Изобретение относится к металлургии, а именно к установкам непрерывной и полунепрерывной разливки металлов в многослойные заготовки.
Известны принимаемые за прототип способ и устройство для закрытой подачи металлов разного химического состава в кристаллизатор с целью отливки многослойных заготовок.
В известном способе и устройстве последовательную подачу в кристаллизатор разных металлов для формируемых слоев многослойной заготовки осуществляют через общий металлоприемник и далее через общий металлопровод, причем после формирования одного слоя заготовки остатки жидкого металла этого слоя удаляют как из металлопровода, так и из металлоприемника.
Устройство для осуществления указанного способа подачи включает металлоприемник, металлопровод, соединенный с металлоприемником, распределительный блок с подводящим и отводящим сообщающимися отверстиями, к которым соответственно подсоединены металлопровод и кристаллизатор, преимущественно индукционный насос для транспортирования металла, установленный в линии металлопровода.
Известные способы подачи металлов для формирования многослойной заготовки и устройство для осуществления способа имеют существенные недостатки, заключающиеся в том, что при смене одного металла другим необходимо не только удалить остатки жидкого металла из оболочки отливаемой заготовки, но и осуществить его замену в металлоприемнике, на что потребуется определенная затрата времени. При формировании, например, полой однослойной заготовки из алюминиевых сплавов длиной 3 м с внешним диаметром 250-500 мм и внутренним диаметром 125-250 мм требуется затрата времени 10-25 мин. Если отливать такую же по размерам многослойную заготовку, то при использовании одного металлоприемника, как это предусмотрено в прототипе, на замену одного металла другим требуется не менее 5 мин. В результате время отливки многослойной заготовки увеличивается не менее, чем на 5 мин и составит 15-30 мин. Если число слоев многослойной заготовки будет больше 2-х, то указанное время увеличится на большую величину.
Во время смены одного металла в металлоприемнике другим, ранее сформированный слой может, во-первых, переохладиться, что может быть причиной неохватывания последующим слоем и образования нежелательного зазора между формируемыми слоями, а во-вторых, на внутренней поверхности сформированного слоя заготовки может появиться нежелательная окисная пленка. В результате снижается качество отливаемой заготовки.
Целью предлагаемого изобретения является повышение качества отливаемых заготовок и повышение выхода годного, а также увеличение производительности установки для отливки многослойных заготовок.
Указанная цель достигается тем, что в способе закрытой подачи металлов в кристаллизатор, включающем последовательную подачу в кристаллизатор разных металлов формируемых слоев многослойной заготовки через металлоприемник и далее через металлопровод и удаление остатков этих металлов из металлопровода и металлоприемника по окончании формирования каждого слоя заготовки, металл с разным химсоставом подают в обособленные металлоприемники и далее их последовательную подачу в кристаллизатор и удаление остатков по окончании формирования очередного слоя осуществляют через обособленные металлопроводы, причем при подаче очередного металла в кристаллизатор через обособленный металлопровод и в период формирования очередного слоя заготовки в других обособленных металлопроводах на выходе в жидком металле создают давления, равные давлению подачи и давлению формирования очередного слоя, а на входе в другие обособленные металлопроводы создают давления в жидком металле, противоположные по знаку и равные металлостатическим давлениям в обособленных металлоприемниках с металлами других химсоставов.
Способ может быть осуществлен устройством, содержащим металлоприемник, металлопровод, соединенный с металлоприемником, распределительный блок с подводящим и отводящим сообщающимися отверстиями, к которым соответственно подсоединены металлопровод и кристаллизатор, индукционный насос для транспортирования металла, установленный в линии металлопровода.
Отличие устройства состоит в том, что распределительный блок выполнен с дополнительными подводящими отверстиями и с общим отводящим отверстием, причем общее число подводящих отверстий соответствует числу металлов с разным химическим составом, а подсоединяемые ко всем подводящим отверстиям распределительного блока металлопроводы соединены с обособленными металлоприемниками и снабжены камерами, по обе стороны от которых установлены индукционные насосы.
