Известны автоматические устройства для струйной гидроабразивной обработки деталей типа тел вращения, состоящие из нескольких изолированных камер с проходящим через них штанговым транспортером и снабл енные набором форсунок.
Предлагаемое автоматическое устройство отличается от известных тем, что его штанговый транспортер снабжен захватами, выполненными в виде П-образных пазов и охватывающими каждую деталь с двух сторон.
При захвате каждой новой детали и ее транспортировке «столб следующих деталей в загружающем лотке отсекается П-образными захватами штангового транспортера. Таким образом, транснортер является не только средством захвата и транспортировки деталей, но и во время своего перемещения служит отсекателем «столба деталей. Набор форсунок, смонтированный на общей платформе п закрепленный на поворотном валу, поворачивается вместе с валом на некоторый угол до совпадения с обрабатываемыми отверстиями деталей на время, необходимое для обработки.
Такое выполнение устройства позволяет увеличить производительность и механизировать трудоемкие ручные работы. Перемещение деталей, струйная абразивная обработка и мойка деталей осуществляются на наклонной платформе для лучшего стекания из отверстия деталей гидроабразивной жидкости и воды, а также предохранения от износа механизмов устройства.
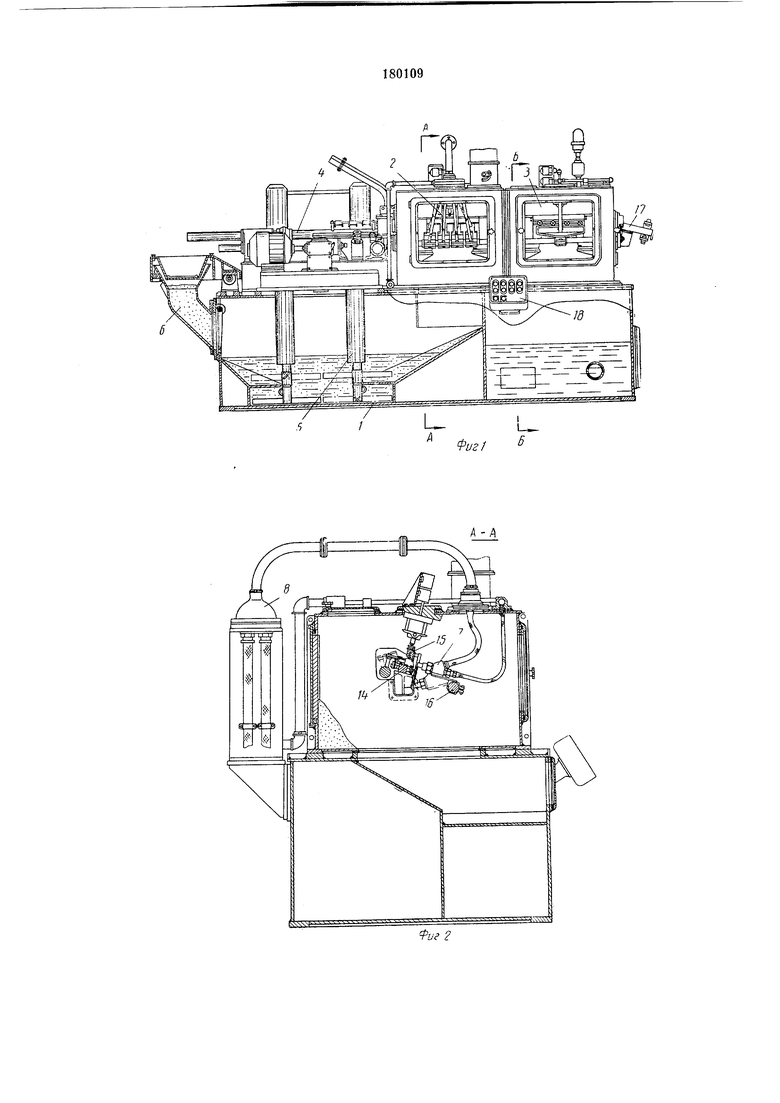
На фиг. 1 изображен описываемый автомат, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - разрез по на фиг. 1.
На станине / устанавливаются камера 2 гидроабразивной обработки, камера 3 мойки и штанговый транспортер 4.
