборки реле; на фиг. 2 - схема сборки электромагнитных систем реле (РЭС-49), где а) магнитопровод, расположенный в вертикальной плоскости; б) магнитопровод в горизонтальной плоскости; г) сердечник; д) катушка реле; е) катушка с сердечником в сборе; ж) электромагнитная система в сборе; з) электромагнитная система реле, в которой сердечник приварен к магнитопроводу; на фиг. 3 и 4 - пример выполнения механизма с гибочным приспособлением; на фиг. 5 и 6 - пример выполнения рабочей машины для сборки катушки реле с сердечником.
Поточная автоматизированная линия для сборки реле содержит рабочий транспортный ротор 1 со смонтированными на нем спутниками 2,-тару 3, горизонтальную кассету-накопитель 4, соединенную посредством первого транспортного манипулятора 5 с механизмом 6, с гибочным приспособлением, соединенным посредством второго 7 транспортного манипулятора с первой позицией рабочего транспортного ротора. Рабочая машина 8 контроля наличия магнитопровода в спутнике размещена на второй позиции рабочего транспортного ротора. Рабочая машина 9 по сборке катушки с сердечником соединена посредством третьего Ютранспортного манипулятора с первым 11 и вторым 12 питателями и с третьей позицией рабочего транспортного ротора. Первая 13 и вторая 14 рабочие машины для сварки сердечника размещены соответственно на четвертой и пятой позициях рабочего транспортного ротора. Рабочая машина 15 контроля качества сварки размещена на шестой.позиции транспортного ротора. Четвертый 16 транспортный манипулятор соединен с седьмой позицией рабочего транспортного ротора и с тарой 3. Рабочая машина 17 контроля отсутствия сборки реле размещена на восьмой позиции в спутнике 2 рабочего транспортного ротора. На основании 18 механизма 6 установлено поворотное приспособление 19 для гибки лапок с первым 20, вторым 21, третьим 22 и четвертым 23 рычагами, а также блоком 24 пневмоцилиндров и поворотным пневмоция.индром 25. Рабочая машина 9 сборки катушек с сердечниками содержит блок 26 сборки катушки с сердечником, а третий 10 транспортный манипулятор содержит схват 27,
Поточная автоматизированная линия для сборки реле работает следующим образом.
Горизонтальная кассета-накопитель 4 с
магнитопроводами реле перемещается на один шаг. Первый 5 транспортный манипулятор вынимает из горизонтальной кассеты- накопителя 4 один магнитопровод реле (фиг. 2а) и устанавливает его в вертикальной
плоскости в механизм 6. На рабочем органе 6 магнитопровод с помощью рычага зажимается в гибочном приспособлении, затем производится гибка лапок реле (фиг. 26) и поворот гибочного приспособления на угол
я/2, т.е. магнитопровод устанавливается в горизонтальной плоскости (фиг. 2в). Далее второй 7 транспортный манипулятор вынимает магнитопровод реле из гибочного приспособления рабочего органа 6 и
устанавливает магнитопровод в горизонтальной плоскости на-рабочий транспортный ротор 1 в спутник 2 на позицию Nfe 1 (фиг. 2в). Затем гибочное приспособление механизма 6 поворачивается на угол я/2 и
возвращается в свое исходное положение. По мере поворота рабочего транспортного ротора 1 осуществляются следующие технологические операции. На позиции № 2 при помощи рабочей машины 8 контроля производится контроль наличия магнитопровода реле в спутнике. На рабочей машине 9 по сборке катушки с сердечником, расположенной напротив позиции N 3, производятся следующие операции; подача сердечника
(фиг. 2г) из первого 11 питателя и катушки реле (фиг. 2д), из второго 12 питателя, сборка катушки реле с сердечником (фиг. 2е). Затем при помощи третьего 10 транспортного манипулятора на позиции NS 3 производится заталкивание собранной катушки реле с сердечником в магнитопровод реле, находящийся на соответствующем спутнике 2 в позиции № 3 ротора (фиг, 2ж). На позициях № 4 и № 5 выполняется сварка сердечника с магнитопроводом реле при помощи первой 13 и второй 14 рабочих машин для сварки сердечника (фиг. 2з). При этом каждая из рабочих машин для сварки 13 и 14 сваривает соответствующую крайнюю точку
сердечника с магнитопроводом реле. На позиции № 6 с помощью рабочей машины 15 контроля качества сварки производится контроль сварки сердечника с магнитопроводом реле. На позиции № 7 с помощью
четвертого 16 транспортного манипулятора собранная электромагнитная система реле вынимается из соответствующего спутника 2 и укладывается в тару 3. Все рабочие машины, размещенные вокруг рабочего транспортного ротора 1, работают одновременно. Длительность их работы определяет время такта поворота рабочего транспортного ротора 1.