Подача разных металлов на формирование многослойных заготовок через обособленные металлопроводы из обособленных металлоприемников не требует замены металла в металлоприемниках. В результате время с момента удаления одного металла, из сформированной оболочки заготовки, до момента подачи в эту оболочку другого металла сводится к минимуму и выражается несколькими секундами (8-150). За это время ранее сформированный слой многослойной заготовки не успеет переохладиться и окислиться. Качество многослойной заготовки при этом повышается.
Поскольку все металлопроводы устройства закрытой подачи металлов выполнены сообщающимися через распределительный блок, необходимо так организовать последовательную подачу каждого жидкого металла на формирование заготовки, чтобы при подаче одного металла другие металлы по сообщающимся металлопроводам не поступали в металлопровод, по которому в данный момент металл поступает в формируемую заготовку, и подаваемый на формирование металл не поступал в другие сообщающиеся металлопроводы. Использование в линии подачи каждого металла двух насосов, например индукционных, позволяет выполнить указанные требования. В этом случае, когда по одному из металлопроводов с помощью только одного насоса подается очередной металл на формирование многослойной заготовки, в линиях других металлопроводов вводятся в действие оба насоса, одни из которых включаются на подачу, как насос в линии задействованного металлопровода, а вторые насосы в это время включаются на подачу металлов в противоположном направлении и препятствуют таким образом перетеканию других металлов из металлоприемников.
Установление в линии металлопровода камеры, по обе стороны от которой размещаются индукционные насосы, позволяет создать лучшие условия при смене подаваемого в заготовки металла и делает возможным осуществить дополнительные операции при отливке заготовки, например ввести через камеру в подаваемый металл порошкообразный материал или небольшую дозу жидкого металла иного химсостава и т.д.
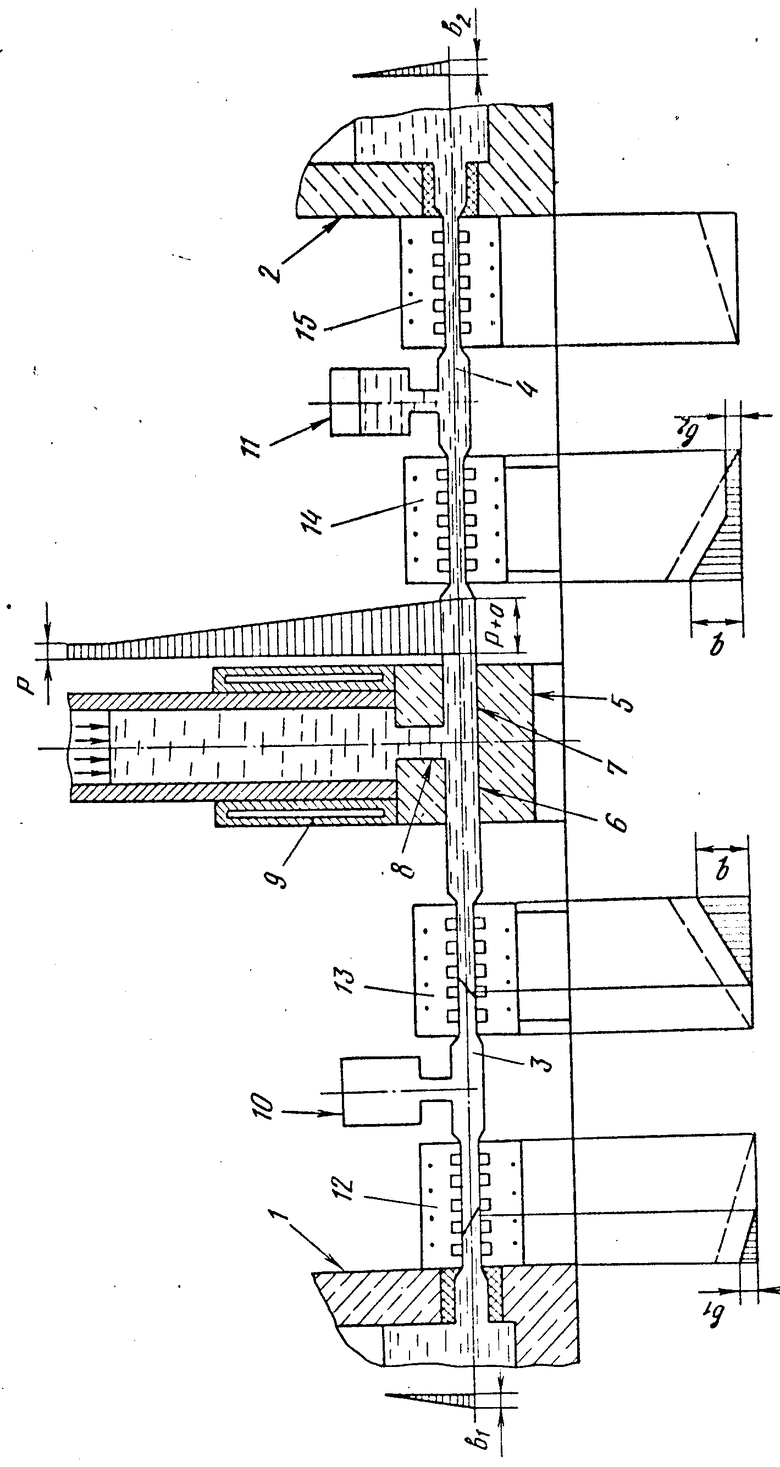
Изобретение поясняется чертежом, где показана схема устройства закрытой подачи металлов для отливки многослойных заготовок и графики давлений в каналах индукционных насосов во время работы устройства.
