Изобретение относится к термической обработке покрытий и может быть исполь- зфано, в частности, для оплавления кольце- вь)х напыленных покрытий.
Целью изобретения является повышение качества оплавления покрытий и производительности процесса оплавления. .
Поставленная цель достигается тем. что в способе оллавления напыленных самофлюсующимся сплавом кольцевых покры- ти i, при котором осуществляют предварительный прогрев детали до t 800-900°С. а :1атем производят оплавление покрытия, со ласно предлагаемому способу предварительный прогрев детали производят путем од современного нагрева всей кольцевой зоны, середина которой расположена на расстоянии 3-10 мм от начала похрытия, при
этом угол наклона пламени к плоскости детали выбирают равным 35-55°, а оплавление покрытия, производят путем вертикального перемещения вверх устройства со скоростью, обеспечивающей оплавление покрытия. Кроме того, поставленная цель достигается тем, что в устройстве для осуществления заявляемого способа, содержащем инжектор, регуляторы расхода горючего газа и окислителя, и многосопловой наконечник последний выполнен в виде кольца, при этом сопла расположены под углом 35-55° к поверхности детали, а диаметр, на котором расположены выходные отверстия сопел меньше диаметра начала покрытия на 5-10%.
Благодаря тому, что сопла кольцевого многосоплового наконечника расположены
00
о
W
ю
00
под углом 35-55° к поверхности детали, а диаметр, на котором расположены выходные отверстия сопел, меньше диаметра начала покрытия на 5-10%, происходит одновременный прогрев всей кольцевой зоны детали, середина которой расположена на расстоянии 3-10 мм от начала покрытия пламенем, угол наклона которого к плоскости детали составляет 35-55°, что, как доказано экспериментально, обеспечивает выполнение требований предварительно прогрева детали (отсутствие отслоений покрытия и др. дефектов).
При вертикальном перемещении устройства со скоростью, обеспечивающей оплавление покрытия, происходит перемещение зоны нагрева по поверхности покрытия от начала покрытия к краю за счет наклонного расположения сопел горелки. Таким образом,,наличие указанных отличительных признаков обеспечивает получение оплавленных покрытий высокого качества (без отслоений и др. дефектов).
Ограничения диаметра, на котором расположены выходные отверстия сопел (5- 10%) и угла наклона пламени к плоскости детали (35-55°) установлены эксперимен; тально.
Если диаметр, на котором расположены выходные отверстия сопел, составляет ме- нее5% от диаметра начала покрытия,то при предварительном прогреве нагревается по- .крытие, что может вызвать отслоение покрытия. Увеличение указанного диаметра свыше 10% от диаметра начала покрытия нецелесообразно, так как не приводит к дополнительному положительному эффекту.
Если угол наклона пламени к плоскости детали меньше 35°, происходит одновременный нагрев и покрытия, и детали, вследствие чего возможны отслоения покрытия. Если же угол наклона пламени к плоскости детали больше 55°, то при вертикальном подъеме устройства не происходит оплавления края покрытия.
Способ оплавления напыленных самофлюсующимся сплавом кольцевых покрытий заключается в следующем. Вначале осуществляют предварительный прогрев детали с покрытием до 800-900°С путем одновременного нагрева всей кольцевой зоны, середина которой отстоит от начала покрытия на 3-Ю.мм пламенем, угол наклона которого к плоскости детали равен 35- 55°, а затем оплавляют покрытие путем перемещения устройства вертикально вверх. При этом за счет наклонного расположения сопел происходит перемещение зоны нагрева от начала покрытия к краю.
