2.Установка по п. 1, о т л и .4 а ю щ а я с я тем, что камеры для
сушки снабжены встряхивающим устройством, выполненным в виде направляющей с выступами на рабочей поверхности, взаимодействующими с цапфами тары.
3.Установка поп. 1,oтлим а ю щ а я с я тем, что, с целью экономии энергии, один из зажимных шпинделей каждого центробежного устройства подпружинен, установлен с во.можностью перемещения в горизонталь:ной плоскости и снабжен концевым переключателем и взаимодействующим с ним подпру)хиненным толкателем,
1. Установка по п. 1 , о т л и чающаяся тем, что устройство для загрузки и выгрузки изделий выполнено в виде опорных роликов, установленных с возможностью возвратно-поступательного перемещения в вертикальной плоскости посредством силового цилиндра и взаимодействующих с уст ановленными на цапфах тары роликами. ..

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Линия для нанесения многослойных покрытий на мелкие изделия насыпью | 1981 |
|
SU957988A1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Установка для струйной мойки изделий | 1990 |
|
SU1768324A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Автоматическая окрасочная линия | 1988 |
|
SU1523189A1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| Установка для пропитки пористого эластичного материала | 1974 |
|
SU716617A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
1. УСТАНОВКА ДЛЯ НАНЕСЕНИЯ МНОГОСЛОЙНЫХ ПОКРЫТИЙ НА МЕЛКИЕ ИЗДЕЛИЯ НАСЫПЬЮ, содер : а1цая ванны для обезжиривания, промывки и окраски изделий в таре центробежные устройства с зажимными шпинделями для тары. SLL. 1031531 3
Изобретение относится к фурнитурной отрасли промышленности и предназначено для окрасочных цехов фурни турных предприятий, производ ящих OKpfacKy мелких изделий, например бло чек обувных, хольнитенов, пряжек, эм лями в массе методом окунания с по-следующим центрифугированием.; Известна установка для нанесения многослойных покрытий на мелк14е изде лия