Изобретение относится к сварочному производству и предназначено для удаления грата с листовых заготовок после газотермической резки с дефектами поверхности в виде вогнутостей.
Целью изобретения является расширение технологических возможностей путем обеспечения удаления грата с искривлений поверхности заготовок вогнутой формы.
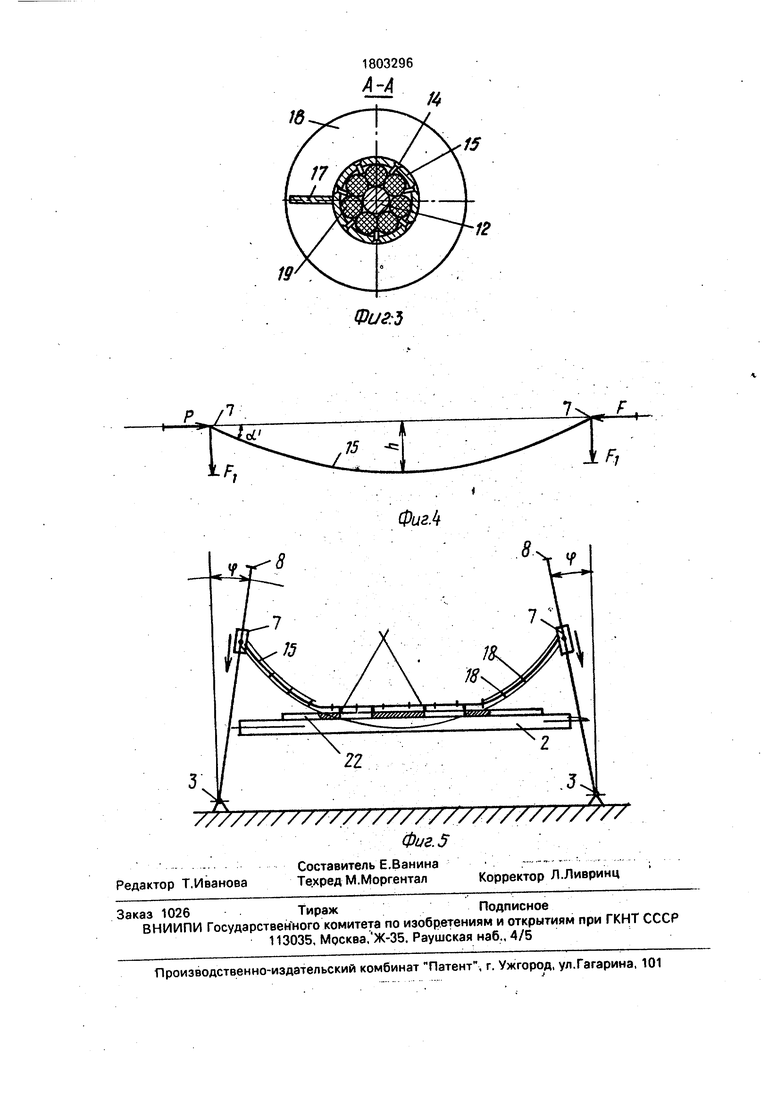
На фиг.1 изображен общий вид устройства для обработки листовых заготовок после газотермической резки; на фиг,2 - механизм зачистки (в увеличенном масштабе); на фиг.З - сечение А-А на фиг.2; на фиг.4 - схема воздействия рабочих сил на упругий вал; на фиг.5 - схема работы механизма зачистки.
