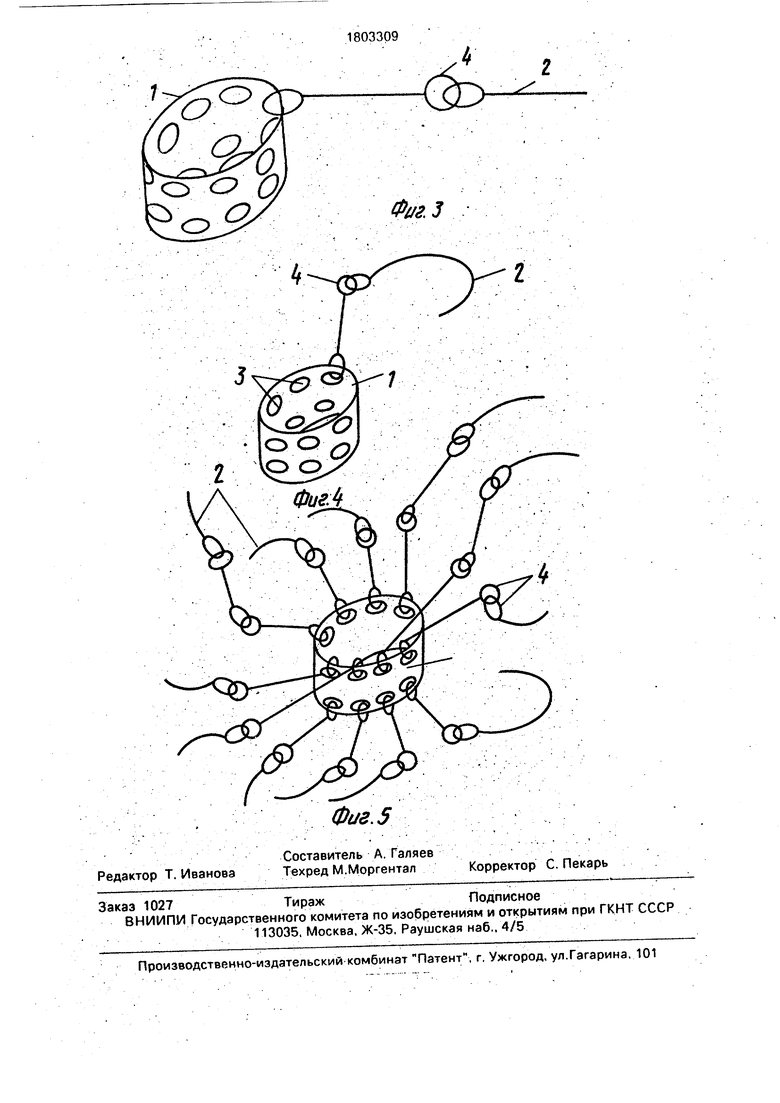
Изготовление и сборка предложенной гранулы осуществляется следующим обра- .зом. Изготавливают сердцевину 1, например, точением на станках токарной группы металлической трубы, с последующим сверлением радиальных отверстий 3, изготавливают стержни 2 оболочки, например, из проволоки с оформлением на штампе посадочных мест 4. Скрепляют стержни 2 поса- дочными местами с радиальными отверстиями 3 сердцевины 1 с возможностью поворота, наносят режущие кромки 5, например, гальваническим осаждением ал- мазосодержащего слоя и гранула наполнителя для вибрационной обработки готова к работе. Сердцевина 1 может быть выполнена в виде втулки, при этом габариты центрального отверстия втулки назначаются из условия свободного проваливания сквозь него обрабатываемой детали. Габариты стержней 2 назначаются из условия обеспечения возможности обработки труднодоступных мест, при этом диаметр стержней 2 может быть выполнен из условия обеспечения требуемых вибрационных характеристик. Количество радиальных отверстий 3 может быть от 12 до 100 и назначается из условия обеспечения максимального размещения стержней 2. При количестве радиальных отверстий 3 более 100 усложняется изготовление гранулы. Количество стержней 2, размещенных в радиальном отверстии 3 - один, при этом возможно продолжение размещения стержней 2 в посадочном месте 4 предыдущего стержня 2 с образованием цепочки стержней 2 (см. фиг.5), при соединении стержней 2 не более 4 штук, при большем количестве стержней 2. скрепленных друг с другом ухудшаются условия работы гранулы. Стержни 2 могут быть выполнены, как прямолинейными так и криволинейными, при этом величина кри- волинейности стержней 2 назначается из условия обеспечения максимального контакта с обрабатываемыми поверхностями, Стержни 2 могут быть изготовлены, например, из стали У7А. Диаметр радиального отверстия 3 назначается из условия обеспечения возможности поворота стержня 2 относительно сердцевины 1, а также из условия обеспечения размещения на втулке стержня 2 максимального количества радиальных отверстий 3. Окончательное скрепление посадочного места 4 после сборки гранулы может быть выполнено, например. сваркой. Стержни 2. размещенные на сердцевине, могут быть выполнены разной конфигурации и размеров.
