Изобретение относится к технике нанесения покрытий из порошкообразных материалов и наиболее эффективно может быть использовано для нанесения стеклопокрытий на деталях стеклянно-керамических корпусов (СКК) интегральных схем радиотехнической и электронной промышленности.
Целью изобретения является расширение технологических возможностей и повышение производительности устройства.
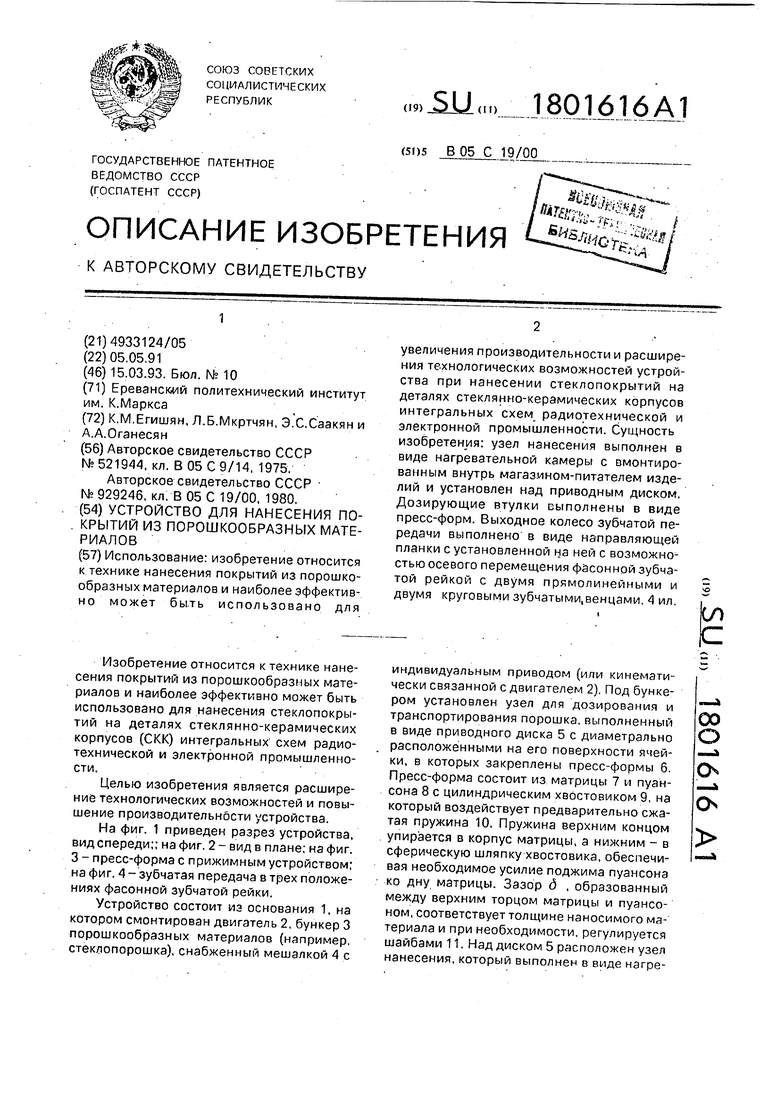
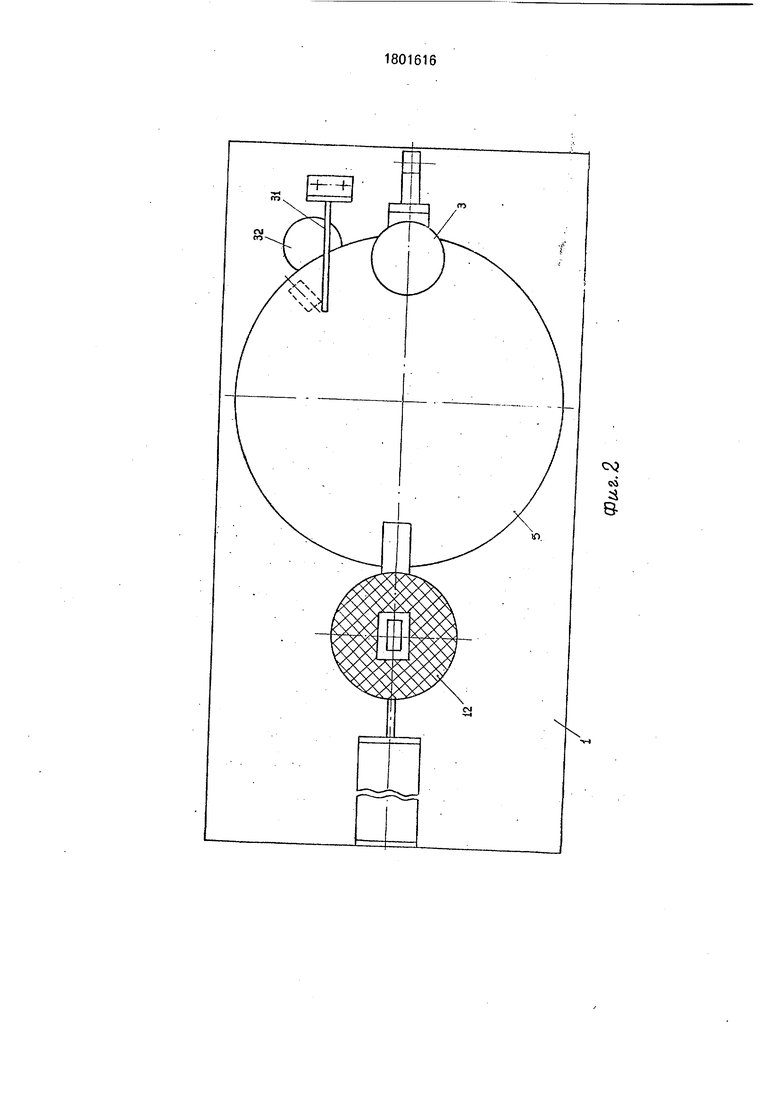
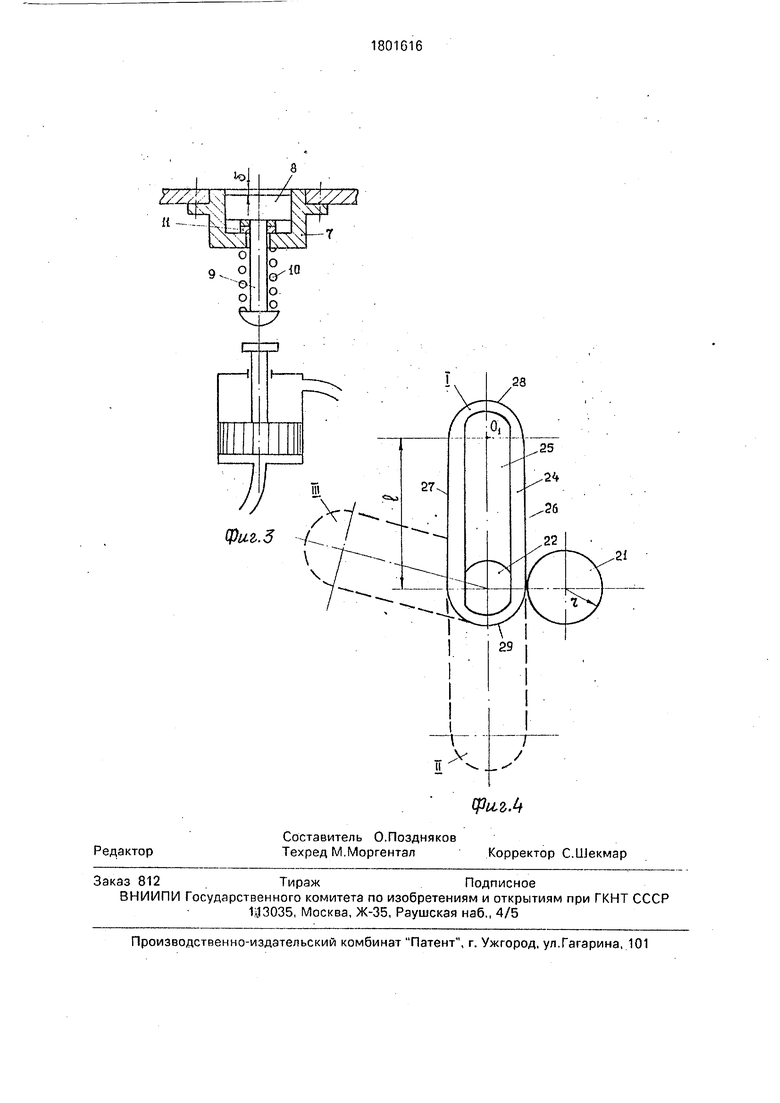
На фиг. 1 приведен разрез устройства, вид спереди;; на фиг. 2-вид в плане; на фиг. 3 - пресс-форма с прижимным устройством; на фиг. 4 - зубчатая передача в трех положениях фасонной зубчатой рейки.