Внутренняя полость стапипы является резервуаром для пульпы (смесь абразива и воды) и чистой воды, с помощью которой детали промываются от абразива.
В резервуар для пульпы встраивается мешалка 5, с помощью которой приготавливается пульпа определенной пропорции. Абразив дозируется дозатором 6. Приготовленная смесь подается к форсункам 7 с помощью раствор-насосов через коллектор 8. Загружаются
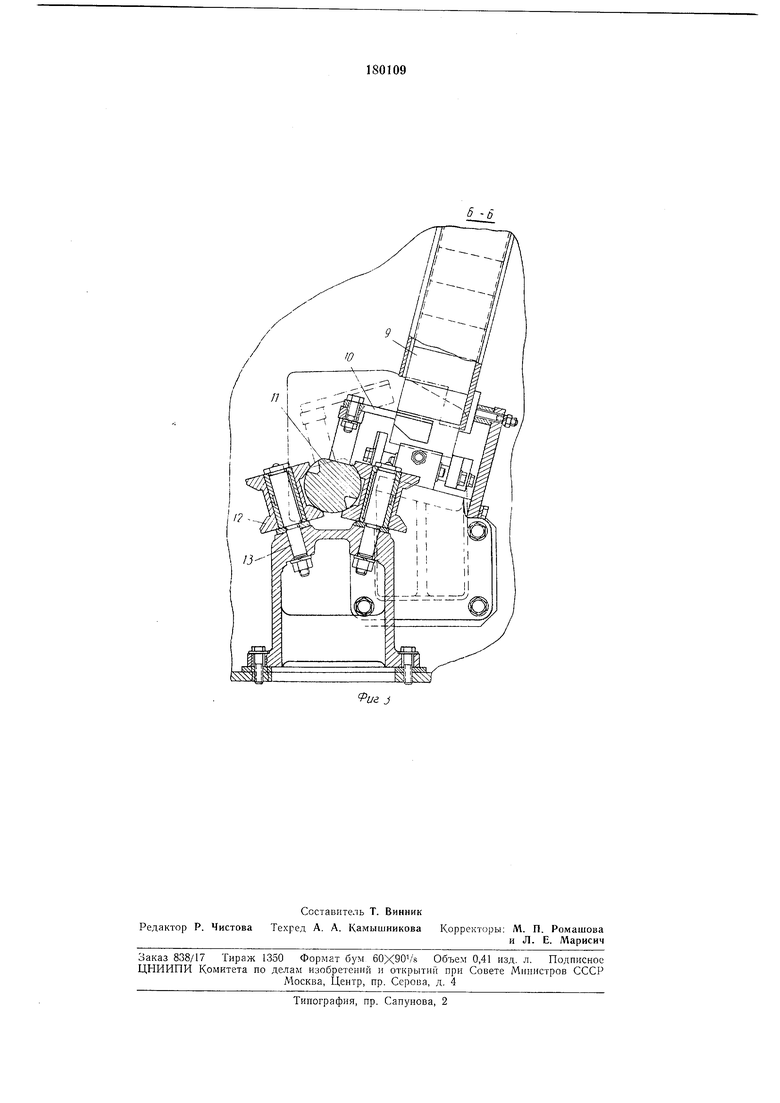
детали автоматически из лотка 9 (фиг. 3), расположенного наклонно к горизонтальной плоскости станины. Штанговый трансиортер снабжен захватами 10, вынолненными в виде П-образных пазов, образованных двумя иланками,
что обеспечивает ограиичение (обхват) деталей с двух сторон при их перемещении. Захваты закрепляются с определенным шагом на штанге /А которая устанавливается в опорных роликах 12. При перемещении транспортера
Забирая последовательно по одной детали из наклонного лотка (накопителя деталей), штанговый транспортер отсекает захватами, закрепленными па его штанге, носледуюндие детали. При движении из левого крайнего ноложеиия в правое крайнее положение, т. е. за один цикл работы, штанговый транснортер набирает в своп захваты по четыре детали. Транспортер неремещает детали на нозинпю обработки через промежуточные познцнн по наклонной платформе 14 (фиг. 2). Наклонная платформа оснащена дополн1ггельнымн планками, которые предохраняют детали от свободного надения при нх перемеп1,ении.