насыпью, содержащая ванны для обезжиривания, промывки и окраски изделий в таре, центробежные устройства, с зак{имными шпинделями для Тары камеры для сушки и охлаждения изде-лий, устройство для загрузки и выгрузки изделий и транспортирующее устройство с подвесками, на которых установлена тара посредством цапф 1 Недостатком известной установки является наличие трения тары о подвеску транспортирующего устройства при центрифугировании, что значительно снижает надежность работы установки и качество покрытия из-за слипания изделий в период сушки покрытия. изобретения - повышение надежности работы и качества покрытий. Поставленная цель достигается тем что в установкетдля нанесения многослойных покрытий на мелкие изделия насыпью, содержащей ванны для ббезжиривания, промывки и окраски издели в таре, центробежные устройства за . жимными шпинделями для тары, камеры для сушки и охлаждения изделий, устройство для загрузки и выгрузки изде
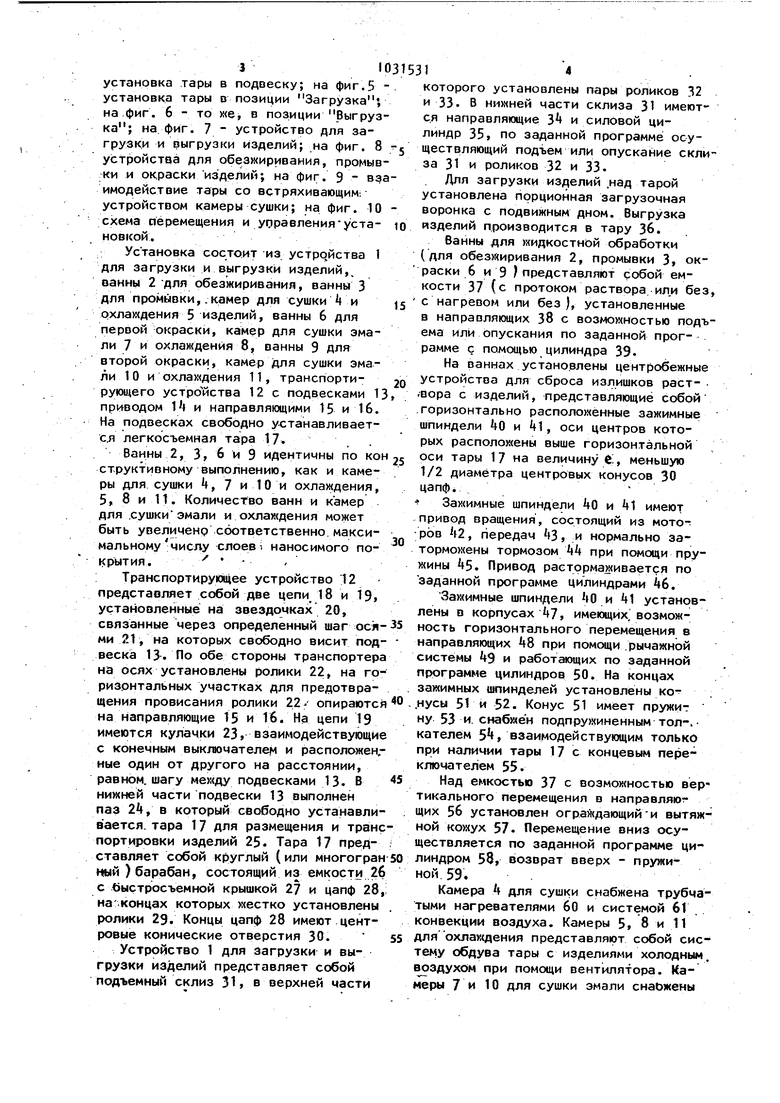
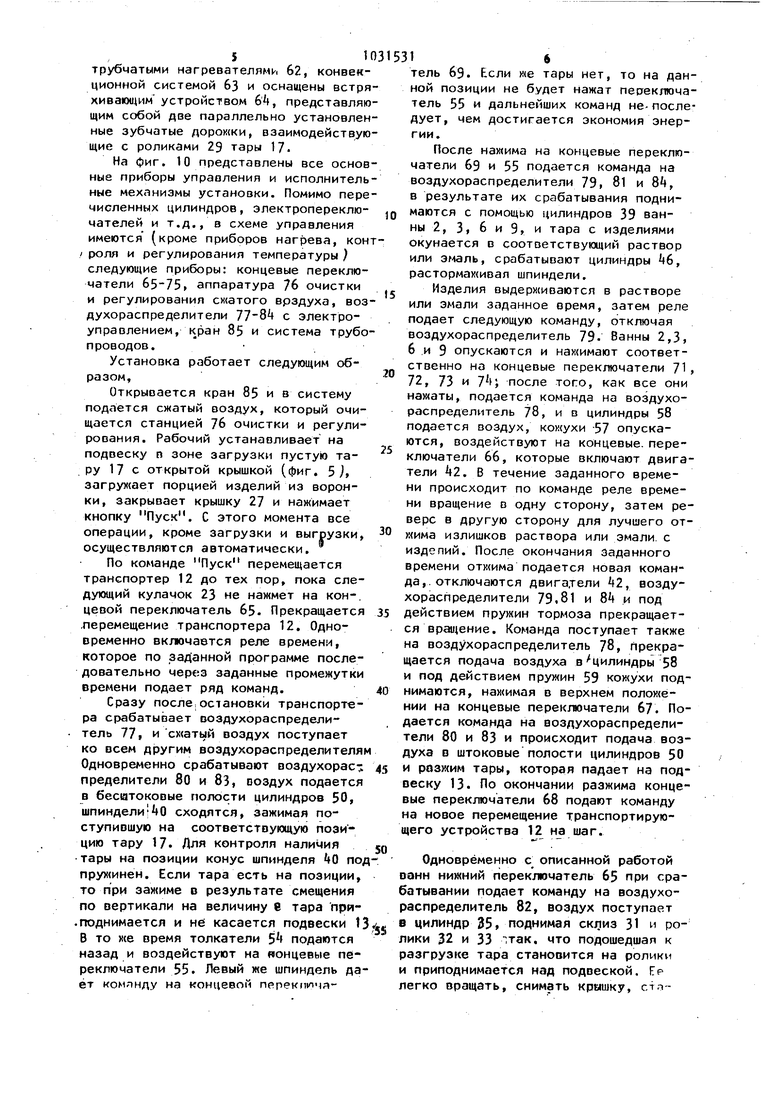
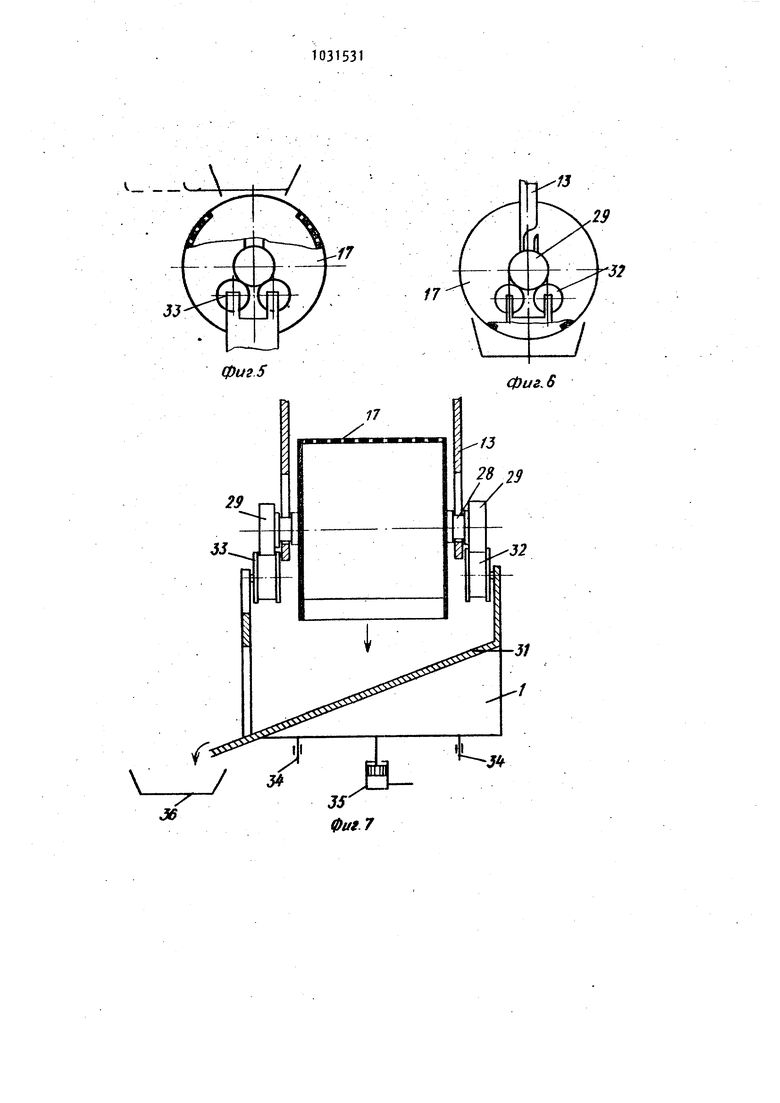
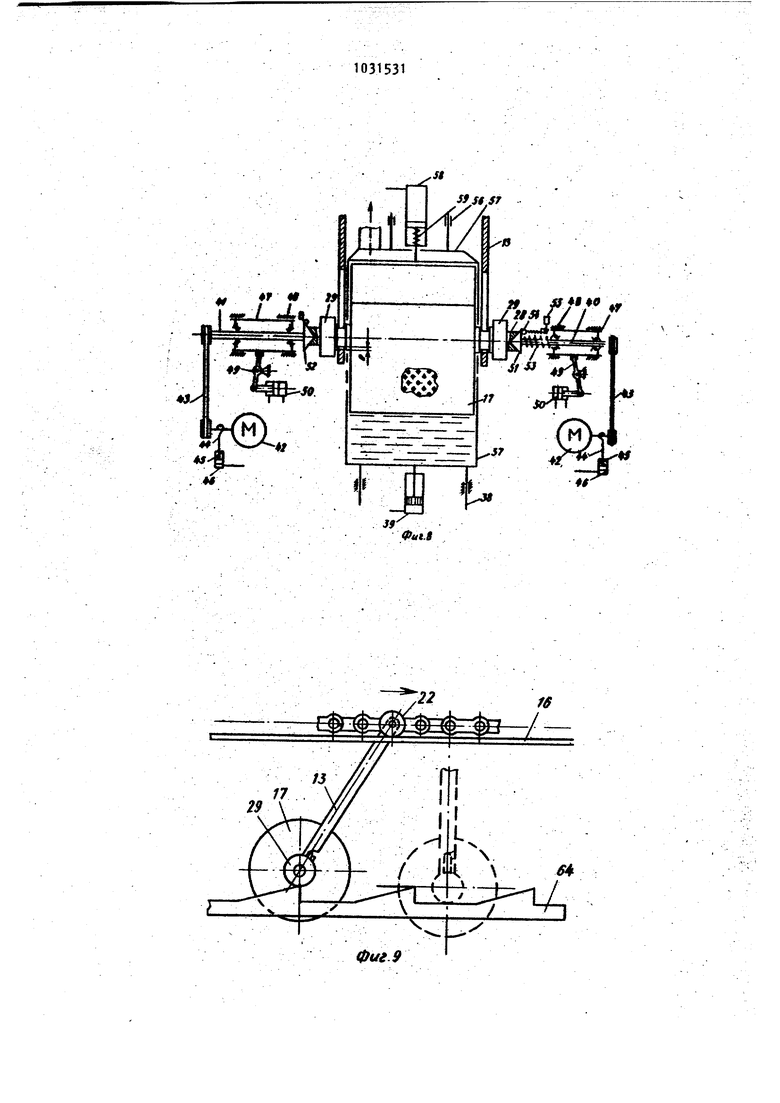
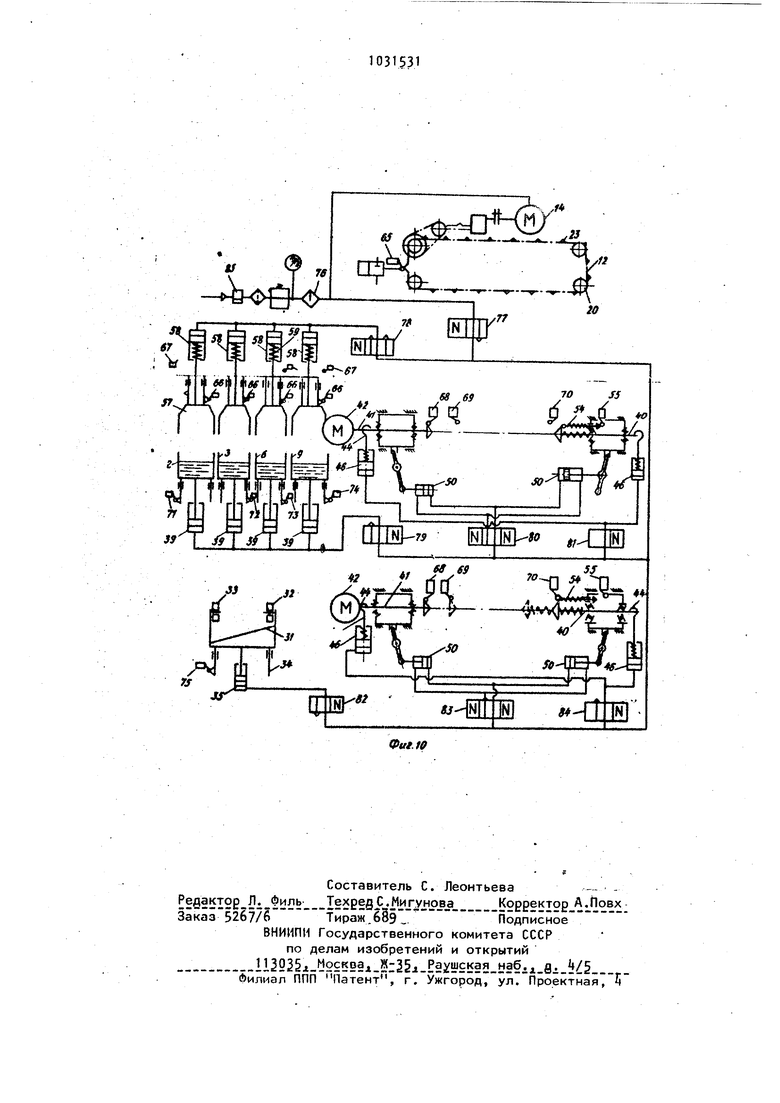
2 ЛИИ и транспортирующее устройство с подвесками, на которых установлена, тара посредством цапф, подвески транспортирующего устройства выполнены с пазами, в которых размещены с возможностью перемещения в вертикальном направлении цапфы тары, при этом оси центров зажимных шпинделей центробеж ых устройств смонтированы на ваннах обезжиривания, промывки и окраски выше горизонтальной оси тары, установленной на подвески, на величину, меньшую половины диаметра центровых отверстий цапф тары. При камеры для сушки снабжены «стряхивающим устройством, выполненным направляющей с выступами на рабочей поверхности. Причем с целью экономии энергии один из зажимных шпинделей каждого центробежного устройства подпружинен, установлен с возможностью перемещения в горизонтальной плоскости и снабw H концевым переключателем и