Изобретение относится к обработке металлов резанием и может быть использовано в качестве устройства для крепления тонкостенных пустотелых цилиндрических и конических деталей.
Цель изобретения - повышение качества обработки пустотелых тонкостенных деталей за счет обеспечения максимального приближения наружной поверхности оправки к цилиндрической поверхности.
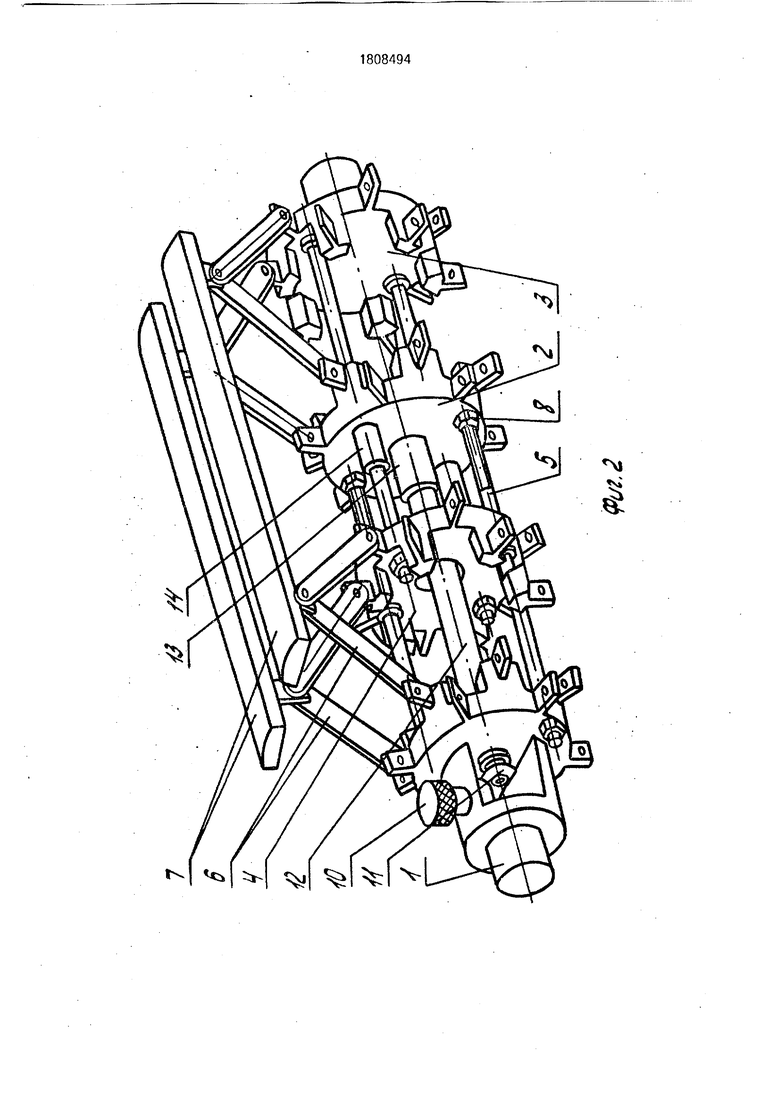
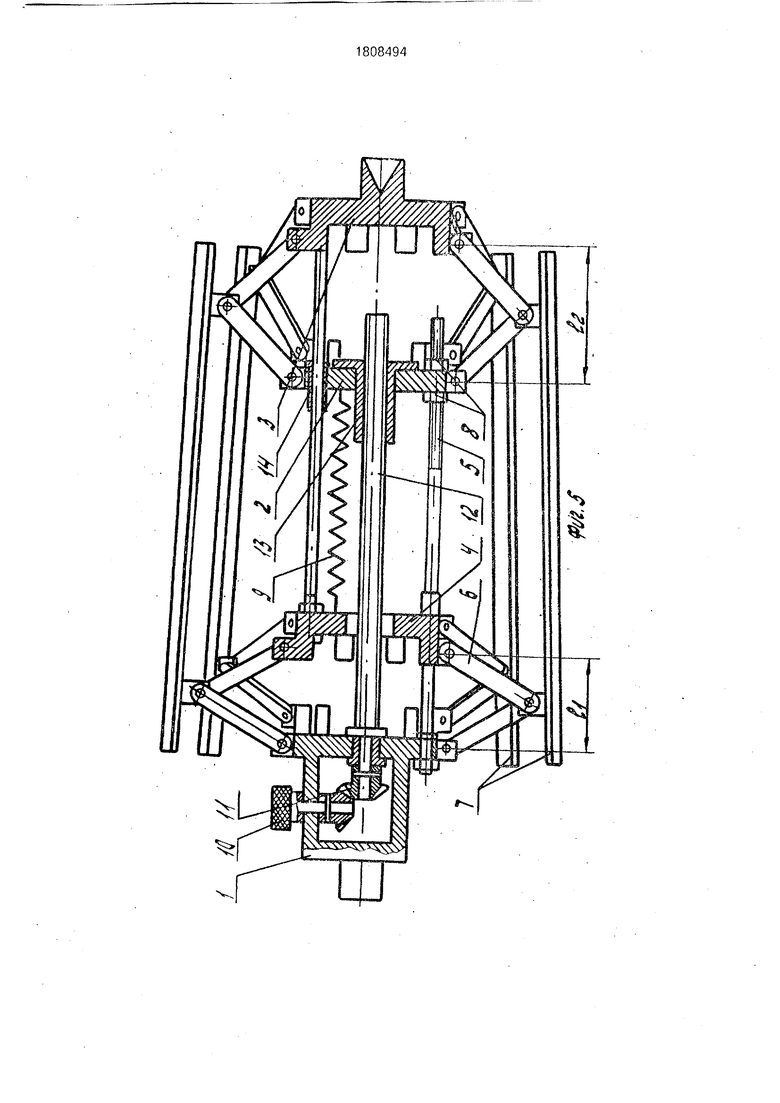
На фиг. 1 - общий вид оправки; на фиг.2 - аксонометрическое изображение оправки; на фиг.З - первая рамочная конструкция с механизмом вращения винта и с резьбовой парой винт-гайка для перемещения по- движного диска; на фиг.4 - вторая рамочная конструкция; на фиг.5 - общий вид оправки,перенастроенной для обработки деталей с внутренней конической поверхностью; на фиг.6 - схема оправки с двенадцатью разжимными планками.
Оправка для обработки тонкостенных пустотелых деталей состоит из дисков с хвостовиками - хвостовых элементов 1 и 3, подвижных дисков 2 и 4, гладких цилиндри- ческих штырей 5 с навинченными на них стопорными гайками 8, тяг 6, планок 7, пружин возврата 9, ручки 10 механизма вращения винта 11, винта 12, резьбовой втулки 13 и бронзовых втулок 14 (см.фиг.1-5). .
Хвостовой элемент 1 соединен с подвижным диском 2 при помощи гладких цилиндрических штырей 5 и при помощи стопорных гаек 8 фиксируется на определенном расстоянии. Они образуют первую рамочную конструкцию (см.фиг.З}. В хвостовом элементе 1 расположена ручка 10 механизма вращения винта 11 и здесь же закреплен один конец винта, а второй входит в резьбовую втулку 13, которая установ- лена в подвижном диске 2. При помощи этой резьбовой пары винт-гайка осуществляется перемещение подвижного диска по гладким цилиндрическим штырям 5 при перенастройке оправки.
Хвостовой элемент 3 соединен при помощи гладких цилиндрических штырей 5 с подвижным диском 4 и образуют вторую (фиг.4) рамочную конструкцию. Цилиндри- ческие гладкие штыри неподвижно закреплены как в хвостовом элементе 3, так и в подвижном диске 4. Эта рамочная конструкция не перестраивается при перенастройке оправки.