Устройство для обработки листовых заготовок после газотермической резки состоит из рамы 1 с транспортным рольгангом 2, на которой с двух сторон на осях 3 шарнир- но закреплены две вертикальные стойки 4, 5, имеющие возможность поворота в плоскости, перпендикулярной продольной оси транспортного рольганга 2, с помощью пневмокамер 6, смонтированных на раме 1. На стойках 4, 5 предусмотрены ползуны 7, имеющие возможность перемещения в вертикальном направлении по направляющим 8с помощью ходового винта 9 и реверсивного привода 10, смонтированных во внутренней полости стоек 4, К ползунам 7 с помощью подшипниковых узлов 11 закреплен механизм зачистки, выполненный в виде гибкого вала 12, обвитого гибким . стальным тросиком 13. На тросик 13 с зазором а с помощью винтов 14 насажены чередующиеся втулки 15, 16. На втулках 15 выполнены винтовые зубья 17, представляющие собой изогнутую ленту из полосовой стали, наружная поверхность которой перпендикулярна продольной вала 12, Направление витков на каждой втулке 15 противоположно направлению витков на другой симметричной ей относительно центральной оси о-о втулке 15. На втулках 15 выполнены винтовые зубья 17, представляющие собой изогнутую ленту из полосовой стали, наружная поверхность которой перпендикулярна продольной оси вала 12. Направление винтов на каждой втулке 15 противоположно направлению витков на другой симметричной ей относительно центральной оси о-о втулке 15. На втулках 16 надеты свободно вращающиеся опорные кольца 18, наружный диаметр которых превышает диаметр витков зубьев 17. Вал( 12 тросиком 13 закреплён в ползунах 7 с возможностью свободного провисания под действием общей массы механизма зачистки на угол а к горизонтали, равный 10-20°. На одном из ползунов 7 снаружи размещен привод 19 вращения вала 12, а на нижних кронштейнах 20 - боковые фиксаторы 21
начального положения стоек 4, 5.
Устройство работает следующим образом,.
Заготовку 22 укладывают на транспортный рольганг 2 гратом 23 вверх и подают к
механизму зачистки, При подходе заготовки 22 к механизму зачистки транспортный рольганг 2 останавливают и включают пнев- мокамеры 6 поворота стоек 4, 5 на осях 3, в результате чего стойки 4,5 поворачиваются
во внутрь рамы 1 на угол а, равный 5-10° к вертикали, а упругий вал 12, провисающий над поверхностью заготовки 22, под действием боковых сил F . S (Ор). К упруго изгибается вниз к заготовке 22 (где S - площадь
поперечного сечения стержня; егр - допустимые напряжения материала стержня; К - коэффициент продольного изгиба, имеющий значение меньше 1.
После этого включают приводы 10 вращения винтов 9. Винты 9, связанные с ползунами 7, перемещают последние вниз до тех пор, пока поверхность опорных колец 18 не упрется в переднюю кромку заготовки 22. Затем вновь включают рольган г 2 и одновременно включают привод 19 вращения механизма зачистки. Опорные кольца 418 перекатываются с кромки заготовки 22 на ее горизонтальную поверхность и, когда все кольца 18, находящиеся над заготовкой 22,
плотно пригнутся и ее поверхности, начиная копировать ее профиль, привод 10 выключают. Упругий вал 12, будучи прогнутым по дуге под действием боковых сил F, обеспечивает плотный прижим опорных колец 18с
силой Р к любой точке деформирования после термической резки заготовки. Величина силы Р зависит, в свою очередь, от упруго- . сти материала вала 12, его,длины и диаметра, вел.ичины изгиба h и величины силы F,
прижатия опорных колец 18 и поверхности заготовки 22 и определяются экспериментально. Практика показала, что при диаметре вала 12, равном 16 мм, выполненном из пружинной стали 60С2А, его длине 3000 мм
и изгибе h, равном 450-500 мм, обеспечивается плотное прижатие опорных колец к поверхности деформированных заготовок 22 без последующего их отжатия вращающимся механизмом зачистки при уменьшении
величины прогиба в процессе работы до 300-350 мм, т.е. на 25-30% от начального. /. При необходимости учитывать, что поперечные деформации вырезанных термическими способами заготовок обычно
незначительны и отличаются плавными переходами из одной плоскости в другую, к примеру, заготовка из углеродистой стали толщиной 30 мм, шириной 2000 мм и длиной 3500 мм с прямоугольным окном в ее осевой части размером 600x1200 мм имеет величину поперечной деформации в пределах 25 мм с переходом на всю ее ширину до окна и после него, а в районе окна, на обеих боковых перемычках - в пределах 10 мм.