Согласно схеме два металла могут подаваться в кристаллизатор снизу. Практически число линий подачи металлов может быть больше двух и соответствовать необходимому числу разных металлов многослойной заготовки. Представленная схема применима также для отливки многослойных заготовок через горизонтально расположенный кристаллизатор.
Металлоприемники 1 и 2 через металлопроводы 3 и 4 соединены с распределительным блоком 5, имеющим подводящие отверстия 6 и 7 и общее отводящее отверстие 8, сообщающееся с кристаллизатором 9. В линиях металлопроводов 3 и 4 установлены камеры 10 и 11, по обе стороны от которых размещены индукционные насосы 12-15.
Устройство для закрытой подачи, напримеp, двух металлов на формирование многослойной заготовки работает следующим образом.
Один из металлов многослойной заготовки, например, из металлоприемника 2 с помощью индукционного насоса 14 через металлопровод 4, подводящее отверстие 7 и отводящее отверстие 8 распределительного блока 5 подается в кристаллизатор 9.
Индукционный насос 15 в линии металлопровода 4 в это время отключен.
На выходе металла из индукционного насоса 14 развивается давление q, равное суммарному давлению подачи а и давлению формирования р, создаваемому, например, за счет сжатия инертного газа над мениском жидкого металла в отливаемой заготовке. На рисунке показан график изменения давления в жидком металле в канале индукционного насоса 14. Пунктиром на этом графике показано максимальное давление, которое может быть развито в канале индукционного насоса. Давление b2 на графике соответствует металлостатическому давлению в металлоприемнике 2.
Часть металла из металлоприемника 2 поступает в металлопровод 3, однако, чтобы он не мог смешаться с металлом из металлоприемника 1, индукционный насос 13 в линии металлопровода 3 включается навстречу движению указанного металла, и на выходе из канала индукционного насоса 13 в жидком металле развивается давление q (см. график изменения давления в жидком металле в канале индукционного насоса 13).
Другой индукционный насос 12 в линии металлопровода 3 в это время включен навстречу движению металла из металлоприемника 1. У входа в его канал в жидком металле при этом развивается давление b1, равное металлостатическому давлению в металлоприемнике 1. Изменение давления в жидком металле в канале индукционного насоса 12 показано на графике.
В металлопроводе 3 между индукционными насосами 12 и 13 металла нет. Этот участок металлопровода заполняется предпочтительно инертным газом из камеры 10. Камера 11 на линии металлопровода 4 заполнена металлом и газом.
