10 Из/пб бтение относится к обработке мета4.г,рв давлением и может быть исполь р1зано в производстве деталей тип бандажных колец, упрочняемых методрм гидравлической раздачи. Наиболее близкой к изобретению по технической сущности и достигаемому результату является заготовка детали типа бандажного кольца под упроч нение гидравлической раздачей, выполненная в виде полого цилиндра, имеющего на внутренней поверхности со стороны каждого из торцов конический уплотнительный поясок для взаимодействия с инстрзтоентом гидрораздачи 1j. Однако в известной заготовке жесткость ее торцовых участков определяется толщиной ее стенки. Во многих случаях эта жесткость недостаточна и не может обеспечить равномерность дефор- 20
мации заготовки по высоте в процессе ее гидрораздачи, что снижает качество получаемых изделий.
Цель изобретения - повьщ1ение качества изделий путем обеспечения более равномерной по высоте радиальной деформации заготовки в процессе ее гидравлической раздачи.
Поставленная цель достигается тем, что в заготовке детали типа банДсшного кольца под упрочнение гидравлической раздачей, выполненной в виде полого цилиндра, имеющего на внутренней поверхности со стороны каждого из торцов конический уплотнительный поясок для взаимодействия с инструментом, уплотнительный поясок расположен от торца заготовки на
торцам участков заготовки в процессе ее гидрораздачи. Угол конусности уплотнительного пояска об находится в пределах 25-45 .
Участок 3 между уплотнительным пояском 2 и торцом выполнен конической формы с углом конусности в пределах 50-70 . Названные интервалы обеспечивают наиболее надежные условия герметизации заготовки и оптималную в процессе гидрорастяжения радиальную жесткость прилегающих к торцам участков заготовки. Это, в свою очередь, способствует созданию условия для равномерной по высоте радиалной деформации заготовки и, соответственно, более высокому качеству получаемых изделий. 