взаимо-. действующим с ним подпружиненным толкателем. Кроме того, устройство для загрузки и выгрузки изделий выполнено в виде опорных роликов, установленных с возможностью возвратно-поступательного перемещения в вертикальной плоскости посредством силового цилиндра и взаимодействующих с установленными на цапфах тары роликами. На фиг. 1 схематично изображена установка; на фиг, 2 - транспортирую дее устройство с тарой; на фис. 3. вид по стрелке Л на фиг. 2; на фиг.4 310 установка тары в подвеску; на фиг.5 установка тары в позиции Загрузка ; на фиг. 6 - то , в позиции Выгрузка ; на фиг, 7 - устройство для загрузки и выгрузки изделий; на фиг. 8 устройства для обезжиривания, промывки и окраски изделий; на фиг. 9 вза имодействие тары со встряхивающим: устройством камеры сушки; на фиг. 10 схема перемещения и уоравленияустановкой. Установка состоит из устрдйства I для загрузки и выгрузки изделий,, ванны 2 ДЛЯ обезжиривания, ванны 3 для промывки,.камер для сушки Ч и охламдения 5 изделий, ванны 6 для первой окраски, камер для сушки эмали 7 и охлаждения 8, ванны 9 для второй окраски, камер для сушки эмали 10 и охлаждения 11, транспортирующего устройства 12 с подвесками 13 приводом Il и направляющими 15 и 16. На подвесках свободно устанавливается легкосъемная тара 17 Ванны 2, 3, 6 и 9 идентичны по кон структивному выполнению, как и камеры для сушки , 7 и 10 и охлаждения, 5, 8 и 11. Количество ванн и камер для .сушки эмали и охлаждения может быть увеличенр соответственно, максимальному числу слоевi наносимого покрытия. : Транспортирующее устройство 12 представляет собой две цепи 18 и 19 установленные на звездочках 20, связанные через определенный шаг сеями 21, на которых свободно висит подвеска 13. По обе стороны транспортера на осях установлены ролики 22, на горизонтальных участках для предотвращения провисания ролики 22 опираются на направляющие 15 и 16. Нэ цепи 19 имеются кулачки 23, взаимодействующие с конечным вык/ючателем и расположен,ные