Изобретение относится к обработке металлов давлением и может быть использовано на коЛьцепрркатных клетях, оборудованных нажимными и/или центрирующими роликами, при изготовлении кольцевых изделий с фасонной наружной поверхностью.
Целью изобретения является повышение качества получаемых изделий и расширение технологических возможностей.
Указанная цель достигается тем, что на рабочих поверхностях нажимного и центрирующих роликов выполнены подготовительные ручьи., .
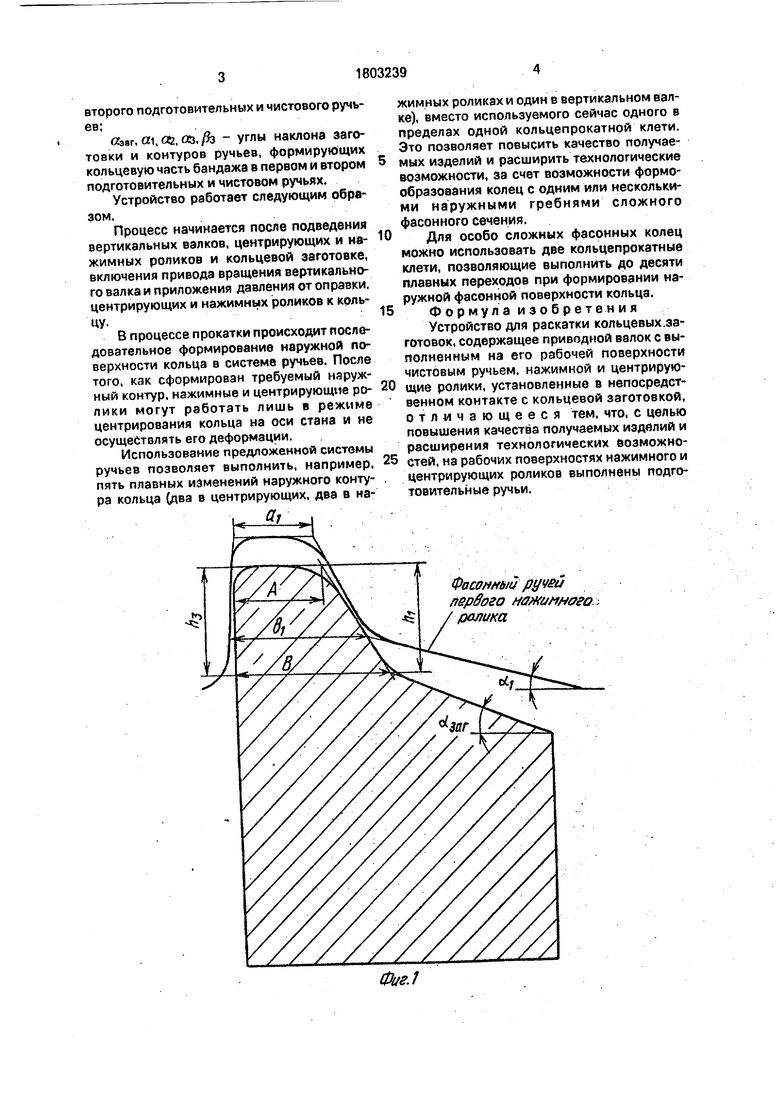
На фиг. 1 изображен 1-й подготовительный ручей, выполненный на поверхности нажимного ролика; на фиг. 2 - 2-й подготовительный ручей, выполненный на поверхности центрирующего ролика; на фиг. 3 - чистовой ручей, выполненный на рабочей поверхности приводного валка.
Первый фасонный подготовительный ручей нажимного ролика, первого по ходу вращения, нарезают с учетом плавного захода и бездефектной деформации контуразаготовки, полученной, например, на прессе (см. фиг. 1). Второй подготовительный ручей следующего по ходу вращения кольца центрирующего ролика нарезают с учетом плавного захода в него и бездефектной деформации наружного контура кольца, получаемого из первого нажимного ролика (см. фиг. 2). Чистовой фасонный ручей нарезается в вертикальном приводном валке с учетом плавного захода в него и бездефектной деформации контура кольца, полученного из центрирующего ролика (см. фиг. 3), а также из условия получения требуемого готового профиля кольца.
