Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцевых изделий типа железнодорожных бандажей и фланцев.
Цель изобретения - повышение качества изделий за счет улучшения геометрической точности профиля гребня и исключения дефектов типа утяжки гребня.
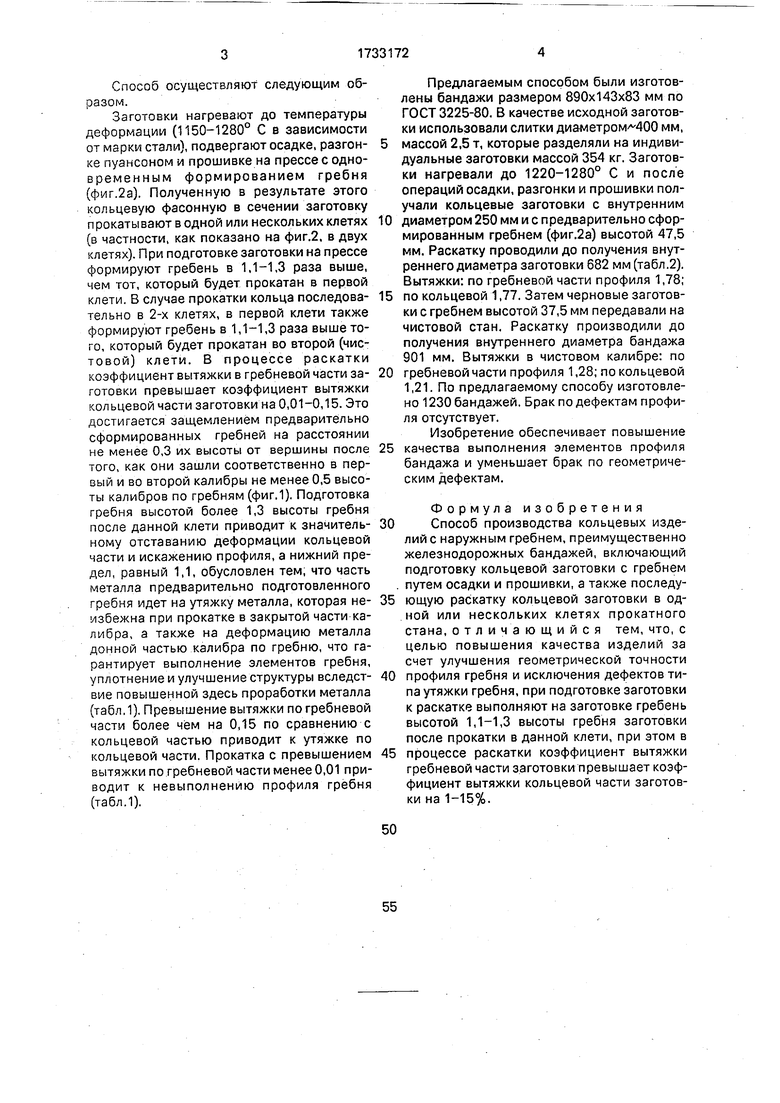
На фиг.1 показан калибр и соответственно профиль бандажа после прокатки в нем, а также профиль заготовки с предварительно сформированным гребнем; на фиг.2
-заготовка и калибры валков при прокатке бандажа последовательно в двух клетях, (а
-заготовка, б - черновой калибр и профиль сечения кольца, который получается после прокатки заготовки в черновой клети; в чистовой калибр и профиль сечения готового кольца).
На фиг.1 обозначены; 1 - контур ручья калибра в приводном валке; 2 - профиль заготовки с предварительно сформированным гребнем; 3 - контур валка-оправки; 4 - точка контакта металла с калибром; 5 - по - ложение контура валка-оправки в заключительной стадии прокатки; h - высота калибра по гребню; Н - высота гребня заготовки (подката); hi - часть высоты калибра по гребню, на которую металл вошел без обжатия; Hi - часть высоты гребня заготовки, вошедшей в калибр без обжатия.
На фиг.2 обозначены: 1 - приводной валок; 2 - валок-оправка; Н - высота гребня заготовки; Hi - высота гребня заготовки после черновой клети; Hi - высота гребня готового кольца.
VI
00
со
ю
Способ осуществляют следующим образом.