Устройство состоит из основания 1, на котором смонтирован двигатель 2, бункер 3 порошкообразных материалов (например, стеклопорошка), снабженный мешалкой 4 с
индивидуальным приводом (или кинематически связанной с двигателем 2). Под бункером установлен узел для дозирования и транспортирования порошка, выполненный в виде приводного диска 5 с диаметрально расположенными на его поверхности ячейки, в которых закреплены пресс-формы 6. Пресс-форма состоит из матрицы 7 и пуансона 8 с цилиндрическим хвостовиком 9, на который воздействует предварительно сжатая пружина 10. Пружина верхним концом . упирается в корпус матрицы, а нижним - в сферическую шляпку хвостовика, обеспечивая необходимое усилие поджима пуансона ко дну матрицы. Зазор д , образованный между верхним торцом матрицы и пуансоном, соответствует толщине наносимого материала и при необходимости, регулируется шайбами 11. Над диском 5 расположен узел нанесения, который выполнен в виде нагре00
о
CN
о
вательной камеры 12 с источником нагрева 13. Внутри камеры вмонтирован магазин 14 с питателем 15 изделий 16, подлежащих покрытию. Питатель 15, с горизонтальной осью перемещения, предназначен для поштучной подачи нагретого до соответствующей температуры изделия из нагревательной камеры на матрицу пресс- форм. Узел нанесения включает также прижимное устройство 17 с вертикальной осью перемещения, совпадающей с осью хвостовика 9 и пересекающей ось питателя 15. Приводы питателя 15 и прижимного устройства 17 выполнены в виде, например, пнев- моцилиндров 18 и 19 соответственно, с электромеханической системой управления 20. Приводной диск оснащен зубчатой передачей, преобразующей непрерывное вращательное движение двигателя 2 в шаговое вращательное движение приводного диска 5 с остановками. Зубчатая передача включает входное колесо 21. насаженное на вал двигателя 2, и выходное колесо, выполненное в виде направляющей планки 22, жестко связанной с валом 23 приводного диска 5 и установленной на ней, с возможностью осевого перемещения, фасонной зубчатой рей- ,кой 24. С этой целью на продольной оси рейки 24 выполнен паз 25, с помощью которого зубчатая рейка образует поступательную пару с направляющей планкой 22. Рейка 24 имеет два прямолинейных 26 и 27 и два сопряженных с последними круговых 28 и 29 зубчатых венца, взаимодействующих с зубьями входного колеса 21.
Кроме того, устройство включает неподвижный кулачок 30 для выталкивания изделий, а также желоб 31 и приемный бункер 32 для изделий.
Устройство работает следующим образом.
До начала работы бункер 3 заполняется порошкообразным материалом (например, стеклопорошком), а магазин 14 - изделиями, подлежащими покрытию (например, деталями СКК, подлежащих стекло покрытию). Включается источник нагрева 13 (например, электронагреватель) нагревательной камеры 12, внутри которой с помощью реле температуры (на рис. не показано) поддерживается постоянная температура. После установления соответствующей температуры в магазине 14 включается электродвигатель 2, вращательное движение которого с помощью зубчатого механизма (рис. 4) преобразуется в шаговое вращательное движение вала 23. который в итоге совершает периодические повороты на 180°с выстоями (остановками). Это происходит следующим образом. При непрерывном
вращении входного колеса 21 в направлении, указанном стрелкой, его зубья последо- вательно входят в зацепление с прямолинейными 26, 27 и круговыми 28, 29
участками зубчатого венца рейки 24, которая из исходного 1 положения совершает сначала поступательное движение относительно направляющей планки 22, а затем поворот на 180° вместе с направляющей
планкой 22. Действительно, взаимодействие входного колеса 21с прямолинейным участком зубчатого венца 26 рейки 24 вызывает ее прямолинейное движение вдоль продольной оси рейки вниз, а направляю5 щая планка 22 (следовательно и вал 23 при- вйдного диска 5) при этом неподвижна. Причем время t остановки направляющей планки (или, что то же самое приводного диска 5) при постоянной угловой скорости
0 со двигателя 2 зависит от длины I прямолинейного зубчатого венца 26 и радиуса г де- .лительной окружности входного колеса 21 и определяется по формуле. В конце хода зубчатой рейки 24 (положение рейки на рис. 4)
5 центр верхнего кругового зубчатого венца 28 совпадает с осью направляющей планки (или, что то же самое, вала 23) и начинается взаимодействие входного колеса 21 -с указанным участком, т.е. происходит зацеплё0 ние как бы двух зубчатых колес и зубчатая рейка 24 поворачивается на 180°, поворачивая с собой (см. Ill прмежуточное положение рейки) на тот же угол направляющую планку 22 (или, что то же самое, приводной диск 5).
5 Далее цикл периодически повторяется. Та-, .ким образом, приводной диск, получившей движение от входного колеса 21, совершает шаговое вращательное движение с угловым шагом 180°.