92 расстоянии, составляющем 0,15-0,25 толщины ее стенки, а участок между уплотнительным пояскам и торцом выполнен конической формы с углом конусности 50-70°. На чертеже изображена предлагаемая заготовка, продольный разрез. Заготовка 1 имеет форму полого цилиндра, имеющего на внутренней поверхности со стороны каждого из торцов конически уплотнительные пояски 2, по поверхностям которых осуществляется передача осевого усилия от инструмента для раздачи и герме|Тизация внутренней полости заготовки. Каждьй уплотнительный поясок 2 расположен на расстоянии Н от торца заготовки 1, составляющем 0,15-0,25 толщины ее стенки 5. Это увеличивает радиальную жесткость прилегающих к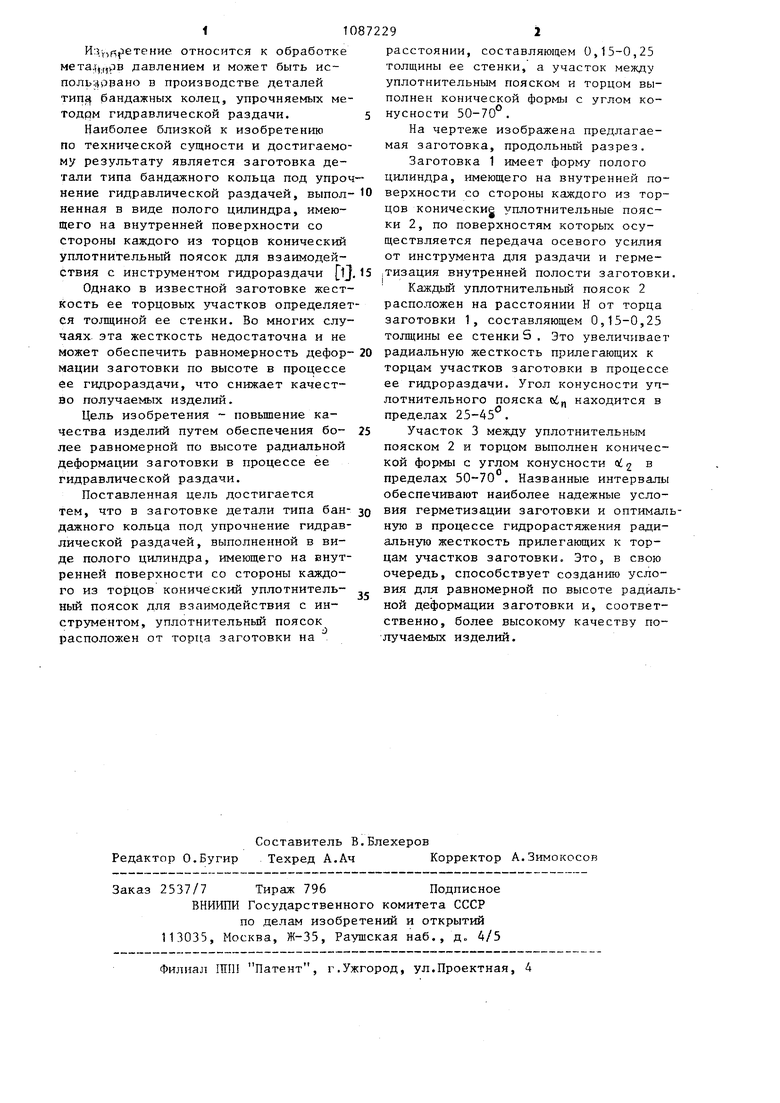
| название | год | авторы | номер документа |
|---|---|---|---|
| Заготовка детали типа бандажного кольца | 1989 |
|
SU1801672A1 |
| Способ изготовления полых изделий | 1987 |
|
SU1480947A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092268C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ТРУБНОЙ РЕШЕТКОЙ | 1997 |
|
RU2128098C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С КОЛЛЕКТОРОМ ПАРОГЕНЕРАТОРА | 2012 |
|
RU2524461C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Способ получения полых изделий из трубчатых заготовок | 1989 |
|
SU1754289A1 |
ЗАГОТОВКА ДЕТАЛИ ТИПА БАНДАЖНОГО КОЛЬЦА ПОД УПРОЧНЕНИЕ ГИДРАВЛИЧЕСКОЙ РАЗДАЧЕЙ, выполненная в виде г полого цилиндра, имеющего на внутренней поверхности со стороны каждого из торцов конический уплотнительный поясок для взаимодействия с инструментом, отличающаяся тем, что, с целью повьшения качества изделия путем обеспечения более равномерной по высоте радиальной деформации заготовки в процессе ее гидравлической раздачи, уплотнительный поясок расположен от торца заготовки на расстоянии, составляющем 0,15-0,25 толщины ее стенки, а участок между уплотнительHbw пояском и торцом выполнен конической формы с углом конусности 50-70 . i (Л со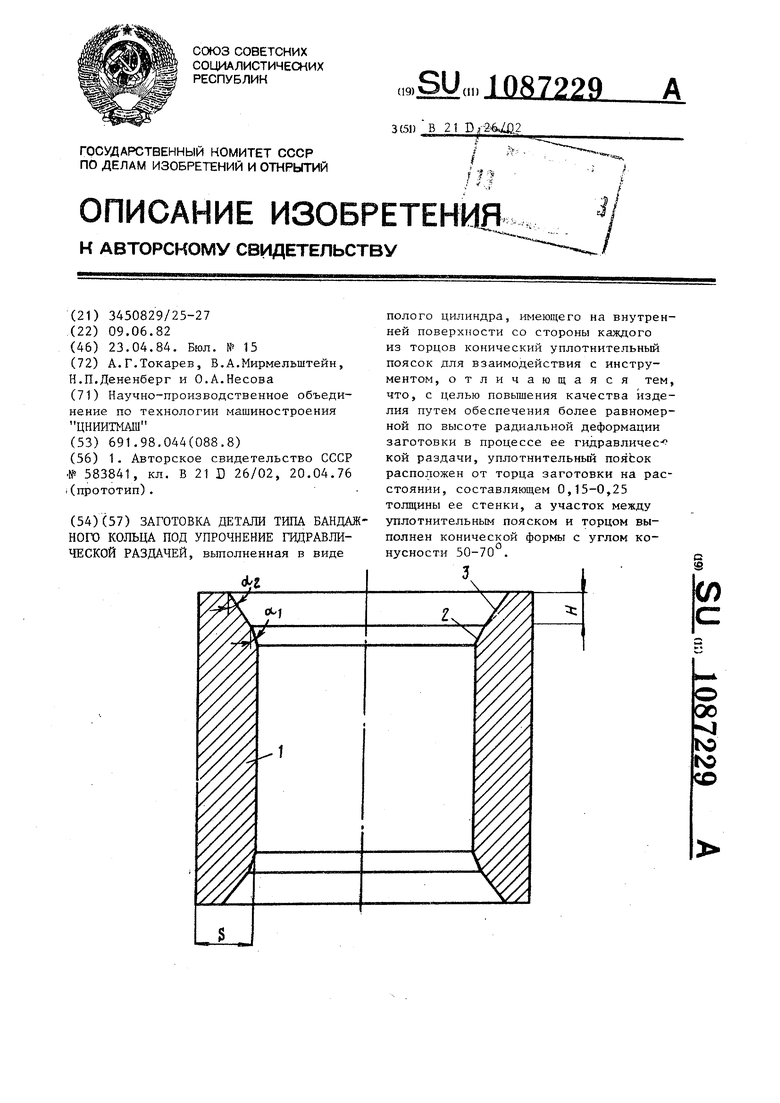
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство к прессу для упрочнения кольцевых заготовок | 1976 |
|
SU583841A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
