Изобретение относится к обработке металлов давлением, в частности к способам изготовления полых ступенчатых деталей,
Цель изобретения - снижение энергозатрат процесса за счет уменьшения удельных усилий.
Спрсоб получения ступенчатых изделий со сквозным отверстием заключается в том, что из цилиндрической заготовки на первом переходе обратным выдавливанием с раздачей и прямым выдавливанием в подвижных полуматрицах производят прошивку отверстия и подготовку перемычки, при этом диаметр отверстия заготовки получают больше диаметра готового изделия, а обратное выдавливание с раздачей производят с постоянным зазором между верхним пуансоном и стенкой верхней полуматрицы. При обратном выдавливании, за счет разницы толщины стенки и зазора между пуансоном и полуматрицей, выдавливаемый металл не касается стенок полуматрицы. На втором переходе производят просечку перемычки, прямое выдавливание и обжатие отверстия. На третьем переходе производят штамповку утолщения.
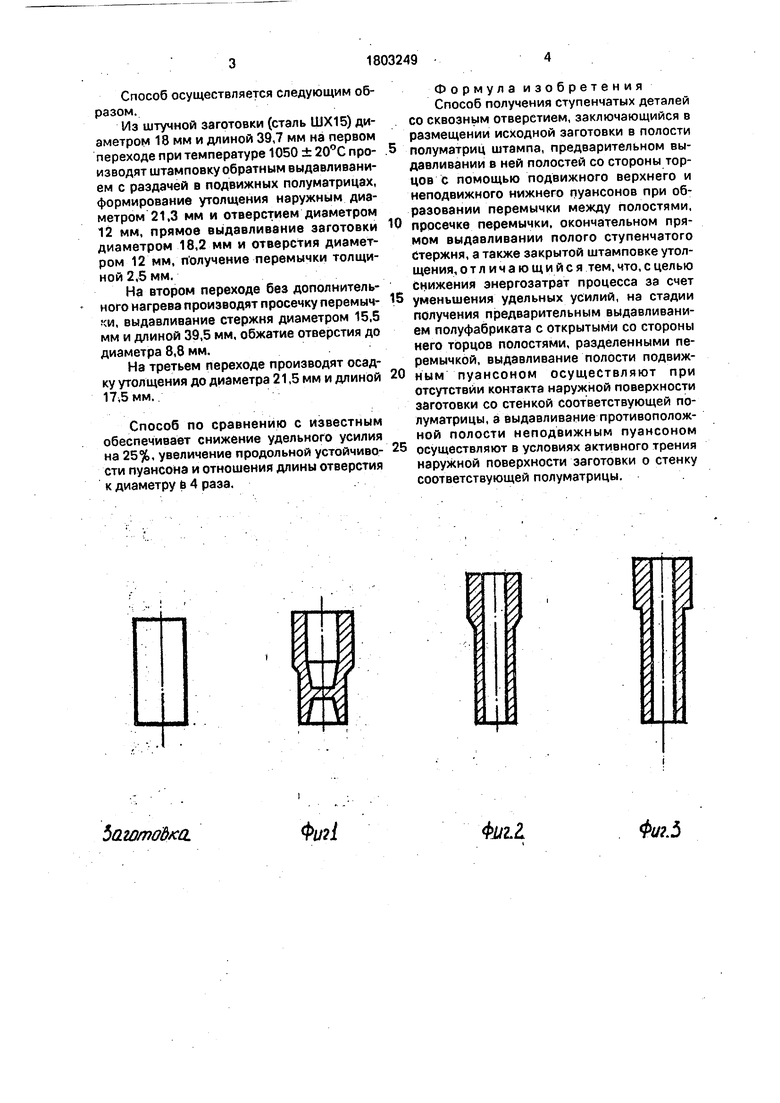
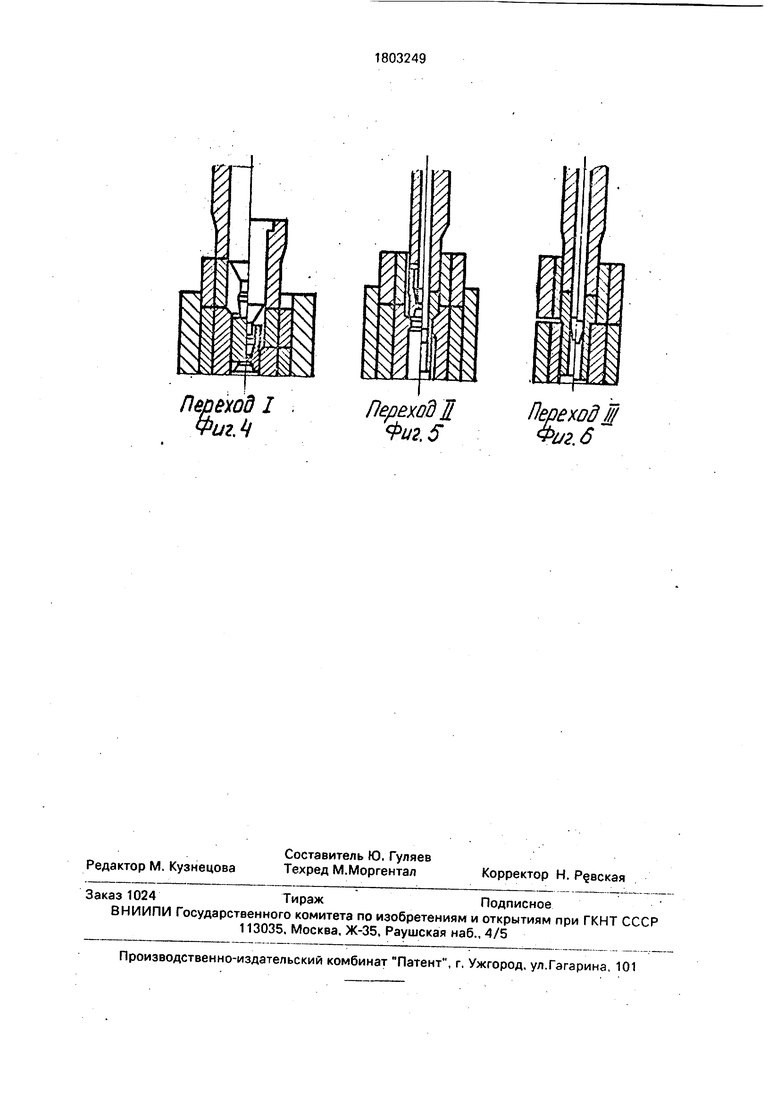
На фиг. 1 представлена заготовка после первого перехода штамповки; на фиг. 2 - заготовка после второго перехода штамповки; на фиг. 3 - готовое изделие; на фиг. 4 - схема штамповки первого перехода; на фиг. 5 - схема штамповки второго перехода; на фиг. 6 - схема штамповки третьего перехода.
