Изобретение относится к компонентам рабочих сред для объемной абразивной обработки и может быть использовано на операциях, связанных с отделкой поверхности деталей машин и приборов.
Цель изобретения - повышение производительности обработки путем увеличения виброчастотных характеристик.
Указанная цель достигается тем, что сердечник выполнен в виде пластины, а за- чистные элементы в виде витков спирали с угловым разворотом относительно друг друга, при этом ширина витков спирали выполнена с уменьшением в направлении к центру пластины, а наружный диаметр вит- ков спирали может быть выполнен с увеличением диаметра в направлении к центру .пластины, при этом количество витков спирали выполнено с увеличением в направлении к центру пластины, а пластина может быть выполнена волнообразной, кроме того, зачистные элементы могут быть расположены ярусами при количестве; равном двум в ярусе, при этом зачистные элементы, могут быть выполнены с площадкой, длина кото- рых увеличена в направлении к центру пластины.
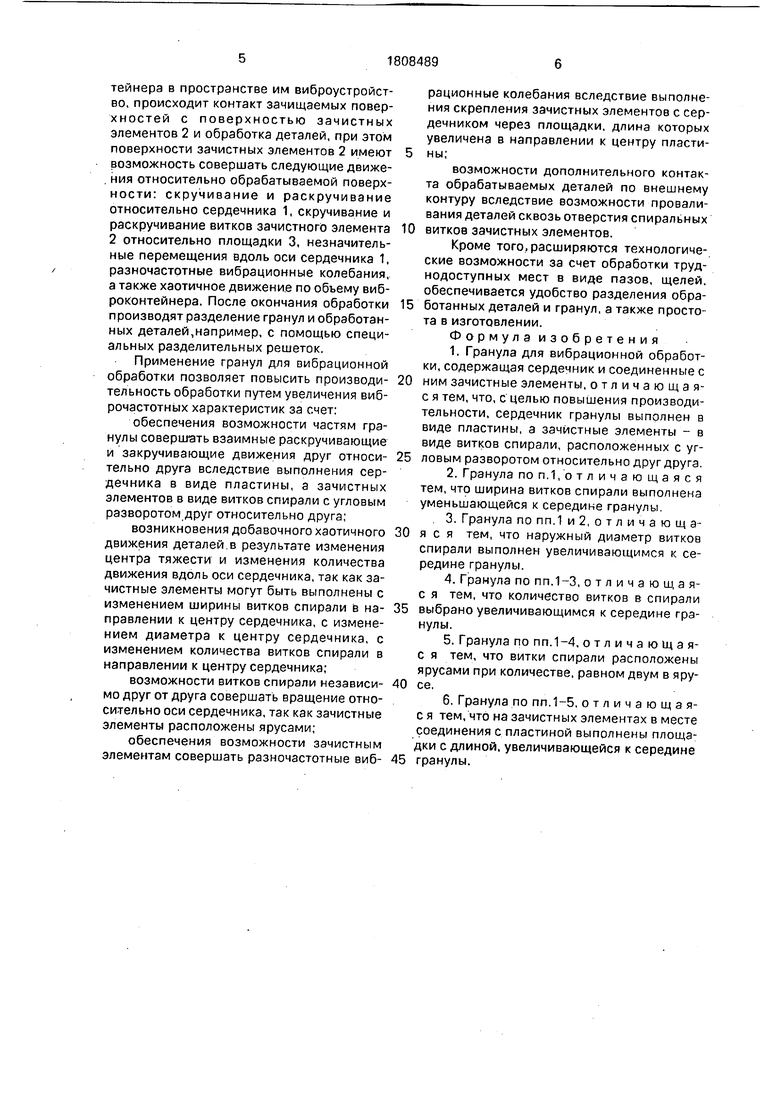
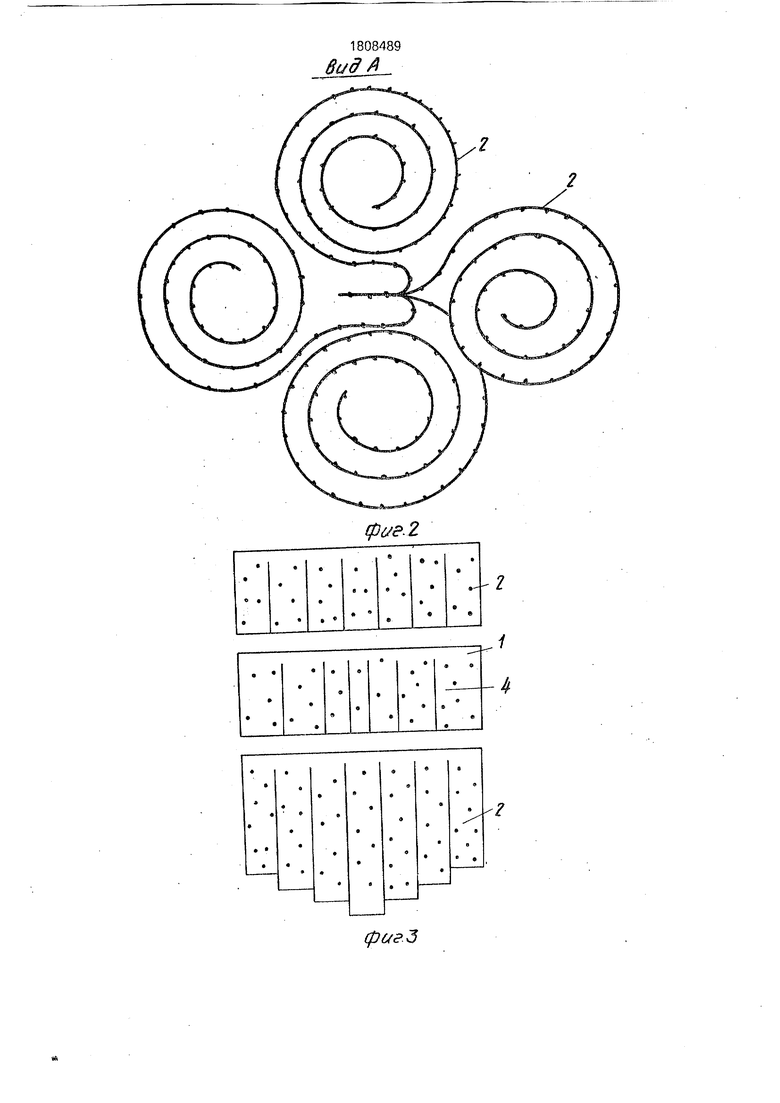
На фиг.1 изображена гранула в аксоно- .метрии; на фиг.2 приведен вид сверху на гранулу; на фиг.З показаны варианты выпол- нения заготовок для гранулы; на фиг.4 изображены варианты выполнения зачистных элементов, где: 1 -сердечник;2 -зачистной элемент; 3 - площадка; 4 - режущие кромки.
Гранула для вибрационной обработки содерхсит сердечник 1 и соединенные с ним зачистные элементы 2, при этом сердечник 1 выполнен в виде пластины, а зачистные элементы 2 в виде витков спирали с угловым разворотом относительно друг друга, при этом ширина витков спирали выполнена с уменьшением в направлении к центру пластины, а наружный диаметр витков спирали выполнен с увеличением диаметра в .направлении к центру пластины, кроме того, количество витков спирали может быть выполнено с увеличением к центру пластины, а пластина выполнена волнообразной, при этом зачистные элементы 2 могут быть расположены ярусами при количестве, равном двум в ярусе, а зачистные элементы 2 могут быть выполнены с площадкой 3, длина которых увеличена в направлении к центру пластины,
Изготовление гранулы может быть вы- полнено следующим образом.