При необходимости перенастройки оправки на детали с коническим otsepcmeM необходимо производить регулировку только первой рамочной конструкции (см. фиг.2, 3,5).
Две рамочные конструкции образуют единое целое (см,фиг.2) за счет того, что гладкие цилиндрические штыри первой рамочной конструкции проходят через бронзовые втулки, которыми оснащен подвижный диск второй рамочной конструкции 4, а гладкие цилиндрические штыри второй рамочной конструкции проходят через бронзовые втулки, которыми оснащен подвижный диск 2 первой рамочной конструкции. Таким образом, при приложении к хвостовому элементу 3 осевого усилия от центра задней бабки токарного станка, вторая рамочная конструкция, скол ьзя своим подвижным диском 4 по гладким цилиндрическим штырям первой рамочной конструкции, перемещается и при этом изменяется угол между шар- нирно закрепленными тягами 6, которые, в свою очередь, будут раздвигать в радиальном направлении планки 7. Оправка раскрывается и при этом растягиваются пружины возврата 9. После снятия осевой нагрузки пружины возврата возвратят рамочные конструкции в исходное положение - оправка закроется. В этом положении обрабатываемая деталь легко снимается и устанавливается на оправке. Для более надежной фиксации деталей на оправке на наружных поверхностях планок 7 могут быть выполнены рифления.
Характерной особенностью конструкции данной оправки является то, что хвостовые элементы и подвижные диски выполнены таким образом, что на обращенных друг к другу торцевых поверхностях равномерно по окружности в чередующемся порядке выполнены выступы с крепежными элементами и впадины, причем впадины диска предназначены для размещения в них выступов хвостового элемента, а крепежные элементы на диске расположены в шахматном порядке относительно крепежных элементов выступов и по середине между ними. Таким образом, выступы хвостового элемента 1. входят во впадины подвижного диска 4, а выступы подвижного диска 2 входят во впадины хвостового элемента 3.
Таким образом, данная конструкция хвостовых элементов и подвижных дисков позволит максимально приблизить их друг к другу за счет взаимного проникновения выступов подвижного диска во впадину хвостового элемента. А это, в свою очередь, позволит максимально увеличить наружный диаметр оправки в открытом состоянии.
Данной оправкой пользуются следующим образом.
Хвостовой элемент 1 закрепляют в трех- кулач.ковом патроне токарного станка. На оправку одевают обрабатываемую деталь и
нажимают центром задней бабки станка на хвостовой элемент 3. Осевое усилие начнет перемещать вторую рамочную конструкцию относительно первой (см.фиг.2). Тем самым приводятся в движение тяги 6, которые начнут раздвигать в радиальном направлении планки 7. Эти планки будут двигаться до тех пор, пока прочно не зафиксируют деталь по ее внутренней поверхности. После окончания обработки снимает осевую нагрузку и пружины возврата 9 закроютоправку. При обработке тонкостенных деталей с цилиндрической внутренней поверхностью должно выполняться равенство Н 2 (см.фиг.1).
Для фиксации тонкостенных пустотелых деталей с конической внутренней поверхностью необходимо произвести перенастройку оправки. Для этого необходимо раскрутить стопорные гайки 8 около подвижного диска 2 первой рамочной конструкции, на оправку надеть деталь и приложить осевое усилие к хвостовому элементу 3, ч тобы открыть оправку.
Вращая маховик 10, через механизм вращения винта 11, начнем вращать винт 12, а он, закручиваясь в резьбовую гайку 13, заставит вращаться влево по гладким цилиндрическим штырям подвижный диск 2. При этом происходит увеличение расстояния (te) между диском 2 и хвостовым элементом 3 (см.фиг.5). Это перемещение приведет к изменению угла между тягами 6, а это, в свою очередь, обусловит уменьшение наружного диаметра оправки со стороны хвостового элемента 3. Эту операцию производят до тех пор, пока раздвижные планки плотно прилягут к конической поверхности детали. После окончательной настройки снимают осевую нагрузку и снимают деталь с оправки. Остается прочно зафиксировать подвижный диск 2 в новом положении гайками 8 и оправка готова к работе. После этой перестройки должно соблюдаться условие, что Н меньше 2.