Горизонтальная кассета-накопитель 4 представляет собой горизонтальную плиту, имеющую возможность перемещения в двух направлениях в горизонтальной плоскости и содержащую ячейки для установки магнитопроводов реле и предназначена для снабжения рабочего органа 6 магнитопро- водами реле, установленными в вертикальной плоскости.
Рабочий транспортный ротор 1 предназначен для размещения на нем спутников 2,.которые являются базовыми приспособлениями для установки деталей и узлов сборки реле, а также для доставки деталей и узлов сборки реле к соответствующим позициям, на которых осуществляется пооперационный технологический процесс сборки реле.
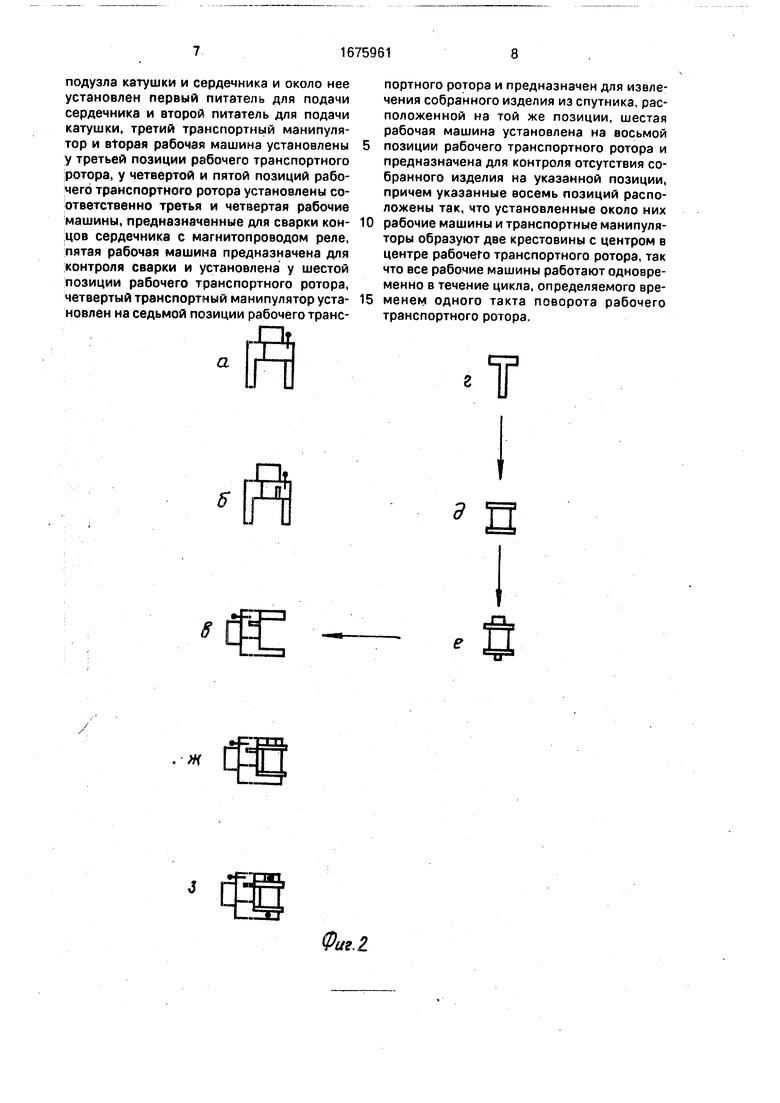
Рабочий орган 6 предназначен для гибки лапок. Пример его выполнения приведен на фиг. 3 и 4. Механизм 6 при этом состоит из основания 18, на котором установлено поворотное приспособление 19 для гибки лапок, первого 20, второго 21, третьего 22 и четвертого 23 рычагов, блока 24 пневмоци- линдров и поворотного пневмоцилиндра 25. Механизм 6 работает следующим образом.