один от другого на расстоянии, равном, шагу между подвесками 13. В нижней части подвески 13 выполнен паз 24, в который свободно устанавливается. тара 17 для размещения и транс портировки изделий 25. Тара 17 представляет собой кр углый (или многогран ный ) барабан, состоящий из емкости 26 с Ъыстросъемной крышкой 27 и цапф 28 на .концах которых xtecTKO установлены ролики 29. Концы цапф 28 имеют центровые конические отверстия 30. Устройство 1 для загрузки и выгрузки изделий представляет собой подъемный склиз 31, в верхней части 14. которого установлены пары роликов 32 и 33. В нихчней части склиза 31 имеются направляющие З и силовой цилиндр 35, по заданной программе осуществляющий подъем или опускание склиза 31 и роликов 32 и 33. Для загрузки изделий ,над тарой установлена порционная загрузочная воронка с подвижным дном. Выгрузка изделий производится в тару 36. Ванны для жидкостной обработки (для обезжиривания 2, промывки 3, окраски 6 и 9 Jпредставляют собой емкости 37 (с протоком раствора ил.и без, с нагревом или без), установленные в направляющих 38 с возможностью подъема или опускания по заданной npoi- рамме с помощью цилиндра 39. На ваннах установлены центробежные устройства для сброса излишков раст- вора с изделий, представляющие собой горизонтально расположенные зажимные шпиндели kQ и tl, оси центров которых расположены выше горизонтальной оси тары 17 на величину е;, меньшую 1/2 диаметра центровых конусов 30 цапф. Зажимные шпиндели 40 и А1 имеют привод вращения, состоящий из мото-; ров 12, передач , и нормально заторможены тормозом при псжощи пружины 45. Привод растормаживается по заданной программе цилиндрами 46. Зажимные шпиндели 40 и 41 установлены в корпусах 47, имеющих возможность горизонтального перемещения в направляющих 48 при помощи .