Металлическую ленту нарезают на заготовки, например на ножницах, с последующей вырубкой, наяример, на штампе контура зачистных элементов 2 и гибкой зачистных элементов 2 в виде витков спирали, например,. на специальных приспособлениях, затем наносят на поверхности грану- лы .режущие кромки 4, например, гальваническим осаждением алмазосодер- жащего слоя. Гранула готова к работе. Размеры гранулы зависят от габаритов обрабатываемых деталей. Диаметр отверстий зачистных элементов 2 назначается из условия свободного проваливания сквозь него обрабатываемых деталей. Количество зачистных элементов 2 в грануле может быть от 3 до 8. При количестве зачистных элементов 2 менее трех уменьшается зачи- стная способность гранулы, а при количестве более 8 усложняется изготовление гранулы. Толщина пластины гранулы назначается из условия обеспечения прочности гранулы при наилучшей вибрационной способности и может быть принята равной от 0,5 до 2,5 мм. Материалом для изготовления гранулы может быть принята, например, пружинная сталь. Зачистные элементы 2 могут быть выполнены с шириной витков спирали с уменьшением в направлении к центру пластины, а наружный диаметр витков спирали может быть выполнен с увеличением диаметра в направлении к центру пластины, при этом количество витков спирали может быть выполнено с увеличением в направлении к центру пластины. Пластина гранулы может быть выполнена волнообразной, а зачистные элементы 2 могут быть расположены ярусами при количестве равном двум. Зачистные элементы 2 могут быть выполнены с площадкой 3, длина которых увеличена в направлении к центру пластины. Количество витков спирали на зачист- ном элементе от 1 до 3 и назначается в зависимости от требуемых вибрационных характеристик зачистного элемента 2. Например, гранула, состоящая из шести зачистных элементов 2, из стали 65Г, толщиной 1 мм, размер площадки 3 одинаковый для всех зачистных элементов 2 и равен 15 мм, размеры всех зачистных элементов 2 одинаковые и равны: высота 20 мм, наружный диаметр витка спирали 40 мм, количество витков спирали на каждом зачистном элементе 2 по два, угол разворота зачистных элементов 2 120 и 240°, размещение в два яруса, высота гранулы 120 мм, габариты заготовки для получения гранулы 120x290 мм. Режущие кромки 4 выполнены гальваническим осаждением алмазосодержащего слоя М20.
При обработке гранулы загружают вместе с обрабатываемыми деталями в виброконтейнер, включают устройство, осуществляющее перемещение виброконтейнера в пространстве им виброустройство, происходит контакт зачищаемых поверхностей с поверхностью зачистных элементов 2 и обработка деталей, при этом поверхности зачистных элементов 2 имеют возможность совершать следующие движения относительно обрабатываемой поверхности: скручивание и раскручивание относительно сердечника 1, скручивание и раскручивание витков зачистного элемента 2 относительно площадки 3, незначительные перемещения вдоль оси сердечника 1. разночастотные вибрационные колебания, а также хаотичное движение по объему виброконтейнера. После окончания обработки производят разделение гранул и обработанных деталей,например, с помощью специальных разделительных решеток.
Применение гранул для вибрационной обработки позволяет повысить производительность обработки путем увеличения виброчастотных характеристик за счет:
обеспечения возможности частям гранулы совершать взаимные раскручивающие и закручивающие движения друг относительно друга вследствие выполнения сердечника в виде пластины, а зачистных элементов в виде витков спирали с угловым разворотом друг относительно друга;
возникновения добавочного хаотичного движения деталей.в результате изменения центра тяжести и изменения количества движения вдоль оси сердечника, так как за- чистные элементы могут быть выполнены с изменением ширины витков спирали в направлении к центру сердечника, с изменением диаметра к центру сердечника, с изменением количества витков спирали в направлении к центру сердечника;
возможности витков спирали независимо друг от друга совершать вращение относительно оси сердечника, так как зачистные элементы расположены ярусами;
обеспечения возможности зачистным элементам совершать разночастотные вибрационные колебания вследствие выполнения скрепления зачистных элементов с сердечником через площадки, длина которых увеличена в направлении к центру пласти- ны;
возможности дополнительного контакта обрабатываемых деталей по внешнему контуру вследствие возможности провали- вания деталей сквозь отверстия спиральных витков зачистных элементов.
Кроме того, расширяются технологические возможности за счет обработки труднодоступных мест в виде пазов, щелей, обеспечивается удобство разделения обра- ботанных деталей и гранул, а также простота в изготовлении.