Исходное положение приспособления 19 - вертикальное. Магнитопровод реле устанавливается первым 5 транспортным манипулятором в вертикально расположенном приспособлении 19 и зажимается вторым 21 и третьим 22 рычагами. Затем пневмоцилиндры из блока 24 пневмоцилин- дров поворачивают первый 20 и четвертый 23 вниз, за счет чего выполняется гибка лапок магнитопровода реле. Первый 20 и четвертый 23 рычаги возвращаются в первоначальное положение. Поворотный пневмо- цилиндр 25 поворачивает приспособление 19с магнитопроводом реле в горизонтальное положение. После этого разжимаются второй 21 и третий 22 рычаги. Магнитопровод реле с загнутыми лапками вынимается вторым 7 транспортным манипулятором из приспособления 19 и приспособление 19 возвращается в исходное вертикальное положение. Далее описанный выше цикл повторяется.
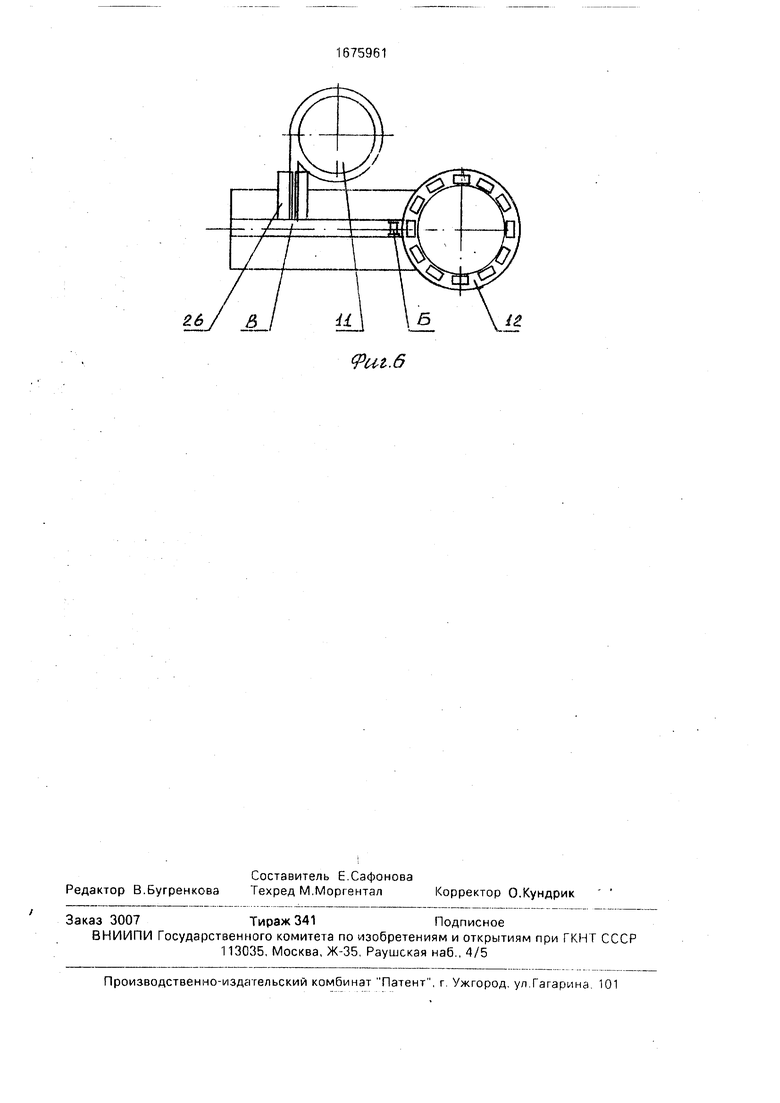
Рабочая машина 9 предназначена для сборки катушек с сердечниками. Пример
выполнения рабочей машины 9 приведен на фиг. 5 и 6. где обозначены следующие позиции; первый 11 питатель сердечников, второй 12 питатель катушек реле, блок 26 5 сборки катушки с сердечником и третий 10 транспортный манипулятор со схватом 27. Рабочая машина 9 работает следующим образом: катушка реле подается из второго 12 питателя катушек в положение Б (фиг. 6). В 10 этом положении схват 27 захватывает катушку и перемещает ее в положение В (фиг. 6). Сердечник реле подается из первого 11 питателя сердечников. В положении В при помощи блока 26 сердечник вставляется в 15 катушку. Далее схват 27 перемещает катушку в сборе с сердечником к соответствующему спутнику на позиции № 3 рабочего транспортного ротора и заталкивает сборку катушки с сердечником в магнитопровод ре0 ле.