Заготовки нагревают до температуры деформации (1150-1280° С в зависимости от марки стали), подвергают осадке, разгонке пуансоном и прошивке на прессе с одно- временным формированием гребня (фиг.2а). Полученную в результате этого кольцевую фасонную в сечении заготовку прокатывают в одной или нескольких клетях (в частности, как показано на фиг.2, в двух клетях). При подготовке заготовки на прессе формируют гребень в 1,1-1,3 раза выше, чем тот, который будет прокатан в первой клети. В случае прокатки кольца последовательно в 2-х клетях, в первой клети также формируют гребень в 1,1-1,3 раза выше того, который будет прокатан во второй (чистовой) клети. В процессе раскатки коэффициент вытяжки в гребневой части заготовки превышает коэффициент вытяжки кольцевой части заготовки на 0,01-0,15. Это достигается защемлением предварительно сформированных гребней на расстоянии не менее 0,3 их высоты от вершины после того, как они зашли соответственно в первый и во второй калибры не менее 0,5 высоты калибров по гребням (фиг.1). Подготовка гребня высотой более 1,3 высоты гребня после данной клети приводит к значительному отставанию деформации кольцевой части и искажению профиля, а нижний предел, равный 1,1, обусловлен тем, что часть металла предварительно подготовленного гребня идет на утяжку металла, которая неизбежна при прокатке в закрытой части калибра, а также на деформацию металла донной частью калибра по гребню, что гарантирует выполнение элементов гребня, уплотнение и улучшение структуры вследствие повышенной здесь проработки металла (табл.1). Превышение вытяжки по гребневой части более чем на 0,15 по сравнению с кольцевой частью приводит к утяжке по кольцевой части. Прокатка с превышением вытяжки по гребневой части менее 0,01 приводит к невыполнению профиля гребня (табл.1).
Предлагаемым способом были изготовлены бандажи размером 890x143x83 мм по ГОСТ 3225-80. В качестве исходной заготовки использовали слитки диаметромМОО мм,
массой 2,5 т, которые разделяли на индивидуальные заготовки массой 354 кг. Заготовки нагревали до 1220-1280° С и после операций осадки, разгонки и прошивки получали кольцевые заготовки с внутренним
диаметром 250 мм и с предварительно сформированным гребнем (фиг.2а) высотой 47,5 мм. Раскатку проводили до получения внутреннего диаметра заготовки 682 мм (табл.2). Вытяжки: по гребневой части профиля 1,78;
по кольцевой 1,77. Затем черновые заготовки с гребнем высотой 37,5 мм передавали на чистовой стан. Раскатку производили до получения внутреннего диаметра бандажа 901 мм. Вытяжки в чистовом калибре: по
гребневой части профиля 1,28; по кольцевой 1,21. По предлагаемому способу изготовлено 1230 бандажей. Брак по дефектам профиля отсутствует.
Изобретение обеспечивает повышение
качества выполнения элементов профиля бандажа и уменьшает брак по геометрическим дефектам.
Формула изобретения
Способ производства кольцевых изделий с наружным гребнем, преимущественно железнодорожных бандажей, включающий подготовку кольцевой заготовки с гребнем путем осадки и прошивки, а также последующую раскатку кольцевой заготовки в одной или нескольких клетях прокатного стана, отличающийся тем, что, с целью повышения качества изделий за счет улучшения геометрической точности
профиля гребня и исключения дефектов типа утяжки гребня, при подготовке заготовки к раскатке выполняют на заготовке гребень высотой 1,1-1,3 высоты гребня заготовки после прокатки в данной клети, при этом в
процессе раскатки коэффициент вытяжки гребневой части заготовки превышает коэффициент вытяжки кольцевой части заготовки на 1-15%.
