Изобретение относится к технологической оснастки для обработки металлов давлением, в частности для пробивки отвер- стий(пазов) в трубных заготовках, например в поясе башенной вышки ВБ 53х320М.
Целью изобретения является расширение технологических возможностей за счёт пробивки отверстий на любом участке, удаленной от конца заготовки, и снижение металлоемкости.. : - -.
На фиг. 1 изображен общий вид штампа в начале операции: на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.2; на фиг.4 - вид по стрелке Б на фиг.З: на фиг.5 - общий вид штампа в конце операции; на фиг.6 - узел II на фиг.5; на фиг.7 вид по стрелке В на фиг.6.
Штамп для пробивки диаметрально противоположных отверстий в трубных заготовках содержит обойму 1 для размещения заготовки 2, стержень 3 с коническим концом, на котором выполнен продольный паз с возможностью перемещения вдоль него пальца 4. Палец 4 проходит через стержень 3 и направляющие планки 5, в отверстиях последних жестко установлены два пальца 6 соединяющие, каждый из пуансонов 7 с направляющими планками 5 и проходящие через паз в соответствующем пуансоне 7. Выполненные в каждом пуансоне 7 пазы расположены симметрично отно- сительно оси стержня 3 и перпендикулярно пазу стержня 3. В паз под пальцем 6 вставлена шайба 8, под которо й установлен упруСО
о
( VI
VI
гий элемент 9, посредством которого пуансон 7 возвращается в исходное положение, Упругие элементы 9 установлены с возможностью взаимодействия с пальцами 6, проходящими через пазы пуансонов 7.
Для возможности установки шайбы 8 и упругого элемента 9, в пуансоне 7 выполнено нижнее отверстие, в которое вставлена пробка 10 и фиксируется винтом 11. Для придания надежности и жесткости соединению направляющих планок 5 с пальцами 4 и б, последние закрепляются посредством шайбы 12 и шплинта 13, Перпендикулярно направлению ввода заготовки 2, соосно пуансону 7 в обойме 1 выполнены окна, в которые вставляются матрицы 14, имеющие радиальные пазы.
Для достижения соосности между матрицей 14 и пуансоном 7, а также жесткого закрепления пуансона 7 в процессе пробивки отверстий в направляющих планках 5 предусмотрены специальные болты 15. Причем специальные болты 15 вворачиваются в резьбовое отверстие обоймы Т и крепится, контргайкой 16 с шайбой 17. Для удобства работы штампа на концах болтов 15 имеются гайки 18, которые шплинтуют, и с помощью которых, в случае, необходимости, можно смещать пуансон 7.
Для возможности ввода матриц 14 в обойму 1, в последнем, на внутренней дон-. ной части полости (поверхность Г), служащей для прохождения стержня 3, предусмотрено съемное кольцо 19, которое крепится к обойме 1 болтами 20.
Штамп работает следующим образом.
Трубную заготовку вставляют в обойму 1 до ограничительного упора (поверхность Г). Стержень 3 (прямой ход) перемещается в продольном направлении соосно обойме 1. Пуансоны 7 перемещаются в радиальном направлении (упругие элементы 9 находятся в сжатом положении) и одновременно пробиваются диаметрально противоположные отверстия (пазы).
При обратном движении стержня 3 упругие элементы 9 разжимаются, и пуансоны 7 занимают первоначальное исходное положение так. как пальцы 6 жестко закреплены
с направляющими планками 5 и неподвижны.
Таким образом, можно пробивать необходимое количество диаметрально противо- положных отверстий (пазов) на любых
участках, удаленных от конца трубной заготовки.
Формула изобретения Штамп для пробивки диаметрально противоположных отверстий в трубных заготовках, содержащий обойму для размещения заготовки, связанную с обоймой матрицу с радиальными пазами, пуансоны, установленные с возможностью радиального перемещения, механизм рабочего перемещения пуансонов, включающий стержень с коническим концом, средство возврата пуансонов в исходное положение, включающее упругие элементы, направляющие для перемещения пуансонов, о т л и ч а ю щ и йс я тем, что, с целью расширения технологических возможностей за счет пробивки отверстий на участках, удаленных от конца заготовки, и снижения металлоемкости, на коническом конце стержня выполнен продольный паз, направляющие для перемещения пуансонов выполнены в виде планок, размещенных на коническом конце стержня и связанных с ним пальцем, проходящем через паз с возможностью перемещения
вдоль него, в каждом пуансоне выполнен паз, пазы расположены симметрично относительно оси стержня и перпендикулярно пазу стержня, средства возврата пуансонов в исходное положение выполнены в виде
пальцев, соединяющих каждый из пуансонов с направляющими планками и проходящих через паз в соответствующем пуансоне, а упругие элементы установлены с возможностью взаимодействия с пальцами, проходящими через пазы пуансонов.