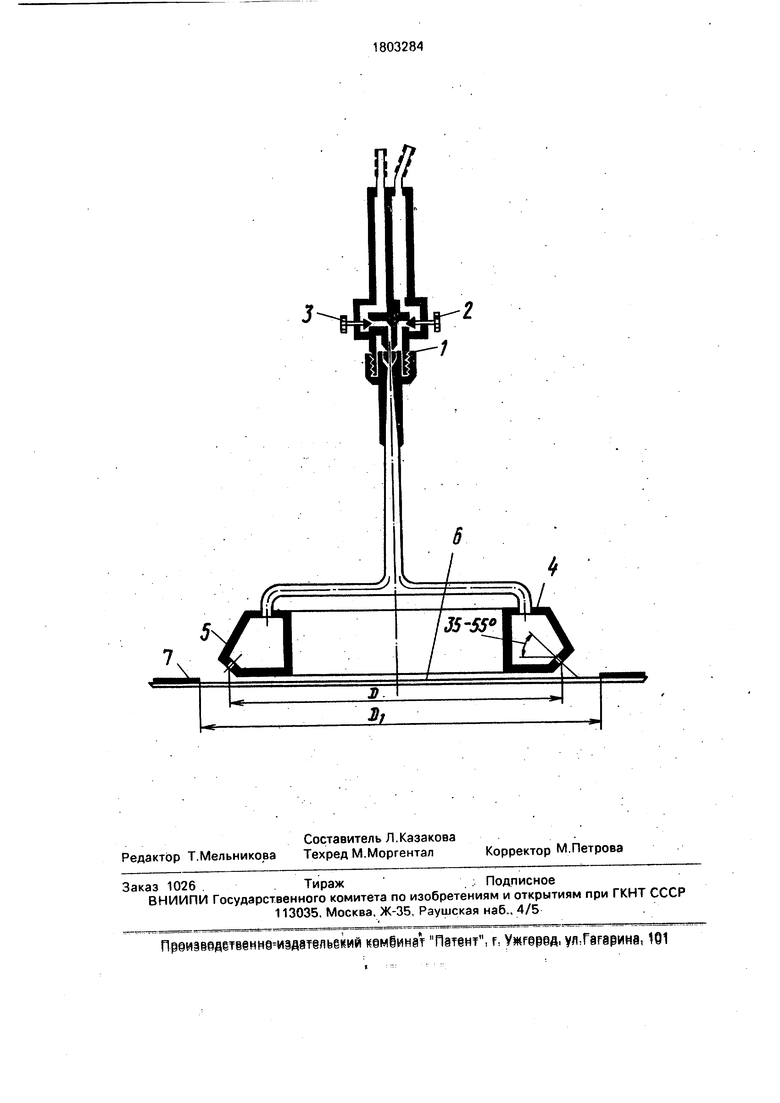
На чертеже изображено устройство для осуществления напыленного самофлюсующимся сплавом кольцевого покрытия,
Устройство содержит инжектор 1, регуляторы расхода 2 и 3 горючего газа и окислителя, а также многосопловой наконечник 4, выполненный в виде кольца. Сопло 5 наконечника 4 расположено под углом 35-55° к поверхности обрабатываемой детали 6 с
покрытием 7, а диаметр 0,на котором рас-, положены выходные отверстия сопел 5, меньше диаметра DI начала покрытия на 5-10%.
Устройство работает следующим образом. Устройство устанавливают над деталью 6.с покрытием 7. После зажигания и регулировки производят прогрев одновременно всей кольцевой зоны детали 6, распо- ложенной перед покрытием 7, на
расстояние 3-10 мм до температуры 800- 900°С.
После этого начинают подъем устройства вертикально вверх со скоростью, обеспечивающей оплавление кольцевого покрытия
у. Благодаря тому, что сопла 5 расположены под углом 35-55° к поверхности детали 6, происходит перемещение зоны нагрева по поверхности покрытия 7 и обеспечивается получение оплавленных покрытий высокого
качества.
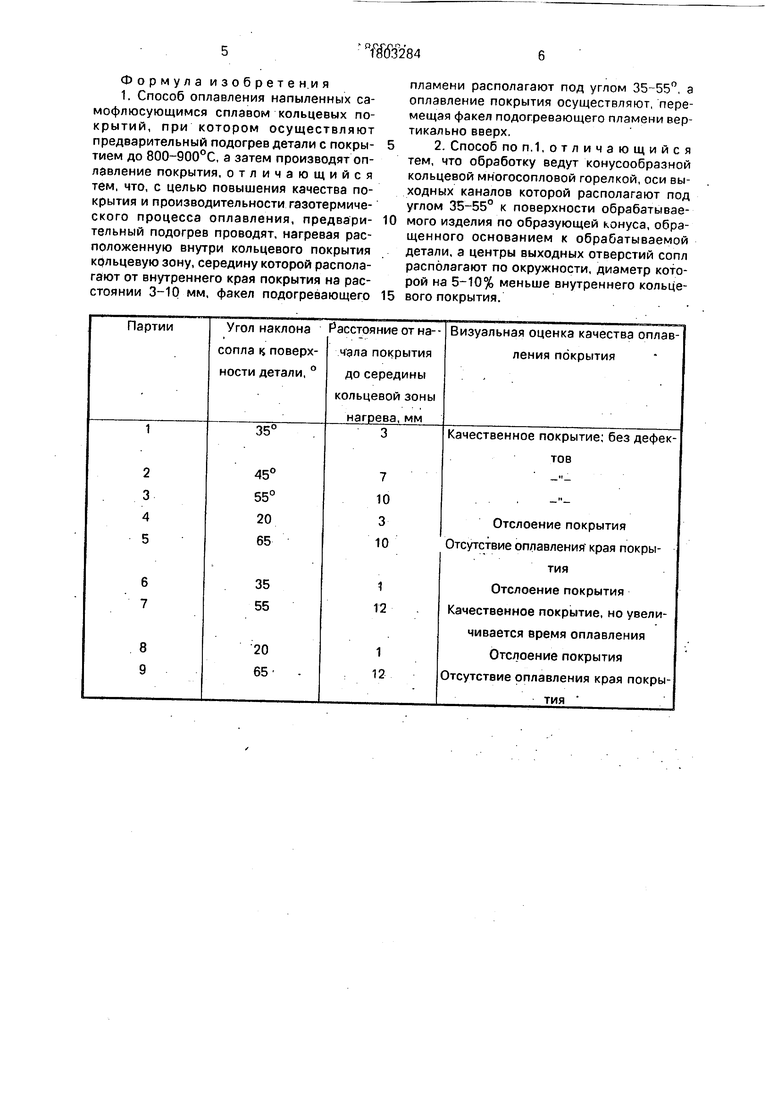
Пример. Производилось оплавление кольцевого покрытия шириной 40 мм, полученного с применением Ni-Cr-B-Si сплава, девяти партий дисковых ножей для резки
асбестоцементных изделий (диаметр ножа 330 мм, толщина - 2 мм). Ножи девяти пар- . тий оплавлялись с использованием устройства для осуществления предлагаемого слособа, при этом для каждой партии угол
наклона сопел к поверхности детали и рас- . стояние от середины кольцевой зоны до начала покрытия были, как указано в таблице, различными,
Качество оплавления покрытия оценивалось визуально.
Результаты экспериментов, приведенные в таблице, показали, что только наличие таких отличительных признаков, как угол на- клона сопел к поверхности детали (35-55°) и предварительный прогрев всей кольцевой зоны, середина которой отстоит от начала покрытия на 3-10 мм, обеспечивают получение высококачественных оплавленных по- крытий,
Использование заявляемого способа позволит повысить производительность процесса оплавления, а также качество оплавляемых покрытий.
