Изобретение относится к обработке металлов давлением и может быть использовано для изготовления поковок колец с различными формами поперечного сечения из цилиндрических исходных заготовок.
Целью изобретения является расширение технологических возможностей за счет увеличения разновидностей профилей поперечного сечения получаемых кольцевых поковок и относительной ширины их полок.
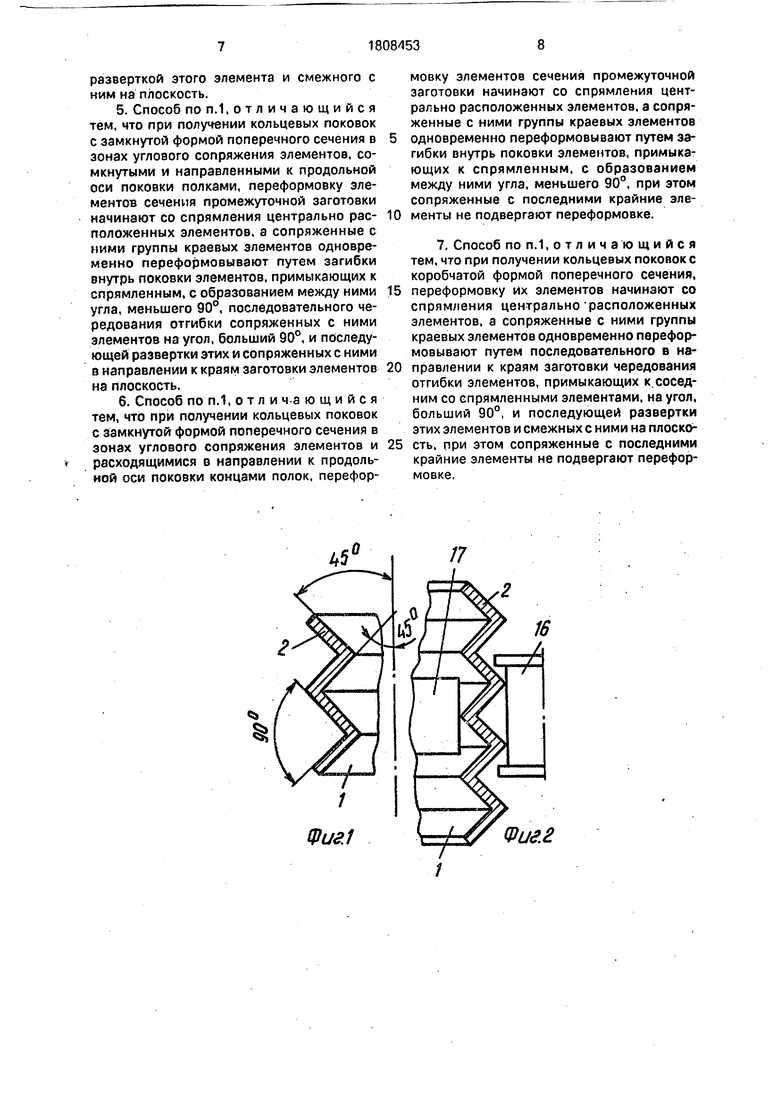
На фиг.1 схематически показан вид поперечного сечения многоэлементной промежуточной заготовки с минимальным числом элементов; на фиг.2 - аналогичная промежуточная заготовка, но с большим числом элементов, размещенная между деформирующими инструментами; на фиг.З - та же промежуточная заготовка после спрямления центрально расположенных
элементов; на фиг.4 - конец этапа отгибки примыкающих к соседним со спрямленными элементов; на фиг.5 - конечный этап переформовки промежуточной заготовки с получением поковки с П-образной формой поперечного сечения при одинаковой ширине полок; на фиг.б показана форма П-образ- ного поперечного сечения с неравными по ширине полками полученной поковки; на фиг.7 показана Г-образная форма поперечного сечения поковки; на фиг.8-10 - разновидности замкнутых форм поперечного сечения кольцевых поковок.
Способ осуществляется следующим образом.