Формула изобретения
1. Гранула для вибрационной обработки, содержащая сердечник и соединенные с
ним зачистные элементы, отличающая- с я тем, что, с целью повышения производительности, сердечник гранулы выполнен в виде пластины, а зачистные элементы - в виде витков спирали, расположенных с угловым разворотом относительно друг друга.
2. Гранула по п. 1, о т л и ч а ю щ а я с я тем, что ширина витков спирали выполнена уменьшающейся к середине гранулы.
3. Гранула по пп.1 и 2, отличающа- я с я тем, что наружный диаметр витков спирали выполнен увеличивающимся к середине гранулы.
4. Гранула по пп.1-3, отличающая- с я тем, что количество витков в спирали выбрано увеличивающимся к середине гранулы.
5. Гранула по пп.1-4, отличающая- с я тем, что витки спирали расположены ярусами при количестве, равном двум в яру- се.
6. Гранула по пп. 1-5, о т л и ч а ю щ а я- с я тем, что на зачистных элементах в месте соединения с пластиной выполнены площадки с длиной, увеличивающейся к середине гранулы.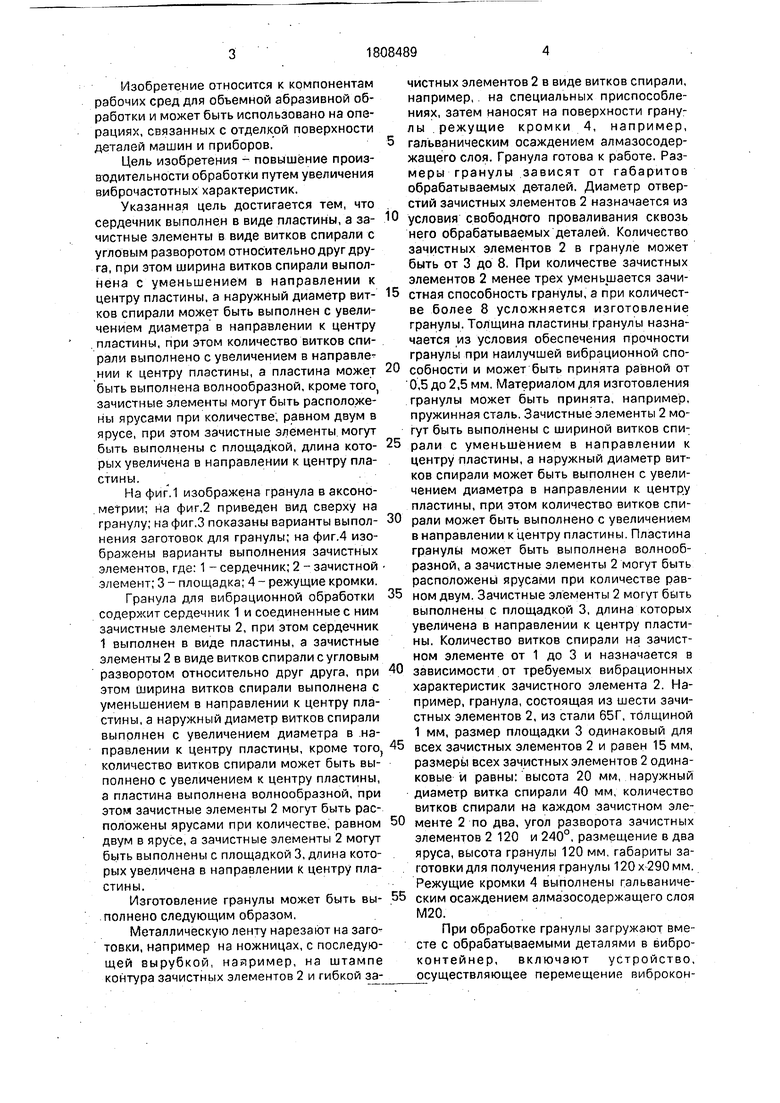
| название | год | авторы | номер документа |
|---|---|---|---|
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1771928A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1813614A1 |
| Контейнер устройства для вибрационной обработки | 1989 |
|
SU1763154A1 |
| Гранула наполнителя для вибрационной обработки | 1991 |