51733172
Результаты раскатки колец 1085x780x1 tS мм при различных значениях параметров профиля
Таблица 1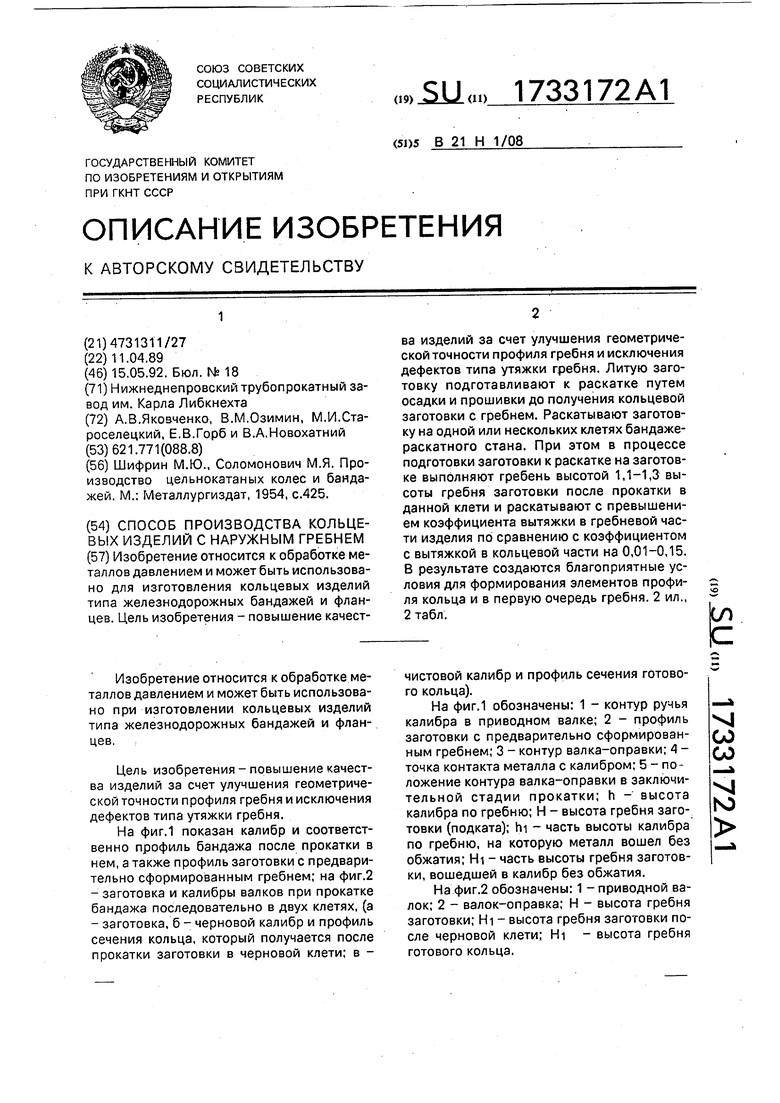

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ изготовления колец | 1989 |
|
SU1764749A1 |
| Способ изготовления кольцевых изделий с гребнем | 1989 |
|
SU1703232A1 |
| СПОСОБ ПРОКАТКИ ДВУХГРЕБНЕВЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ | 2005 |
|
RU2283706C1 |
| Способ производства кольцевых изделий с ободом и гребнем | 1987 |
|
SU1493369A1 |
| Способ изготовления кольцевых одногребневых изделий | 1988 |
|
SU1574334A1 |
| Система калибров для прокатки полосовых профилей с гребнями | 1981 |
|
SU997861A1 |
| Способ прокатки сложнопрофильных кольцевых изделий | 1989 |
|
SU1738448A1 |
| Способ прокатки балочных профилей на непрерывном сортовом стане | 1984 |
|
SU1284617A1 |
| Устройство для раскатки кольцевых заготовок | 1990 |
|
SU1803239A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления кольцевых изделий типа железнодорожных бандажей и фланцев. Цель изобретения - повышение качества изделий за счет улучшения геометрической точности профиля гребня и исключения дефектов типа утяжки гребня. Литую заготовку подготавливают к раскатке путем осадки и прошивки до получения кольцевой заготовки с гребнем. Раскатывают заготовку на одной или нескольких клетях бандаже- раскатного стана. При этом в процессе подготовки заготовки к раскатке на заготовке выполняют гребень высотой 1,1-1,3 высоты гребня заготовки после прокатки в данной клети и раскатывают с превышением коэффициента вытяжки в гребневой части изделия по сравнению с коэффициентом с вытяжкой в кольцевой части на 0,01-0,15. В результате создаются благоприятные условия для формирования элементов профиля кольца и в первую очередь гребня. 2 ил., 2 табл. W Ё
1,0
1,0
1,0
0,90
100
Невыполнение профиля гребня
/рлЈнеЈецг tf/tcf e .
Фиг 1
а
У
| Шифрин М.Ю., Соломонович М.Я | |||
| Производство цельнокатаных колес и бандажей | |||
| М.: Металлургиздат, 1954, с.425. |
