Изобретение относится к области обработки металлов давлением и может быть, использовано в производстве деталей типа бандажных колец, упрочняемых методом гидравлической раздачи.
Целью изобретения является снижение расхода металла и повышение надежности оборудования за счет исключения гидроударов в системе пресса.
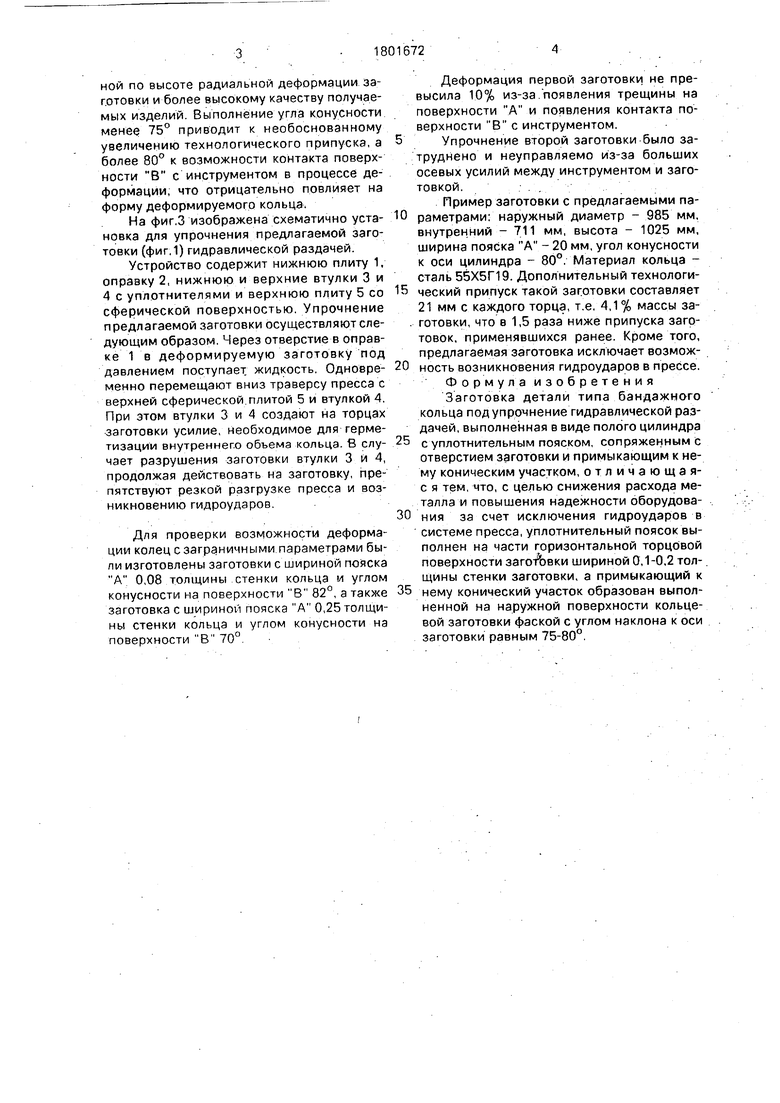
На фиг.1, 2 изображена предлагаемая заготовка и участок предлагаемой заготовки, ее.продольный разрез. Заготовка выполнена в виде полого цилиндра, на каждом торце которого выполнен уплотнительный поясок А шириной 0,1-0,2 толщины стенки цилиндра. Такая ширина пояска обеспечивает надежную герметизацию заготовки, не вызывает появления недопустимых сил трения, препятствующих радиальному перемещению торцов заготовки при деформации.
Уплотнительный поясок примыкает к отверстию. Выполнение уплотнительного пояска шириной менее 0,1 толщины стенки цилиндра вызывает недопустимую деформацию в объеме пояска и появление трещин в пояске. Выполнение его шириной более 0,2 толщины стенки цилиндра приводит к увеличению сил трения на контакте с деформирующим инструментом и к искажению цилиндрической формы кольца при деформации.
Остальная часть торцовой поверхности В выполнена конической с углом к оси цилиндра 75-80°. Такой интервал конусности обеспечивает сохранение зазора между торцами заготовки и инструментом при деформации заготовки и оптимальную радиальную жесткость прилегающих к торцам участков заготовки. Это в свою очередь, способствует созданию условий для равномеро о
сЈ VI го
ной по высоте радиальной деформации заготовки и более высокому качеству получаемых изделий. Выполнение угла конусности менее 75° приводит к необоснованному увеличению технологического припуска, а более 80° к возможности контакта поверхности В с инструментом в процессе деформации, что отрицательно повлияет на форму деформируемого кольца,
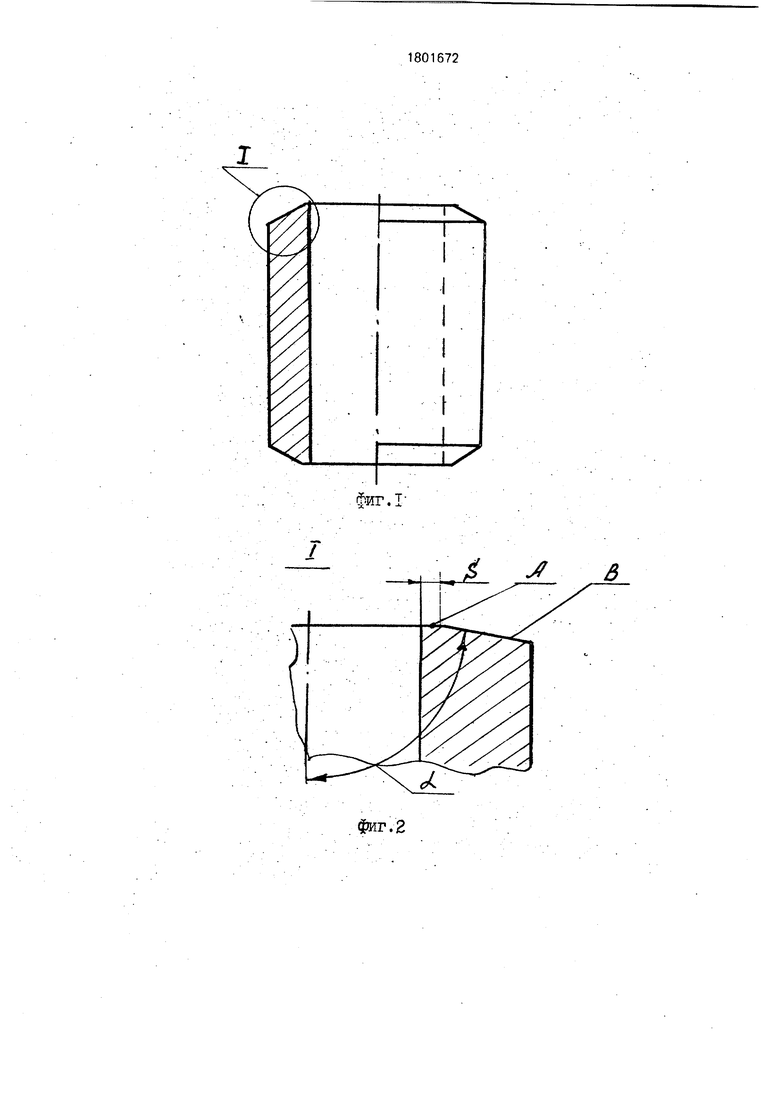
На фиг,3 изображена схематично установка для упрочнения предлагаемой заготовки (фиг,1) гидравлической раздачей.
Устройство содержит нижнюю плиту 1, оправку 2, нижнюю и верхние втулки 3 и 4 с уплотнителями и верхнюю плиту 5 со сферической поверхностью. Упрочнение предлагаемой заготовки осуществляют следующим образом. Через отверстие в оправке 1 в деформируемую заготовку под давлением поступает жидкость. Одновременно перемещают вниз траверсу пресса с верхней сферической.плитой 5 и втулкой 4. При этом втулки 3 и 4 создают на торцах заготовки усилие, необходимое для герметизации внутреннего объема кольца. 6 случает разрушения заготовки втулки 3 и 4, продолжая действовать на заготовку, препятствуют резкой разгрузке пресса и возникновению гидроударов.
Для проверки возможности деформации колец с заграничными параметрами были изготовлены заготовки с шириной пояска А 0,08 толщины стенки кольца и углом конусности на поверхности В 82°, а также заготовка с шириной пояска А 0,25 толщины стенки кольца и углом конусности на поверхности В 70°.