0 Когда входное колесо 21 взаимодействует с прямолинейным зубчатым венцом 26 или 27 приводной диск находится в состоянии покоя, а бункер 3 накрывает одну из пресс-форм 6. Из сопла бункера соответст5 вующее количество порошкообразного материала переходит в углубление пресс-форм 6. При взаимодействии входного колеса 21 с круговыми зубчатыми венцами 28 или 29 рейки 24 приводной диск 5 совершает пово0 рот на 180° и пресс-форма 6, наполненная порошкообразным материалом, переходит в диаметрально противоположную позицию над прижимным устройством 17. При этом сопло бункера 3 плотно прилегает к гладкой
5 поверхности приводного диска 5, исключая утечку порошкообразного материала. Находящееся на дне магазина 14 изделие, нагретое до рабочей температуры (для стеклопорошка 650-700°С), выталкивается питателем 15 и с помощью специальных направляющих устанавливается на матрицу пресс-формы 6. накрывая порошкообразный материал, а питатель возвращается в исходное положение, освобождая дно магазина для нового изделия. Перемещение пи- тателя15 осуществляется пневмоцилиндром 18, управляемым системой управления 20. В момент отвода питателя 15 назад от пневмоцилиндра 19 получает движение прижимное устройство 17, которое воздействует на сферическую шляпу хвостовика 9 пуансона 8. Последний поднимается вверх, уплотняет находящийся в углублении порошкообразный материал и прижимает к торцу нагретого изделия. Под воздействием температуры порошкообразный материал расплавляется и прилипает к изделию. Далее прижимное устройство 15 отходит назад, а приводной диск поворачивается на один угловой шаг - 180°. Во время поворота приводного диска 5 готовое изделие, находящееся в пресс- форме, выталкивается неподвижным кулачком.30 и желобом 31 направляется в приемный бункер 32.
Такое конструктивное выполнение устройства позволяет увеличить его производительность и расширить функциональные возможности путем автоматизации технологического процесса нанесения покрытий из порошкообразных материалов. Это достигается благодаря применению фасонной зубчатой рейки с направляющей планкой, способной работать как оригинальный шаговый механизм периодического поворота, основное преимущество которого заключается в том, что, во-первых, он может реализовать поворот приводного диска на 180°,
кроме того при постоянном шаговом угле 180° и неизменной угловой скорости м варьируя параметрами I и г зубчатой передачи он может обеспечить любое время остановки t приводного диска, что имеет существенное значение при использовании различных порошкообразных материалов с разными температурами плавления.
Формула изобретения Устройство для нанесения покрытий из порошкообразных материалов, содержащее бункер порошкообразных материалов узел дозировки и транспортирования порошка в виде приводного диска с дозирующими втулками, расположенными на одной окружности, пересекающей ось бункера, узел нанесения с прижимным устройством и привод, включающий двигатель, зубчатую передачу, входное и выходное колеса которой установлены на валах двигателя и приводного диска соответственно, отличающееся тем. что, с целью увеличения производительности и расширения технологических возможностей устройства, узел нанесения выполнен в виде нагревательной камеры с вмонтированным внутрь магазином-питателем изделий и установлен над приводным диском, а дозирующие втулки выполнены в виде пресс-форм, причем, выходное колесо зубчатой передачи выполнено в виде направляющей планки с установленной на ней с возможностью осевого перемещения, фасонной зубчатой рейкой с двумя прямолинейными и двумя круговыми зубчатыми венцами.
р.
V
II
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Револьверный пресс | 1957 |
|
SU114471A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 1993 |
|
RU2086481C1 |
| Устройство для передачи цилиндрических изделий | 1984 |
|
SU1175830A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В ТАРУ | 2008 |
|
RU2375271C1 |
| Шагающий конвейер | 1986 |
|
SU1452755A1 |
| Устройство для двусторонней гибки труб | 1991 |
|
SU1797507A3 |
| ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА | 1992 |
|
RU2047463C1 |
| Роторно-конвейерная машина с вертикальной осью для листовой штамповки | 1986 |
|
SU1428562A1 |
| Устройство для наклонно-строчной магнитной записи и воспроизведения | 1988 |
|
SU1582200A1 |
| Устройство для транспортирования микросхем | 1982 |
|
SU1069206A1 |
Использование: изобретение относится к технике нанесения покрытий из порошкообразных материалов и наиболее эффектив- но может бы.ть использовано для увеличения производительности и расширения технологических возможностей устройства при нанесении стеклопокрытий на деталях стеклянно-керамических корпусов интегральных схем радиотехнической и электронной промышленности. Сущность изобретения: узел нанесения выполнен в виде нагревательной камеры с вмонтированным внутрь магазином-питателем изделий и установлен над приводным диском, Дозирующие втулки выполнены в виде пресс-форм. Выходное колесо зубчатой передачи выполнено в виде направляющей планки с установленной на ней с возможностью осевого перемещения фасонной зубчатой рейкой с двумя прямолинейными и двумя круговыми зубчатыми.венцами. 4 ил. ел с
Редактор
Составитель О.Поздняков Техред М.Моргентал
фигА
Корректор С.Шекмар
| Устройство для нанесения покрытий из порошкообразных материалов | 1975 |
|
SU521944A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для нанесения порошкообразных материалов | 1980 |
|
SU929246A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