На позипии обработки детали западают в фнксируюш,ие луикп наклонной платформы и поджимаются снениальными прижимами 15. В это время П-образные захваты поворачиваются вместе со скалкой па определенный угол и возвращаются в исходпое положение за следующимп четырьмя деталями. Движепие трапспортер получает от двух пневмоцилпидров. Возвратно-поступательное движенне штангового транспортера осуществляется от пневмоцилиндра через реЛуктор, а новорот захватов на некоторый угол - другим пневмоцилиндром через рычаг.
К одновременно зажатым четырем деталям для обработки подводятся форсунки 7. Но истечении времени, задаппого на обработку (5 сек), форсунки отводятся впнз и струя бьет в броневую плиту, установленную против сопел. Затем детали освобождаются от прижима и передаются в камеру мойки, а иа их место траиспортер подает следующие четыре детали.
Форсунки 7 для подачи гидроабразивпой смеси закреплены на общей нлатформе, которая, в свою очередь, крепится па валу 16. Форсунки оснащены быстросъемным наконечником с металлокерамической втулкой и регулируются отиосительпо обрабатываемой детали во всех направлениях.
Вал 16 с закрепленными иа нем форсунками поворачивается с помощью нневмоинлиндра иа некоторый угол до совпадения с обрабатываемыми отверстиями деталей иа время, иеобходимое для обработки. Носле обработки
смесь по скатам станииы подается обратно в резервуар для пульпы, где лопастями мешалки размешивается и с П01мощью насосов снова подается к форсункам.
Промывка деталей так же, как и гидроабразивная обработка, производится па наклонных платформах.
Промытые от абразива детали штанговым транснортером подаются в лоток выгрузки 17
(фиг. 1).
Устройство управляется с одного пульта 18, на котором имеется кнопочная станция. На автомате предусмотрены необходимые блокировки. На лотке выгрузки имеется фотореле, которое отключает работу устройства в случае переполнения лотка. На загружающем лотке установлен датчик, который дает команду на отключение автомата в случае отсутствия «столба деталей (в накопителе нет деталей).
Все команды в работе автоматического устройства визируются иа пульте.
Предмет изобретения
1.Автоматическое устройство для струйной гидроабразивной обработки внутренних и наружных поверхностей деталей, являюшихся предночтительно телами вращения, выполненное Б виде нескольких изолированных камер с проходящим через иих штанговым транспортером н снабженное набором форсунок, отличающееся тем, что, с целью увеличения производительности и механизации трудоемких ручных работ, штанговый транспортер снабжен вынолненнымн в виде П-образных пазов заухватамн, предназначенными для отсекания, захвата и транспортировки обрабатываемых деталей, а набор форсунок закренлен на поворотном валу, поворачиваюп:1,емся на некоторый угол до совнадения с обрабатываемыми отверстиями деталей на время, необходимое для обработки.
2,Устройство по п. 1, отличающееся тем. что, с целью обеспечения стекания из отверстий деталей гидроабразивной жидкости и воДЬ1, а также предохраиения от износа механнзмов устройства; оно снабжено наклонной платфордюй для установкн на ней нескольких деталей. Фиг1 
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИИ | 1971 |
|
SU319444A1 |
| Установка для гидроабразивной обработки | 1987 |
|
SU1495095A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ очистки ДЕТАЛЕЙ | 1973 |
|
SU375326A1 |
| Машина для мытья столовой посуды | 1961 |
|
SU139786A1 |
| Автомат для горячего лужения деталей | 1966 |
|
SU461981A1 |
| УСТАНОВКА ДЛЯ МОЙКИ ДЕТАЛЕЙ | 1970 |
|
SU264195A1 |
| Автоматическая поточная линия для транспортировки деталей | 1952 |
|
SU98523A1 |
| КОНВЕЙЕРНАЯ МОЕЧНАЯ МАШИНА | 2006 |
|
RU2333807C2 |
| Установка для гидроабразивной обработки деталей | 1987 |
|
SU1440682A1 |
| ПОЛУАВТОМАТ ДЛЯ СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХДЕТАЛЕЙ | 1972 |
|
SU340466A1 |
t -А