.З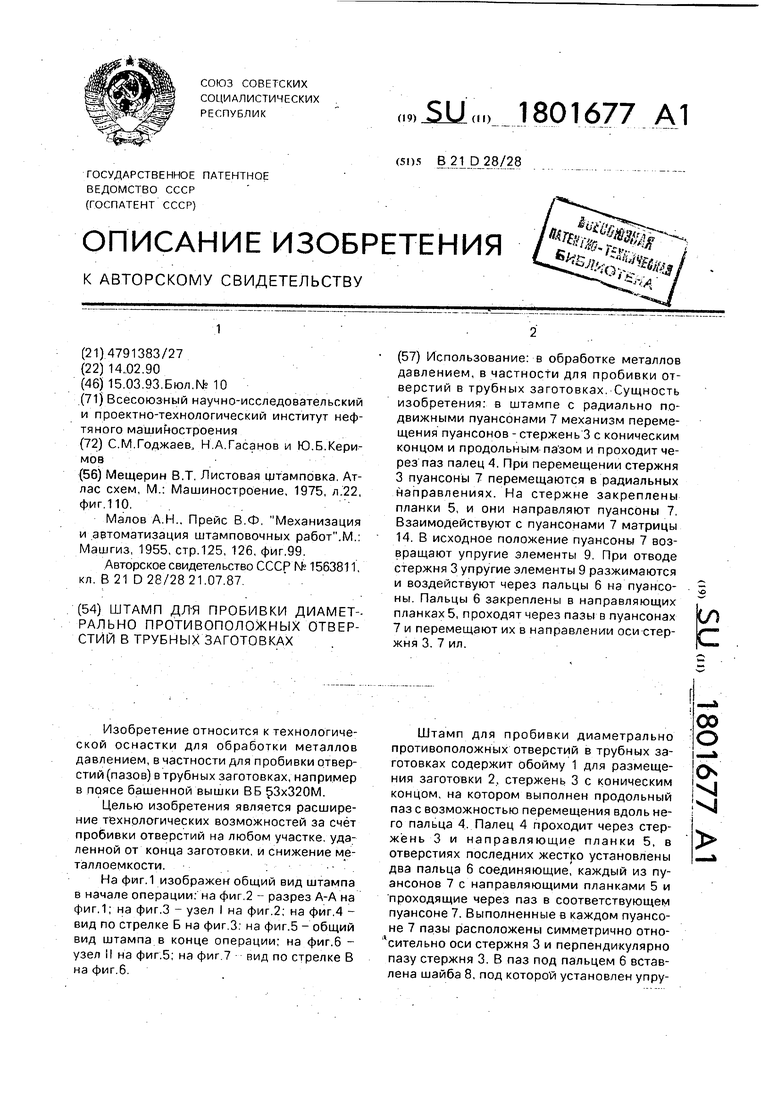
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| Штамп для пробивки радиальных отверстий в полых деталях | 1988 |
|
SU1593742A1 |
| Штамп для высадки утолщений на трубных заготовках | 1985 |
|
SU1355341A1 |
| Штамп для пробивки отверстий в конических деталях | 1978 |
|
SU768524A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |



Использование: в обработке металлов давлением, в частности для пробивки отверстий в трубных заготовках. Сущность изобретения: в штампе с радиально подвижными пуансонами 7 механизм перемещения пуансонов - стержень 3 с коническим концом и продольным пазом и проходит через паз палец 4. При перемещении стержня 3 пуансоны 7 перемещаются в радиальных направлениях. На стержне закреплены планки 5, и они направляют пуансоны 7. Взаимодействуют с пуансонами 7 матрицы 14. В исходное положение пуансоны 7 возвращают упругие элементы 9. При отводе стержня 3 упругие элементы 9 разжимаются и воздействуют через пальцы 6 на пуансоны. Пальцы 6 закреплены в направляющих планках 5,проходят через пазы в пуансонах 7 и перемещают их в направлении оси стержня 3. 7 ил. СО с
Фиг. 5
/7
Фа, б
/. 7
| Мещерин ВТ | |||
| Листовая штамповка | |||
| Атлас схем, М.: Машиностроение, 1975, л | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Малое А.Н. | |||
| Прейс В.Ф | |||
| Механизация и автоматизация штамповочных работ.М.: Машгиз, 1955, стр.125, 126, фиг.99 | |||
| Штамп для пробивки отверстий в полых цилиндрических изделиях | 1987 |
|
SU1563811A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