00
о
CJ К) N
ю
Способ осуществляется следующим образом.
Из штучной заготовки (сталь ШХ15) диаметром 18 мм и длиной 39,7 мм на первом переходе при температуре 1050 ± 20°С производят штамповку обратным выдавливанием с раздачей в подвижных полуматрицах, формирование утолщения наружным диаметром 21,3 мм и отверстием диаметром 12 мм, прямое выдавливание заготовки диаметром 18,2 мм и отверстия диаметром 12 мм, получение перемычки толщиной 2,5 мм.
На втором переходе без дополнительного нагрева производят просечку перемычки, выдавливание стержня диаметром 15,5 мм и длиной 39,5 мм, обжатие отверстия до диаметра 8,8 мм.
На третьем переходе производят осадку утолщения до диаметра 21,5 мм и длиной ,
Способ по сравнению с известным обеспечивает снижение удельного усилия на 25%, увеличение продольной устойчивости пуансона и отношения длины отверстия к диаметру 6 4 раза..
0
5
0
5
Формула изобретения Способ получения ступенчатых деталей со сквозным отверстием, заключающийся в размещении исходной заготовки в полости полуматриц штампа, предварительном выдавливании в ней полостей со стороны торцов с помощью подвижного верхнего и неподвижного нижнего пуансонов при образовании перемычки между полостями, просечке перемычки, окончательном прямом выдавливании полого ступенчатого Стержня, а также закрытой штамповке утолщения, отличающийся тем, что, с целью снижения энергозатрат процесса за счет уменьшения удельных усилий, на стадии получения предварительным выдавливанием полуфабриката с открытыми со стороны него торцов полостями, разделенными перемычкой, выдавливание полости подвижным пуансоном осуществляют при отсутствии контакта наружной поверхности заготовки со стенкой соответствующей полуматрицы, а выдавливание противоположной полости неподвижным пуансоном осуществляют в условиях активного трения наружной поверхности заготовки о стенку соответствующей полуматрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ВТУЛОК, ИМЕЮЩИХ СКВОЗНУЮ ПОЛОСТЬ И НАРУЖНУЮ ПОВЕРХНОСТЬ С ПЕРЕМЕННЫМ ВДОЛЬ ОСИ СЕЧЕНИЕМ | 2005 |
|
RU2308347C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА СТАКАНОВ И ЧАШ | 2009 |
|
RU2402401C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
| СПОСОБ ОБЪЕМНОЙ ГОРЯЧЕЙ ШТАМПОВКИ ДЕТАЛЕЙ ТИПА ЧАШ И СТАКАНОВ | 2009 |
|
RU2391174C1 |
| Способ изготовления изделий со сквозным отверстием и стаканов | 1987 |
|
SU1551469A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
Использование: способы изготовления полых ступенчатых деталей обработкой давлением. Сущность изобретения: исходную заготовку размещают в полости полуматрицы штампа, предварительно выдавливая в ней полости со стороны торцов с помощью верхнего подвижного и нижнего неподвижного пуансонов при образовании перемычки между полостями. Затем перемычку просекают и окончательно выдавливают прямым способом полый ступенчатый стержень, а также утолщение закрытой штамповкой. На стадии получения предварительным выдавливанием полуфабриката с открытыми со стороны него торцов полостями, разделенными перемычкой, выдавливание полости подвижным пуансоном осуществляют при отсутствии контакта наружной поверхности заготовки со стенкой соответствующей прлуматрицы, а выдавли- вание противоположной полости неподвижным пуансоном осуществляют в условиях активного трения наружной поверхности заготовки о стенку соответствующей полуматрицы. 1 з.п. ф-лы, 6 ил. (Л
5aw/n0faЈL
Фи
Фиг.2.
Фм.5