Оправка позволит обрабатывать тонкостенные пустотелые детали как с цилиндрическими, так и с коническими внутренними поверхностями и с большим диапазоном диаметров. Данная конструкция позволит максимально приблизить наружную поверхность к цилиндрической за счетувеличения количества разжимных планок до 12 штук, что, в свою очередь, приведет к значительному уменьшению деформации тонких стенок обрабатываемых деталей.
На фиг.б схематически показана оправка и ее двенадцать разжимных элементов. Наглядно видно, что разжимные планки занимают положение, максимально приближающееся к окружности.
Ф о р м у л а и з о б р е т е н и я
Оправка, содержащая направляющий элемент в виде штыря, установленные на
нем подвижные и неподвижные диски с хвостовиками, причем на подвижных дисках и дисках с хвостовиками выполнены крепежные элементы для тяг, шарнирно связанных с разжимными элементами в виде планок,
расположенные симметрично продольном оси дополнительные направляющие элементы, концы которых закреплены в отверстиях всех дисков из условия образования двух конструкций рамочного типа и их отно. сительного взаимного перемещения, отличающаяся тем, что, с целью повышения качества обработки пустотелых тонкостенных деталей за счет обеспечения максимального приближения наружной
поверхности оправки к внутренней поверхности детали, на обращенных одна к другой поверхностях каждой пары дисков равномерно по окружности в чередующемся по- рядке выполнены выступы и впадины,
причем впадины подвижного диска предназначены для размещения выступов диска с хвостовиком, а крепежные элементы расположены на диске в шахматном порядке на выступах и между ними и предназначены
для последовательного взаимодействия с тягами.
fui.S

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Оправка для закрепления тонкостенных цилиндрических заготовок | 2018 |
|
RU2688019C1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ В ПРАВИЛЬНОЕ ПОЛОЖЕНИЕ КОСТЕЙ КОНЕЧНОСТЕЙ ПРИ ПЕРЕЛОМАХ | 1998 |
|
RU2127562C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Устройство для юстировки оптического элемента | 1990 |
|
SU1781660A1 |
| УСТРОЙСТВО К КРУГЛОШЛИФОВАЛЬНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА СЕПАРАТОРА | 1991 |
|
RU2024384C1 |
| Приспособление для навивки пружин к токарному станку | 1988 |
|
SU1639849A1 |
| Разжимная оправка | 1981 |
|
SU986630A1 |


Использование: в металлообработке для закрепления тонкостенных пустотелых цилиндрических и конических деталей. Сущность изобретения: хвостовой элемент 1 соединен с подвижным диском 2 при помощи гладких цилиндрических штырей 5.и при помощи стопорных гаек 8 фиксируется на определенном расстоянии. Они образуют первую рамочную конструкцию. В хвостовом элементе 1 расположена ручка 10 механизма вращения винта 11 и здесь же закреплен один конец винта, а второй входит в резьбовую втулку 13, которая установлена в подвижном диске 2. При помощи этой резьбовой пары винт-гайка осуществляется перемещение подвижного диска по гладким цилиндрическим штырям 5 при перенастройке оправки. Диск с хвостовиком - хвостовой элемент 3 соединен при помощи гладких цилиндрических штырей 5 с подвижным диском 5 и образуют вторую рамочную конструкцию. Цилиндрические гладкие штыри неподвижно закреплены как в хвостовом элементе 3, так и в подвижном диске 4. Эта рамочная конструкция не перестраивается при перенастройке оправки. При необходимости перенастройки оправки на детали с коническим отверстием необходимо производить регулировку только первой рамочной конструкции. 6 ил. ел с
| Оправка | 1989 |
|
SU1673304A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