При вращении механизма зачистки гибкий тросик 13, обвивающий упругий вал 12, передает момент вращения на втулки 15 с винтовыми зубьями 17, которые, вращаясь С большой скоростью, скалывают валики грата 23 с кромок заготовки 22.
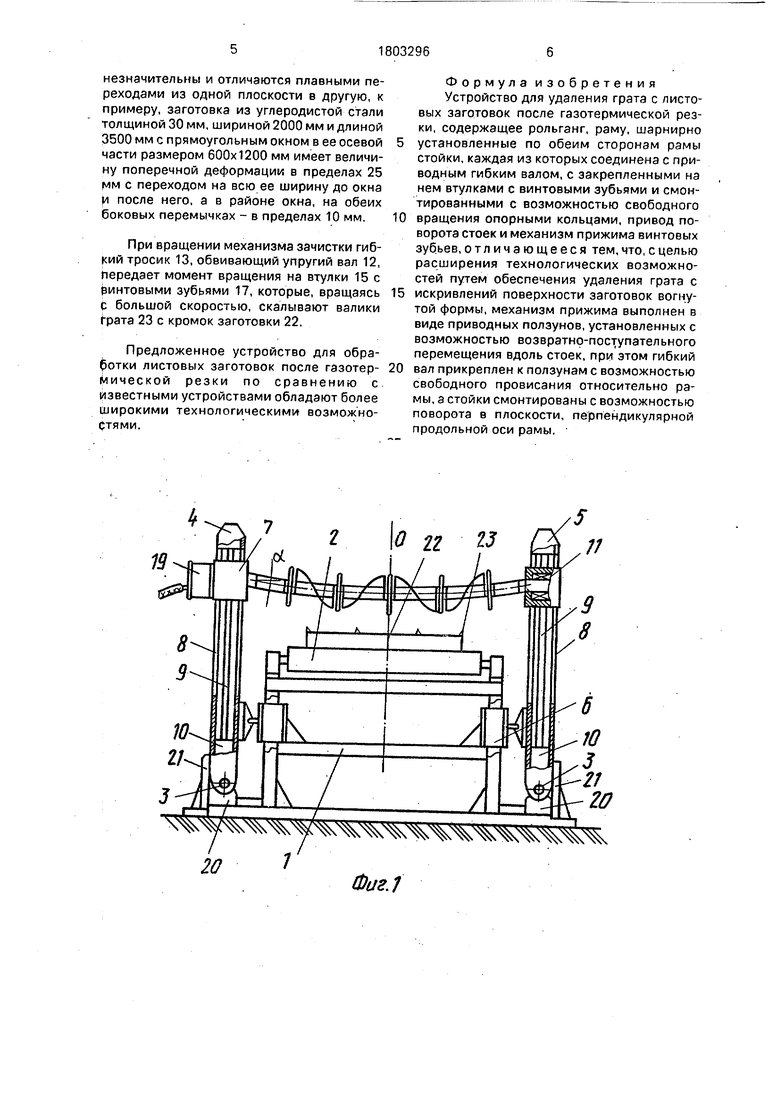
Предложенное устройство для обработки листовых заготовок после газотер- Мической резки по сравнению с известными устройствами обладают более широкими технологическими возможностями.