рычажной системы 49 и работающих по заданной программе цилиндров 50. На концах зажимных шпинделей установлены конусы 51 и 52. Конус 51 имеет пружит ну 53 и. снабх ен подпру иненным тол-. кателем 54, взаимодействующим только при наличии тары 17 с концевым переключателем 55. Над емкостью 37 с возможностью вертикального перемещения в направляю щих 5б установлен ограйсдающийи вытяжной кожух 57. Перемещение вниз осуществляется по заданной программе цилиндром 58, возврат вверх - пружиной. 59. . Камера 4 для сушки снабжена трубчатыми нагревателями 60 и системой 61 . конвекции воздуха., Камеры 5, 8 и 11 для охлаждения представляют собой систему обдува тары с изделиями холодным, воздухом при помощи вентилятора. Камеры 7 и 10 для сушки эмали снаьжены трубчатыми нагревателями 62, конвекционной системой 63 и оснащены встря хивающим устройством 6, представляю щим собой две параллельно установлен ные зубчатые дорокти, взаимодействую щие с роликами 29 тары 17. На фиг. 10 представлены все основ ные приборы управления и исполнитель ные механизмы установки. Помимо пере численных цилиндров, электропереклюмателей и т.д., в схеме управления имеются (кроме приборов нагрева, кон / роля и регулирования температуры ) следующие приборы: концевые переключатели 65-75, аппаратура 76 очистки и регулирования сжатого врздуха, воз духораспределители 77-8t с электроупраолением, кран 85 и система трубо проводов. Установка работает следующим образом, Открывается кран 85 и в систему подается сжатый воздух, который очищается станцией 76 очистки и регулирования. Рабочий устанавливает на подвеску п зоне загрузки пустую тару 17 с открытой крышкой (фиг. 5), загрухсает порцией изделий из воронки, закрывает крышку 27 и нажимает кнопку Пуск. С этого момента все операции, кроме загрузки и выгрузки, и осуществляются автоматически. По команде Пуск перемещается транспортер 12 до тех пор, пока следующий кулачок 23 не нажмет на кон-, цевой переключатель б5. Прекращается .