По окончании формирования заготовки металлом из металлоприемника 2 осуществляется быстрое удаление жидкого металла из формируемой заготовки, металлопровода 3 и металлопровода 4 в металлоприемник 2. В удалении указанного металла участвуют индукционные насосы 13, 14 и 15, включенные соответствующим образом. В конце операции по удалению указанного металла индукционный насос 15 уравновешивает металлостатическое давление металла в металлоприемнике 2, развивая при этом давление b2.
Сразу после удаления первого металла можно осуществлять подачу на формирование заготовки другого металла, например, из металлоприемника 1. Насос 12 при этом или отключается совсем, или на некоторое время переводится в режим подачи металла по металлопроводу 3 в сторону отливаемой заготовки. После того, как металл из металлоприемника 1 поступит в зону действия насоса 13, указанный насос начинает подавать металл в заготовку, а индукционный насос 14 в это время включается навстречу движению второго металла и не допускает его проникновения по металлопроводу 4 дальше канала индукционного насоса 14.
По окончании формирования заготовки вторым металлом его остатки из каналов распределительного блока 5, металлопроводов 3 и 4, из заготовки (если отливается первая заготовка) удаляются насосами 12, 13 и 14 в металлоприемник 1.
Преимущества предлагаемого способа и устройства заключаются в улучшении качества отливаемых многослойных заготовок и повышении выхода годных заготовок не менее чем на 10%
Производительность установки повысится не менее, чем на 20% за счет сокращения времени на операции, связанные со сменой одного металла на другой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК | 1985 |
|
SU1280754A1 |
| МАШИНА ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1983 |
|
SU1802461A1 |
| Способ непрерывного литья цветных биметаллических заготовок и машина для его осуществления | 1985 |
|
SU1668017A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК | 1985 |
|
SU1249777A1 |
| Способ горизонтальной непрерывной разливки металлов и установка для его осуществления | 1979 |
|
SU1109243A1 |
| Горизонтальная машина непрерывной разливки металлов в круглые заготовки | 1983 |
|
SU1168327A1 |
| СПОСОБ ГОРИЗОНТАЛЬНОГО ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ ПОЛЫХ ЗАГОТОВОК | 1983 |
|
SU1802460A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1985 |
|
SU1249776A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1985 |
|
SU1788653A1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
1. Способ закрытой подачи металлов в кристаллизатор, включающий последовательные подачи в кристаллизатор разных металлов для формирования слоев многослойной заготовки через металлоприемник и далее через металлопровод и удаление остатков этих металлов из металлопровода и металлоприемника по окончании формирования каждого слоя заготовки, отличающийся тем, что, с целью повышения качества многослойных заготовок, металл с разным химсоставом подают в обособленные металлоприемники и далее их последовательную подачу в кристаллизатор и удаление остатков по окончании формирования очередного слоя осуществляют через обособленные металлопроводы, причем при подаче очередного металла в кристаллизатор через обособленный металлопровод и в период формирования очередного слоя заготовки в других обособленных металлопроводах на выходе в жидком металле создают давления, равные давлению подачи и давлению формирования очередного слоя, а на входе в другие обособленные металлопроводы создают давления в жидком металле, противоположны по знаку и равные металлостатическим давлениям в обособленных металлоприемниках с металлами других химсоставов.
2. Устройство для осуществления способа закрытой подачи металлов в кристаллизатор, содержащее металлоприемник, металлопровод, соединенный с металлоприемником распределительный блок с подводящими и отводящими отверстиями, к которым соответственно подсоединены металлопровод и кристаллизатор, индукционный насос для транспортирования металла, установленный в линии металлопровода, отличающееся тем, что распределительный блок выполнен с дополнительными подводящими отверстиями и с общим отводящим отверстием, причем общее число подводящих отверстий соответствует числу металлов с различными химсоставами, а подсоединяемые ко всем подводящим отверстиям распределительного блока металлопроводы соединены с обособленными металлоприемниками и снабжены камерами, по обе стороны от которых установлены индукционные насосы.
| Патент США N 4073333, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