Формула изобретения Устройство для удаления грата с листовых заготовок после газотермической резки, содержащее рольганг, раму, шарнирно
установленные по обеим сторонам рамы стойки, каждая из которых соединена с приводным гибким валом, с закрепленными на нем втулками с винтовыми зубьями и смонтированными с возможностью свободного
вращения опорными кольцами, привод поворота стоек и механизм прижима винтовых зубьев, отличающееся тем, что, с целью расширения технологических возможностей путем обеспечения удаления грата с
искривлений поверхности заготовок вогнутой формы, механизм прижима выполнен в виде приводных ползунов, установленных с возможностью возвратно-поступательного перемещения вдоль стоек, при этом гибкий
вал прикреплен к ползунам с возможностью свободного провисания относительно рамы, а стойки смонтированы с возможностью поворота в плоскости, перпендикулярной продольной оси рамы. 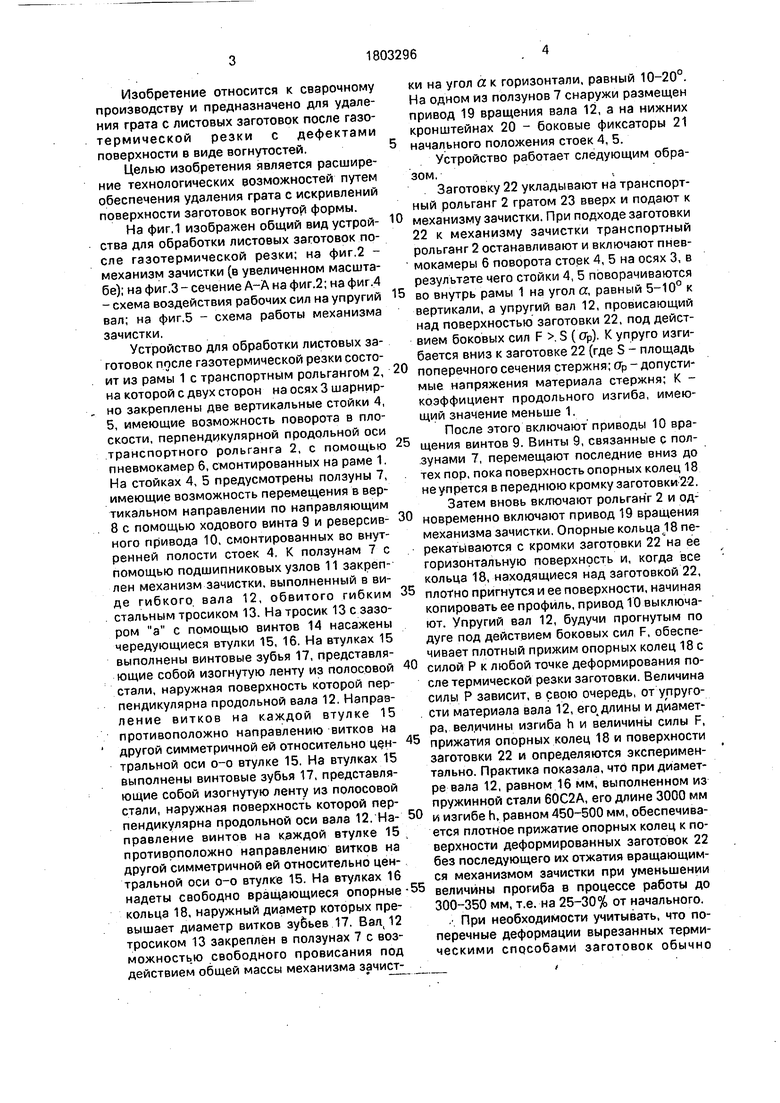
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления грата с плоских и выпуклых листовых заготовок после газотермической резки | 1987 |
|
SU1549707A1 |
| Устройство для удаления грата с плоских деталей | 1987 |
|
SU1409439A1 |
| Установка для воздушно-плазменной резки труб на заготовки | 1980 |
|
SU941108A1 |