перемещение транспортера 12, Одновременно включается реле времени, которое по заданной программе последовательно через заданные промежутки времени подает ряд команд. Сразу после,остановки транспортера срабатывает воздухораспределитель 77, и воздух поступает ко всем другим воздухораспределителя Одновременно срабатывают воздухорас-; пределители 80 и ВЗ, воздух подается в беситоковые полости цилиндров 50, шпиндели О сходятся, зажимая поступившую на соответствующую позицию тару 17« Для контроля наличия тары на позиции конус шпинделя 0 под . Если тара есть на позиции, то при зажиме о результате смещения по вертикали на величину е тара при.поднимается и не касается подвески П В то нее время толкатели S подаются назад и воздействуют на «онцевые переключатели 55. Левый же шпиндель да ёт КОМПНДУ на концевой перекпшчятель б9. Если же тары нет, то на данной позиции не будет нажат переключатель 55 и дальнейших команд не-последует, чем достигается экономия энергии. После нажима на концевые переключатели 69 и 55 подается команда на воздухораспределители 79, 81 и В , в результате их срабатывания поднимаются с помощью цилиндров 39 ванны 2, 3 6 и 9, и тара с изделиями окунается в соответствующий раствор или эмаль, срабатывают цилиндры 6, растормаживая шпиндели. Изделия выдерх иоаются в растворе или эмали заданное время, затем реле подает следующую команду, отключая воздухораспределитель 79. Ванны 2,3, 6 ,и 9 опускаются и нажимают соответственно на концевые переключатели 71 72, 73 и после того, как все они нажаты, подается команда на воздухораспределитель 78, и в цилиндры 58 подается воздух, кожухи 57 опускаются, воздействуют на концевые, переключатели 66, которые включают двигатели 2. В течение заданного времени происходит по команде реле времени вращение о одну сторону, затем реверс в другую сторону для лучшего излишков раствора или эмали, с изделий. После окончания заданного времени отжима подается новая команда,, отключаются двига.