Рабочие машины контроля 8 и 17 предназначены для контроля наличия деталей в соответствующем спутнике 2 рабочего транспортного ротора 1.
5Рабочие машины 13 и 14 предназначены для сварки.
Рабочая машина 15 предназначена для контроля сварки сердечников с магнитопро- водами реле.
0Формула изобретения
Поточная автоматизированная линия для сборки реле, содержащая рабочий транспортный ротор со смонтированными на нем спутниками, питатели для подачи
5 деталей реле, рабочие машины, установленные на сборочных позициях вокруг указанного рабочего транспортного ротора, и тару для собранного изделия, отличающая- с я тем, что. с целью упрощения конструкции
0 и расширения эксплуатационных возможностей за счет увеличения технологического цикла, в нее введены установленная горизонтально кассета-накопитель, механизм с гибочным приспособлением и четыре транс5 портных манипулятора, рабочий транспортный ротор выполнен восьмипозиционным, первым транспортный манипулятор установлен между указанной кассетой-накопителем и указанным механизмом с гибочным
0 приспособлением, за которым установлен второй транспортный манипулятор так, что он расположен около спутника, установленного на первой позиции рабочего транспортного ротора, первая рабочая машина
5 предназначена для контроля наличия магнитопровода в спутнике, установленном на первой позиции рабочего транспортного ротора, и установлена у второй позиции рабочего транспортного ротора, вторая рабо- чая машина предназначена для сборки
подузла катушки и сердечника и около нее установлен первый питатель для подачи сердечника и второй питатель для подачи катушки, третий транспортный манипулятор и вторая рабочая машина установлены у третьей позиции рабочего транспортного ротора, у четвертой и пятой позиций рабочего транспортного ротора установлены соответственно третья и четвертая рабочие машины, предназначенные для сварки концов сердечника с магнитопроводом реле, пятая рабочая машина предназначена для контроля сварки и установлена у шестой позиции рабочего транспортного ротора, четвертый транспортный манипулятор установлен на седьмой позиции рабочего транс
5
портного ротора и предназначен для извлечения собранного изделия из спутника, расположенной на той же позиции, шестая рабочая машина установлена на восьмой позиции рабочего транспортного ротора и предназначена для контроля отсутствия собранного изделия на указанной позиции, причем указанные восемь позиций расположены так, что установленные около них рабочие машины и транспортные манипуляторы образуют две крестовины с центром в центре рабочего транспортного ротора, так что все рабочие машины работают одновременно в течение цикла, определяемого временем одного такта поворота рабочего транспортного ротора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для сборки магнитной системы электромагнитного реле | 1990 |