| ШТАБЕЛИРУЮЩЕЕ УСТРОЙСТВО СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2312809C1 |
| Устройство для удаления грата с плоских деталей | 1979 |
|
SU882715A1 |
| Автомат для резки труб | 1990 |
|
SU1791079A1 |
| Линия для обработки листовых заготовок | 1990 |
|
SU1784369A1 |
| Устройство для удаления грата после газокислородной резки | 1987 |
|
SU1500457A1 |
| Установка для удаления грата с плоских деталей | 1980 |
|
SU950510A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОСТАНОВОЧНОЙ ПОПЕРЕЧНОЙ РЕЗКИ ГОФРОКАРТОНА | 2004 |
|
RU2257282C1 |
Использование: удаление грата с листо- вьх заготовок с дефектами поверхности в вице вогнутостей. Сущность изобретения: ус -ройство состоит из рамы с транспортным ропьгангом, по обеим сторонам которого на ос )х шарнирно закреплены две стойки, выло тненные с возможностью поворота в плоскости, перпендикулярной продольной оси рольганга. На стойках смонтированы ползуны с возможностью перемещения по направляющим, К ползунам через подшипники прикреплен механизм зачистки, выполненный в виде упругого стержня 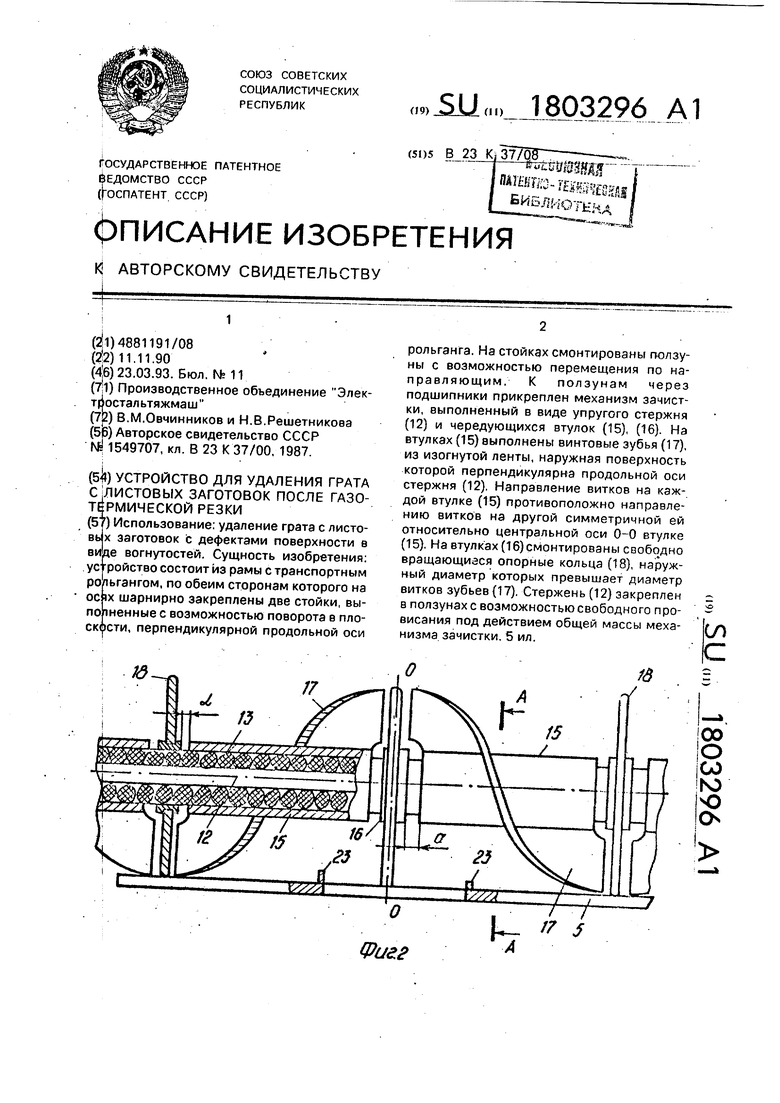
,%жЖ
1
90
иФиг.1
ФигЛ
| Устройство для удаления грата с плоских и выпуклых листовых заготовок после газотермической резки | 1987 |
|
SU1549707A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