Согласно фиг. 1, 2, 3:
A, ai, за, аз - высота гребня у вершины заготовки и подката после первого и второго подготовительных ручьев и ручья вертикального приводного валка;
В, bi, 02. Ьз - высота гребня у основания заготовки и подката после первого, второго подготовительных и чистового ручьев;
Нз. hi, П2, Ьз - толщина гребня у основания заготовки и подката после первого и
ел
с
оо
о
СО
ю со ю
второго подготовительных и чистового ручьев;
«заг, «1. «2, оз, /Ь - углы наклона заготовки и контуров ручьев, формирующих кольцевую часть бандажа в первом и втором подготовительных и чистовом ручьях.
Устройство работает следующим образом.
Процесс начинается после подведения вертикальных валков, центрирующих и нажимных роликов и кольцевой заготовке, включения привода вращения вертикального валка и приложения давления от оправки, центрирующих и нажимных роликов к кольцу.
В процессе прокатки происходит последовательное формирование наружной поверхности кольца в системе ручьев. После того, как сформирован требуемый наружный контур, нажимные и центрирующие ролики могут работать лишь в режиме центрирования кольца на оси стана и не осуществлять его деформации.
Использование предложенной системы ручьев позволяет выполнить, например, пять плавных изменений наружного контура кольца (два в центрирующих, два в наL, fft
0
5
0
5
жимных роликах и один в вертикальном валке), вместо используемого сейчас одного в пределах одной кольцепрокатной клети. Это позволяет повысить качество получаемых изделий и расширить технологические возможности, за счет возможности формообразования колец с одним или несколькими наружными гребнями сложного фасонного сечения.
Для особо сложных фасонных колец можно использовать две кольцепрокатные клети, позволяющие выполнить до десяти плавных переходов при формировании наружной фасонной поверхности кольца. Формула изобретения Устройство для раскатки кольцевых.заготовок, содержащее приводной валок с выполненным на его рабочей поверхности чистовым ручьем, нажимной и центрирующие ролики, установленные в непосредственном контакте с кольцевой заготовкой, отличающееся тем, что, с целью повышения качества получаемых изделий и расширения технологических возможностей, на рабочих поверхностях нажимного и центрирующих роликов выполнены подготовительные ручьи.
LРедактор М. Кузнецова
Фасонный ручей чис/по&ко калибра,... выполненный дбертакальном /
приВодЬоп Валка ... Волок-ояраока
Фиг.3
Составитель Е. Баранникова Техред М.МоргенталКорректор М. Максимишинец
L
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ изготовления колец | 1989 |
|
SU1764749A1 |
| Способ производства кольцевых изделий с наружным гребнем | 1989 |
|
SU1733172A1 |
| Способ прокатки кольцевых изделий | 1991 |
|
SU1782694A1 |
| СТАН ДЛЯ РАСКАТКИ КОЛЕЦ | 1993 |
|
RU2042463C1 |
| Способ изготовления колец | 1989 |
|
SU1719142A1 |
| Способ прокатки кольцевых изделий и устройство для его осуществления | 1990 |
|
SU1792780A1 |
| Способ прокатки сложнопрофильных кольцевых изделий | 1989 |
|
SU1738448A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2185914C2 |
| СПОСОБ ПРОКАТКИ ШВЕЛЛЕРОВ | 1991 |
|
RU2019322C1 |

Использование: может быть использовано при изготовлении кольцевых изделий с фасонной наружной поверхностью в коль- цепрокатных клетях. Сущность: фасонная наружная поверхность кольцевого изделия формируется последовательно в подготовительных ручьях, выполненных на рабочих поверхностях нажимных и центрирующих роликов и в чистовом ручье, выполненном на рабочей поверхности приводного валка. Наличие в нажимных и центрирующих роликах подготовительных ручьев позволяет повысить качество получаемых изделий за счет увеличения числа плавных переходов при формирования наружной фасонной поверхности колец, а также расширить технологические возможности за счет возможности изготовления сложных профилей. 3 ил.