Из сплошной цилиндрической заготовки (не показана) получают кузнечными операциями осадки, прошивки центрального отверстия и предварительной раскатки
00
СЛ СлЭ
кольцевой полуфабрикат (не показан); Затем этот полуфабрикат подвергают дальнейшей раскатке для получения промежуточной кольцевой заготовки 1 с многоэлементной формой поперечного сечения, ось симметрии которого перпендикулярна продольной ее оси. Элементы 2 сечения выполнены в виде последовательно сопряженных прямолинейных участков, расположенных под углом в 90° один относительно другого и с ориентации относительно продольной оси заготовки под углом в 45°, направление которого чередуется от одного элемента к другому (см. фиг.1 и 2), Эту промежуточную заготовку подвергают поэлементной переформовке с различными сочетаниями комбинаций элементов в зависимости от заданной формы поперечного сечения поковки.
Так, например, для получения изделий с П-образной формой поперечного сечения как с равновеликими 3 по ширине полками (см. фиг.5), так и с разновеликими 4 (см, фиг.6), переформовку элементов промежуточной заготовки начинают со спрямления по меньше мере, двух заключенных между крайними элементов (для равновеликих по- лок это центральные элементы, а для разновеликих - смещенные от оси симметрии), после чего сопряженные с ними группы краевых элементов одновременно (с двух сторон от спрямленных) переформовывают путем последовательного в направлении к краям заготовки чередования отгибки элементов 5, примыкающих к соседним со спрямленными элементам 6 (не повергаемым активной деформации), на угол, больший .90°, и развертки этих элементов и смежных 7 с ними (в том же указанном направлении) на плоскость (см, фиг.З и 4), При этом одновременность переформовки сохраняют до конечных стадий получения поковки только для сечений с разновеликими по ширине полками, а при разновеликих полках после завершения формирования короткой полки 8 продолжают процесс только со стороны широкой полки 9.
Для Г-образной формы 10 поперечного сечения (см. фиг.7) в отличие, от вышеописанной последовательности спрямляют расположенные с одного из краев заготовки элементы, а процесс последовательной переформовки ведут аналогично вышеуказанному для П-о5разных сечений, но только со стороны оставшейся широкой полки 11. В том случае, если требуется получить поковки при замкнутых формах поперечного сечения с сомкнутыми зонами углового сопряжения элементов и сомкнутыми направленными к продольной оси поковки
полками 12 (см. фиг. 8) или же с расходящимися в направлении к продольной оси концами полок 13 (см. фиг.9), а также при коробчатой 14 форме сечения (см. фиг. 10), осуществляют первоначально спрямление по меньше мере двух центрально располо- женных элементоп, затем одновременно переформовывают остальные. Далее в зависимости от конкретной формы замкну0 того сечения поступают следующим образом.
При необходимости получения замкнутой формы поперечного сечения в зонах углового сопряжения элементов независимо
5 от дальнейшего расположения полок осуществляют одновременную переформовку сопряженных со спрямленными элементов 6 путем их загибки внутрь поковки с образованием в зоне сопряжения между элемента0 ми угла меньшего 90°. Далее для соприкасающихся по ширине и направленных к оси поковки полок 12 (фиг.8) осуществляют последовательно чередующуюся отгибку сопряженных с замкнутыми элемен5 тов 5. на угол, больший 90°, и развертки этих и сопряженных с ними в направлении к краям заготовки элементов 7 на плоскость. При расходящихся к центру поковки 0 яках 13 (см, фиг,9) при указанной выше иерефор0 мовке сопряженных со спрямленными, элементов крайние, сопряженные с последними элементы 15 не подвергают активной деформации.
И, наконец, при коробчатой форме по5 перечного сечения поковки (см. фиг. 10) после спрямления центральных элементов осуществляют переформовку сопряженных с ними элементов 6 в последовательности, изложенной выше для поковок П-образного
0 поперечного сечения с равновеликими по ширине полками с той лишь разницей, что крайние элементы 15 не подвергают активной деформации.
При реализации способа на этапе пол5 учения кольцевой промежуточной заготовки может быть использован различный парный деформирующий инструмент, например, в виде профильного бойка 16иоправки 17(см. фиг.2), пары валков 18 и 19 (см. фиг.З). При
0 переформовке элементов сечения также используется любой подходящий для этой цели инструмент (желательно универсальный), например, изображенные на фиг.4 профильные бойки 20 и плита 21, показанные на
5 фиг,5 плоские бойки 22 с плитой 23.