Например, гранула состоит из сердцевины 1. выполненной в виде втулки с габаритами: Онар 20 MM. den - 16 ММ, I 10 ММ,
количество радиальных отверстий - 36 штук, размещенных на двух окружностях с координатами от торцев по 3 мм и через 20°,
диаметр радиальных отверстий - 2 мм в каждом радиальном отверстии размещены по одному стержню прямолинейной формы, длиной по 40 мм, диаметром по 1 мм, диаметр посадочного места 7 мм. материал
стержня У7А, материал сердцевины 1 - сталь 20, режущие кромки 5 нанесены гальваническим осаждением алмазосодержащего слоя М20, окончательное скрепление посадочного места 4 после сборки гранулы сваркой.
При обработке гранулы загружают вместе с обрабатываемыми деталями в виброконтейнер, включают устройство, осуществляющее перемещение виброконтейнера в пространстве.и виброустройство, происходит контакт зачищаемых поверхностей с режущими кромками 5 стержней 2 и сердцевины 1 и обработка деталей, при этом стержни 2 имеют возможность совер
шать повороты вокруг мест крепления, а
также совершать разночастотные вибрационные колебания, при одновременном хаотическом перемещении по объему, виброконтейнера. После окончания обработки производят разделение гранул и обработанных деталей, например, с помощью разделительных решеток.
Применение предложенных гранул для вибрационной обработки позволяет повысить производительность обработки путем увеличения подвижности частей гранулы в результате:. .
- обеспечения возможности независи- мого перемещения стержней друг относительно друга за счет размещения посадочных мест стержней в радиальных отверстиях сердцевины по одному,
- возникновения добавочного хаотично- го движения деталей за счет изменения положения центра тяжести, так как стержни могут быть выполнены с разными габаритами и разной длины в зависимости от стержней, соединенных друг с другом, - обеспечения возможности стержня оболочки совершать взаимные развороты и перемещения за счет возможного выполнения сердцевины в виде соединенных между собой стержней, на свободном конце кото- рых образованы посадочные места для стержней оболочки,
- обеспечения возможности стержням оболочки совершать взаимные развороты и перемещения за счет возможного выпопне ния стержней составными.
обеспечения возможности частям оболочки совершать поворот относительно сердцевины за счет размещения посадочных мест стержней в радиальных отверстиях сердцевины с возможностью поворотов.
- возможности дополнительного контакта обрабатываемых деталей по внешнему контуру за счет возможности проваливания деталей через отверстие втулки сердцевины,
- увеличения поверхности контакта за- чистных элементов оболочки с зачищаемыми деталями при образовании стержнями различных углов разворота, вследствие скрепления стержней с сердцевиной с воз- мЬжностью поворотов, а также возможного выполнения стержней криволинейной фор- мр.-а также расширить технологические возможности путем обработки труднодоступных мест в результате:
- повышения проникающей способности частей гранулы вследствие выполнения оролочки в виде отдельных стержней, имеющих возможность независимого поворота относительно друга, а также относи- тельно сердцевины за счет скрепления посадочных мест стержней с радиальными
отверстиями сердцевины с возможностью поворотов,
- возможности обработки деталей, имеющих труднодоступные места в виде пазов, щелей, карманов и т.д.
. Кроме того, обеспечивается удобство разделения обработанных деталей.и гранул, а также простота в изготовлении.