Формула изобретен.и я 1. Способ оплавления напыленных самофлюсующимся сплавом кольцевых покрытий, при котором осуществляют предварительный подогрев детали с покрытием до 800-900°С, а затем производят оп- лавление покрытия, отличающийся тем, что, с целью повышения качества покрытия и производительности газотермического процесса оплавления, предварительный подогрев проводят, нагревая расположенную внутри кольцевого покрытия кольцевую зону, середину которой располагают от внутреннего края покрытия на расстоянии 3-10 мм, факел подогревающего
0
5
пламени располагают под углом 35-55°, а оплавление покрытия осуществляют, перемещая факел подогревающего пламени вертикально вверх.
2. Способ по п. 1,отличающийся тем, что обработку ведут конусообразной кольцевой многосопловой горелкой, оси выходных каналов которой располагают под углом 35-55° к поверхности обрабатываемого изделия по образующей конуса, обращенного основанием к обрабатываемой детали, а центры выходных отверстий сопл располагают по окружности, диаметр которой на 5-10% меньше внутреннего кольцевого покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ | 2005 |
|
RU2299115C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ИЗДЕЛИЯХ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 1997 |
|
RU2112815C1 |
| Способ нанесения покрытий | 1987 |
|
SU1553569A1 |
| Способ восстановления стальных и чугунных корпусных деталей газотермическим плакированием с прямым осаждением самофлюсующегося порошкового материала | 2024 |
|
RU2830001C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ СПЛАВОВ | 2000 |
|
RU2201471C2 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2002 |
|
RU2234382C2 |
| СПОСОБ ПЛАЗМЕННОГО НАПЫЛЕНИЯ | 2022 |
|
RU2803172C1 |
| Способ обработки поверхностей трения | 1988 |
|
SU1615222A1 |
| Способ плазменного напыления износостойких покрытий толщиной более 2мм | 2017 |
|
RU2665647C2 |
| Устройство для нанесения покрытий | 1991 |
|
SU1808398A1 |
Использование: термическая обработка покрытий. Сущность изобретения: перед оглавлением напиленных самофлюсующимся сплавом кольцевых покрытий ведут предварительный подогрев до 800-900°С. Подогрев проводят, нагревая кольцевую зону, расположенную внутри кольцевого покрытия. Середину зоны нагрева располагают на расстоянии 3-10 мм от внутреннего края кольцевого покрытия. Факел пламени располагают под углом 35-55°, а оглавление осуществляют, перемещая факел подогревающего пламени вертикально вверх. Обработку проводят конусной кольцевой многосопловой горелкой. 1 з.п. ф-лы, 1 ил., 1 табл.