Для компенсации возможных искажений первоначальной формы отдельных частей промежуточной заготовки при операциях спрямления и переформовки элементов ее профиля, обусловленных повышенной жесткостью элементов при их перемещениях в направлении к продольной оси промежуточной заготовки, могут быть использованы любые из известных средств (например, кольцевые плиты с коническими 5 рабочими поверхностями,секционные бой- | ки), осуществляющих силовое воздействие / на отдельные элементы поковки, а также калибрующие средства.
П ример. На Криворожском турбинном 10 заводе из сплошной цилиндрической заготовки размерами0250 мм и высотой 400 мм на прессе номинальным усилием 4000 тс был получен кольцевой полуфабрикат с наружным диаметром 450 мм, внутренним ди- 15 аметром 250 мм и высотой 200 мм, который был раскатан до получения кольца с внутренним диаметром 500 мм, наружным диаметром 650 мм и высотой 400 мм. Из него была получена промежуточная кольцевая 20 заготовка, состоящая из четырех сопряженных между собой элементов, участки сечения которых сопряжены между собой под углом в 90° и расположены под чередующимися по направлению углами в 45° относи- 25 тельно продольной оси заготовки с внутренним диаметром 970 мм, наружным диаметром 1120 мм, высотой 560 мм и толщиной элементов 20 мм. После спрямления двух центральных участков на операции 30 раскатки и переформовки крайних участков в профильных и плоских бойках с промежуточными плитами была получена кольцевая поковка П-образной формы поперечного сечения с одинаковыми по ширине полками, 35 равными 300 мм, высотой 100 мм при толщине полок 17 мм, При этом относительная ширина полок составила порядка 17, что недостижимо для аналогичных известных способов получения поковок сложнопро- 40 фильных колец,
Формула изобретения 1. Способ получения сложнопрофиль- ных кольцевых поковок, включающий предварительную раскатку полой цилинд- 45 рической заготовки с получением промежуточной кольцевой заголовки с многоэлементной формой поперечного сечения, ось симметрии которого перпендику- лярна продольной оси заготовки, а 50 элементы сечения выполнены в виде последовательно сопряженных плоских участков, расположенных под углом 90° один относительно другого, последующую переформовку отдельных элементов поперечного 55 сечения промежуточной кольцевой заготовки путем поворота одних элементов относительно смежных с ними элементов, о т л и- чающийся тем, что, с целью расширения технологических возможностей за счет увеличения разновидностей профилей поперечного сечения получаемых кольцевых по- KOROK и относительной ширины их полок, элементы сечения промежуточной кольцевой заготовки располагают по отношению к ее продольной оси под чередующимся по направлению от одного элемента к другому углом 45°, а при переформовке первоначально располагают в одной плоскости группу из по меньшей мере двух смежных элементов сечения промежуточной заготовки, а положение остальных элементов сечения изменяют относительно спрямленных элементов, до получения заданной формы поперечного сечения кольцевой заготовки.
2. Способ по п. 1,отличающийся тем, что при получении кольцевых поковок с П-образной формой поперечного сечения с одинаковыми по ширине полками, переформовку элементов сечения промежуточной заготовки начинают со спрямления центрально расположенных элементов, а сопряженные с ними группы краевых элементов переформовывают одновременно путем последовательного, е направлении к краям заготовки, чередования отгибки элементов, примыкающих к соседним со спрямленными элементами на угол, больший 90° и последующей развертки этих элементов и смежных с ними на плоскость.
3. Способ по п.1,отличающийся тем, что при получении кольцевых поковок с П-образной формой поперечного сечения с разновеликими по ширине полками, переформовку элементов сечения промежуточной заготовки начинают со спрямления образующих перемычку П-образного сечения элементов, а сопряженные с ними группы краевых элементов переформовывают путем последовательного в направлении к краям заготовки чередования отгибки элементов, примыкающих к соседним со спрямленными элементами, на угол, больший 90°, и последующей развертки этих элементов и смежных с ними на плоскость, при этом переформовку групп краевых элементов осуществляют одновременно только до момента окончания оформления узкой полки.