Формула изобретения
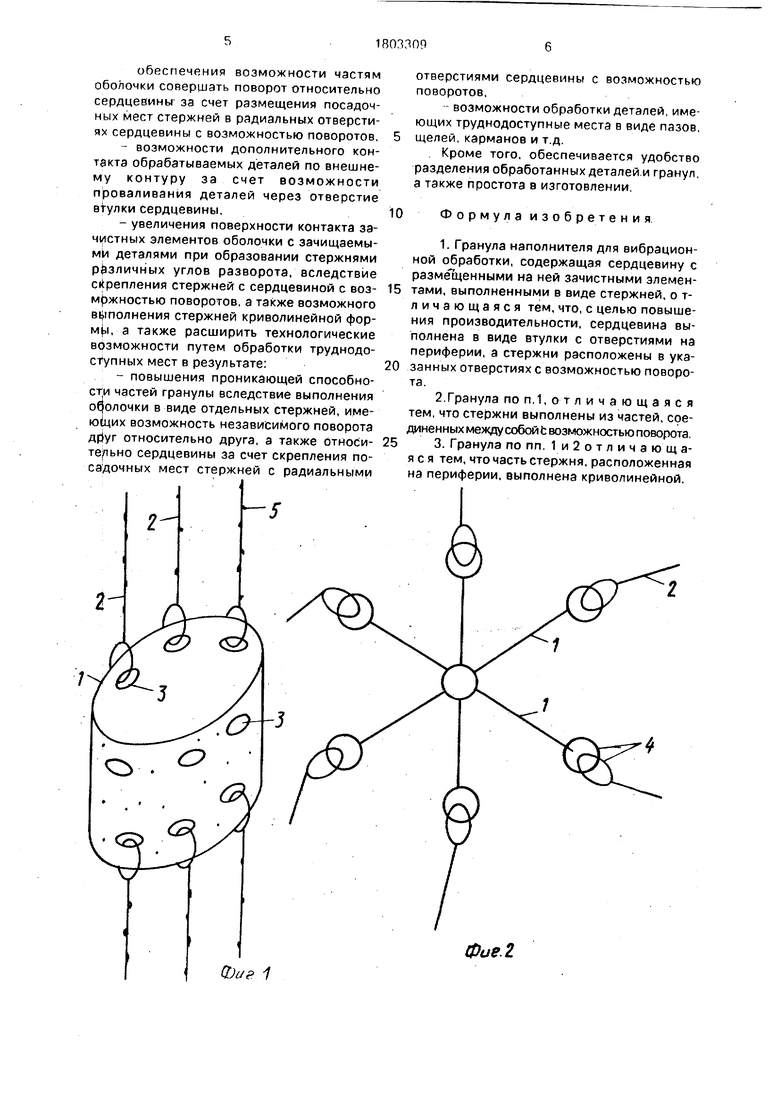
1. Гранула наполнителя для вибрационной обработки, содержащая сердцевину с размещенными на ней зачистными элементами, выполненными в виде стержней, о т- личающаяся тем, что, с целью повышения производительности, сердцевина выполнена в виде втулки с отверстиями на периферии, а стержни расположены в указанных отверстиях с возможностью поворота.
2.Гранула по п. 1, отличающаяся тем, что стержни выполнены из частей, соединенных между собой с возможностью поворота.
3. Гранула по пп. 1 и 2 о т л и ч а ю щ а- я с я тем, что часть стержня, расположенная на периферии, выполнена криволинейной.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1771928A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1813614A1 |
| Гранула для полировочных устройств | 1988 |
|
SU1634457A2 |
| Гранула наполнителя для объемной абразивной обработки | 1989 |
|
SU1683989A2 |
| Гранула наполнителя для вибрационной обработки | 1988 |
|
SU1576293A1 |
| Гранула для вибрационной обработки | 1990 |
|
SU1808489A1 |
| ГРАНУЛА НАПОЛНИТЕЛЯ ДЛЯ ВИБРАЦИОННОЙ ОБРАБОТКИ | 1991 |
|
RU2005589C1 |
| Гранула наполнителя для вибрационной обработки | 1989 |
|
SU1696276A1 |
| Гранула наполнителя для вибрационной обработки | 1991 |
|
SU1815188A1 |
| Контейнер устройства для вибрационной обработки | 1989 |
|
SU1703407A1 |