тели 2, воздухораспределители 79.81 и 8 и под действием пружин тормоза прекращается вращение. Команда поступает также на воздухораспределитель 7В, прекращается подача воздуха в цилиндры 58 и под действием пружин 59 кожухи поднимаются, в верхнем полок(ении на концевые перекгяочатели 67. Подается команда на воздухораспределители Во и 83 и происходит подача воздуха о штоковые полости цилиндров 50 и разжим тары, которая падает на подвеску 13. По окончании разжима концевые переключатели 6В подают команду на новое перемещение транспортирующего устройства 12 н шаг. Одновременно с описанной работой ванн нижний переключатель 65 при срабатывании подает команду на воздухораспределитель В2, воздух поступает 8 цилиндр 35 поднимая склиз 31 и ролики 32 и 33 1так, что подошедшая к разгрузке тара становится на ролики и приподнимается над подвеской. ЕР легко вращать, снимать крышку, ciri-вить о полох ения Выгрузка и Загрузка. За время выстоя рабочий разгружает готовые изделия и загружает новую порцию,
По окончании выстоя реле отк/яочэет воздухораспределитель 82, и склиз опускается, на концевые переключатели 75 Для следующего перемещения таким образом должны быть нажаты концевые переключатели 67, 68, 70, 75, 71, 72, 73 и 7, что гарантирует правильное полох ение всех механизмов и предотвращает поломку их. Затем цикл автоматически повто ряетсп. 22 2J 19
Таким образом, шаг за шагом тара 17 перемсщаптся через все технологическое оборудование.
В камере для сушки эмали -цапфа 28 тары попадает на встряхивающее устройство. Оно при перемещении тары 17 многократно приподнимает ее, после .чего тара падает, оставаясь в пазах подвески. Это обеспечивает пересыпание и встряску изделий и предотвращает их слипание, т.е. обеспечивает хорошее качество покрытия.
Использование предлагаемой установки позволит повысить надежность работы, качество покрытия и снизить расход энергии.
фигЛ 19 22
/
JJ
фиг 5
фиг. 6
593tST
f
0ut.t
17
29
W
фиг 9 ( Ж дЖ f --fлНЖ Л 4ssv Ж
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рекуператор для одновременного подогрева воздуха и газа | 1950 |
|
SU86808A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