4. Способ по п. 1,отличающийся тем, что при получении кольцевых поковок с Г-образной формой поперечного сечения, переформовку ее элементов начинают со спрямления крайних элементов, после чего сопряженную с ними группу элементов переформовывают путем последовательного чередования отгибки элемента, примыкающего к соседнему со спрямленным элементом, на угол, большим 90°, последующей
разверткой этого элемента и смежного с ним на плоскость.
5. Способ по п.1.отличающийся тем, что при получении кольцевых поковок с замкнутой формой поперечного сечения в зонах углового сопряжения элементов, сомкнутыми и направленными к продольной оси поковки полками, переформовку элементов сечения промежуточной заготовки начинают со спрямления центрально расположенных элементов, а сопряженные с ними группы краевых элементов одновременно переформовывают путем загибки внутрь поковки элементов, примыкающих к спрямленным, с образованием между ними угла, меньшего 90°, последовательного чередования отгибки сопряженных с ними элементов на угол, больший 90°, и последующей развертки этих и сопряженных с ними в направлении к краям заготовки элементов на плоскость.
6. Способ по п.1, отличающийся тем, что при получении кольцевых поковок с замкнутой формой поперечного сечения в зонах углового сопряжения элементов и расходящимися в направлении к продольной оси поковки концами полок, переформовку элементов сечения промежуточной заготовки начинают со спрямления центрально расположенных элементов, а сопряженные с ними группы краевых элементов
одновременно переформовывают путем загибки внутрь поковки элементов, примыкающих к спрямленным, с образованием между ними угла, меньшего 90°, при этом сопряженные с последними крайние элементы не подвергают переформовке.
7. Способ по п.1, о т л и ч а ю щ и и с я тем, что при получении кольцевых поковок с коробчатой формой поперечного сечения,
переформовку их элементов начинают со спрямления центрально расположенных элементов, а сопряженные с ними группы краевых элементов одновременно переформовывают путем последовательного в направлении к краям заготовки чередования отгибки элементов, примыкающих к.соседним со спрямленными элементами, на угол, больший 90°, и последующей развертки этих элементов и смежных с ними на плоскость, при этом сопряженные с последними крайние элементы не подвергают переформовке.
Я
xL
К/ХХ/7 /
/ А / / / / / /
--Г/////// У/77 7 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок колец П-образного поперечного сечения | 1991 |
|
SU1794586A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1989 |
|
RU2068747C1 |
| Способ изготовления изделий | 1988 |
|
SU1696076A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С НЕПАРАЛЛЕЛЬНЫМИ КРОМКАМИ | 1989 |
|
RU2026762C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ ПРОКАТА | 1988 |
|
SU1587772A1 |
| Способ изготовления гнутых профилей проката | 1987 |
|
SU1454540A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2036737C1 |
| СПОСОБ ПРОФИЛИРОВАНИЯ РАВНОПОЛОЧНОГО ШВЕЛЛЕРА | 2007 |
|
RU2362643C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО НЕРАВНОПОЛОЧНОГО ЗЕТОВОГО ПРОФИЛЯ | 1998 |
|
RU2148451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2002 |
|
RU2222402C2 |

Использование: область обработка металлов давлением. Может быть использовано для изготовления поковок колец с различными формами поперечного сечения из цилиндрических исходных заготовок. Сущность изобретения: при предварительной раскатке получают промежуточную кольцевую заготовку. Форма ее поперечного сечения представляет собой многозле- мен тную конфигурацию. Элементы поперечного сечения прямолинейны, сопряжены один с другим под углом в 90° и ориентированы относительно продольной оси заготовки под чередующимся по направлению углов в 45°. Осуществляя затем переформовку отдельных элементов и групп элементов в различных сочетаниях путем их распрямления, загибки и отгибки с изменением угла сопряжения, получают изделия с разными формами поперечного сечения и увеличенным отношением ширины полок и их толщинам. 6 з.п. ф-лы, 10 ил. (Л С
VuzSl
| Способ изготовления кольцевых поковок | 1981 |
|
SU956123A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