|
SU1815188A1 |
| Гранула наполнителя для объемной абразивной обработки | 1989 |
|
SU1683989A2 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1803309A1 |
| Гранула наполнителя для вибрационной обработки | 1991 |
|
SU1815187A1 |
| Гранула наполнителя для вибрационной обработки | 1990 |
|
SU1773697A1 |
| Гранула наполнителя для вибрационной обработки | 1989 |
|
SU1696276A1 |
| Гранула наполнителя для вибрационной обработки | 1989 |
|
SU1664531A1 |
Использование: для объемной абразивной обработки. Сущность: сердечник 1 гранулы выполнен в виде пластины, а зачистные элементы 2 в виде витков спирали с угловым разворотом относительно друг друга, при этом ширина витков спирали выполнена с уменьшением в направлении к центру пластины, кроме того аружный диаметр витков спирали выполнен с увеличением в направлении к центру пластины, а количество витков спирали может быть выполнено с увеличением в направлении к центру пластины. Зачистные элементы 2 могут быть расположены ярусами при количестве, равном двум в ярусе, кроме того зачистные элементы 2 могут быть выполнены с площадкой, длина которых увеличена в направлении к центру пластины. 5 з.п. ф-лы, 4 ил.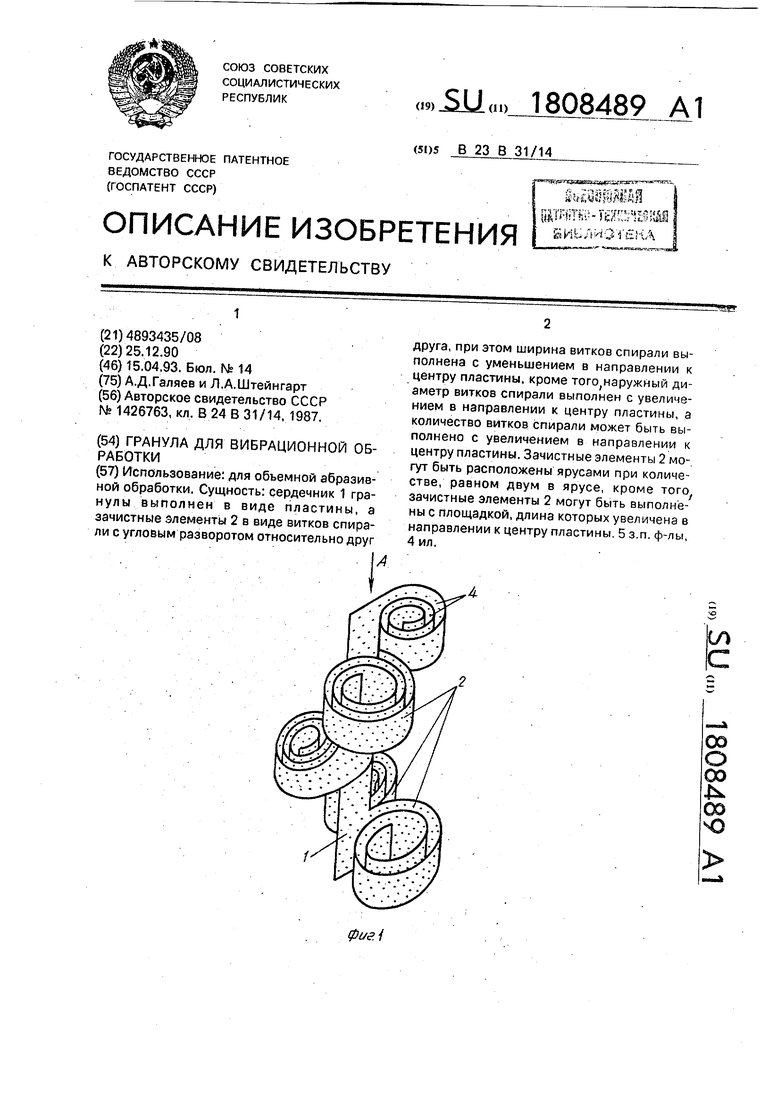
| Гранула для вибрационной обработки | 1987 |
|
SU1426763A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