|
SU1709417A1 |
| Автоматическая сборочная линия спутникового типа | 1984 |
|
SU1359095A1 |
| Линия для заливки пакетов роторов | 1985 |
|
SU1380856A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Автоматизированная поточная линия | 1983 |
|
SU1162568A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Автоматическая линия для сборки якоря электрической машины | 1988 |
|
SU1661921A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Устройство для сборки узла магнитной системы электромагнитного малогабаритного реле | 1990 |
|
SU1709420A1 |
Изобретение относится к электротехнике, а именно к технологии и оборудованию для сборки электромагнитных систем реле, и может быть использовано в любой отрасли промышленности при проектировании сборочных автоматов и полуавтоматов. Цель изобретения - упрощение конструкции и расширение эксплуатационных возможно(i стей за счет увеличения технологического цикла. Поточная автоматизированная линия для сборки реле содержит рабочий транспортный ротор 1 со смонтированными на нем спутниками 2, тару 3, горизонтальную кассету-накопитель 4, соединенную посредством первого транспортного манипулятора 5 с механизмом 6 с гибочным приспособлением. Рабочая машина 9 по сборке катушки с сердечником соединена посредством третьего транспортного манипулятора 10 с первым 11 и вторым 12 питателями и с третьей позицией рабочего транспортного ротора. Первая 13 и вторая 14 рабочие машины для сварки сердечника размещены соответственно на четвертой и пятой позициях рабочего транспортного ротора. Рабочая машина 15 контроля качества сварки размещена на шестой позиции рабочего транспортного ротора, Четвертый транспортный манипулятор 16 соединен с седьмой позицией рабочего транспортного ротора и с тарой 3. Рабочая машина 17 контроля отсутствия сборки реле размещена на восьмой позиции в спутнике 2 рабочего транспортного ротора. 6 ил. j / .1В 5 t О ел о о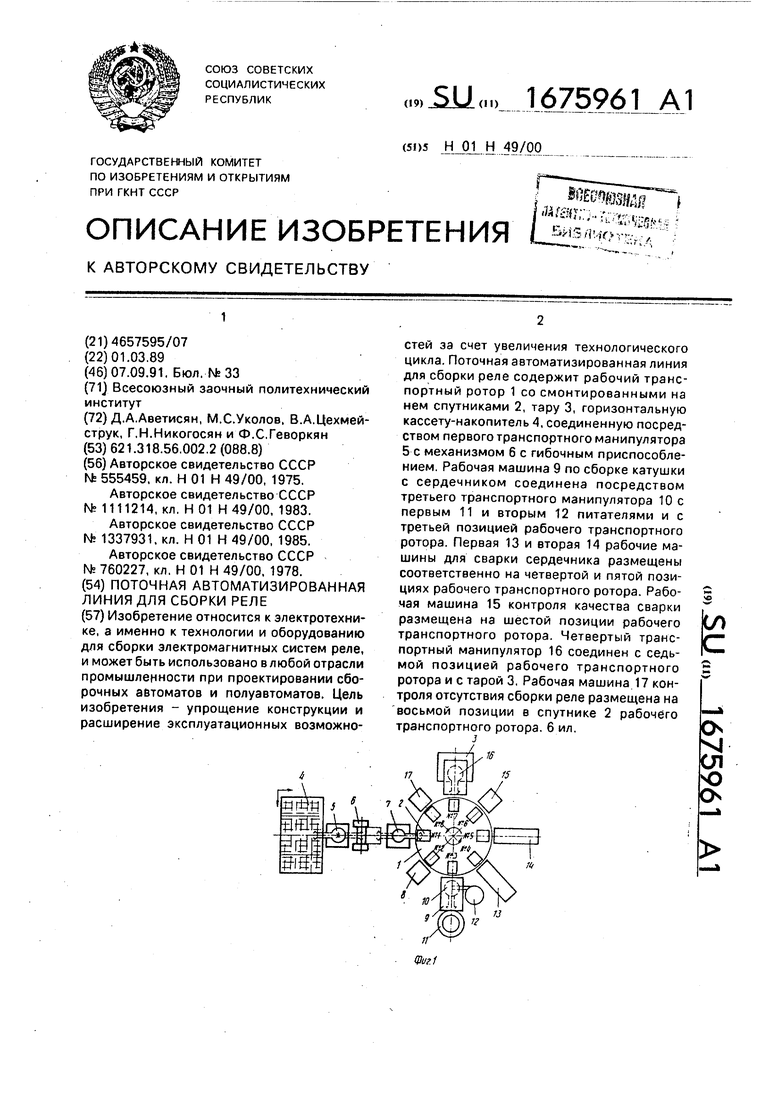
rPb
н
п
8
сг
- L
Щ
Фаг.2
т
ел
и
i™ чI
-ф)-0
О)
-vl ел
СО
о
ФМ.б
| Способ сборки каркасов катушек электромагнитных реле | 1975 |
|
SU555459A1 |
| кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сборки узла якоря с толкателем электромагнитного реле | 1985 |
|
SU1337931A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 760227, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