Деформация первой заготовки не превысила 10% из-за.появления трещины на поверхности А и появления контакта поверхности В с инструментом.
Упрочнение второй заготовки было затруднено и неуправляемо из-за больших осевых усилий между инструментом и заготовкой, ; .
Пример заготовки с предлагаемыми параметрами: наружный диаметр - 985 мм, внутренний - 711 мм, высота - 1025 мм, ширина пояска А - 20 мм, угол конусности к оси цилиндра - 80°. Материал кольца - сталь 55Х5П9. Дополнительный технологический припуск такой заготовки составляет 21 мм с каждого торца, т.е. 4,1% массы за- готовки, что в 1,5 раза ниже припуска заготовок, применявшихся ранее. Кроме того, предлагаемая заготовка исключает возможность возникновения гидроударов в прессе. Форму л а изобретения Заготовка детали типа бандажного кольца под упрочнение гидравлической раздачей, выполненная в виде полого цилиндра с уплотнительным пояском, сопряженным с отверстием заготовки и примыкающим к нему коническим участком, отличающая- с я тем, что, с целью снижения расхода металла и повышения надежности оборудования за счет исключения гидроударов в системе пресса, уплотнительный поясок выполнен на части горизонтальной торцовой поверхности заготЪвки шириной 0,1-0,2 толщины стенки заготовки, а примыкающий к
нему конический участок образован выполненной на наружной поверхности кольцевой заготовки фаской с углом наклона к оси заготовки равным 75-80°.
фиг. I 
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка детали типа бандажного кольца под упрочнение гидравлической раздачей | 1982 |
|
SU1087229A1 |
| Штамп для вытяжки | 1986 |
|
SU1349837A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| Инструмент для обратного прессования | 1980 |
|
SU897361A1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗЫ ПАТРОНА СТРЕЛКОВОГО ОРУЖИЯ | 2000 |
|
RU2176573C1 |
Использование: область обработки металлов давлением, в частности в произ-. водстве деталей типа бандажных колец, уп- рочняемых методом гидравлической раздачи. Сущность изобретения: заготовка детали типа бандажного кольца выполнена в виде полого цилиндра, имеющего уплотнительный поясок шириной 0,1-0,2 толщины стенки цилиндра для взаимодействия с инструментом. К уплотнительному пояску примыкает участок конической поверхности. Уплотнительный поясок выполнен на торцовой поверхности и примыкает к отверстию. Конический участок выполнен на остальной части торцовой поверхности с углом 75-80° к оси цилиндра. 2 ил.
7
/ J
В
фиг. 2
| Устройство к прессу для упрочнения кольцевых заготовок | 1975 |
|
SU547264A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Заготовка детали типа бандажного кольца под упрочнение гидравлической раздачей | 1982 |
|
SU1087229A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
