Изобретение относится к станкостроению.
Целью изобретения является повышение точности и расширение технологических возможностей станка.
На чертеже приведена кинематическая схема предлагаемого станка.
Резьбошлифовальный станок содержит станину 1, на которой с возможностью перемещения установлены стол 2 и шлифовальная бабка 3. Шпиндель 4 изделия соединен кинематической цепью 5 с ходовым винтом б, установленным в ходовой гайке 7. Станок содержит также каретку 8, установленную с возможностью перемещения в направлении перемещения шлифовальной бабки 3. двуплечий рычаг 9 Г-образной формы, установленный на каретке 8 на оси 10, толкатель 11, механизм 12 затылованйя, установленный с возможно- стьк взаимодействия с двуплечим рычагом 9 в направлении, перпендикулярном направлению перемещения шлифовальной бабки 3, и состоящий из зубчатой передачи 13, кулака 14 и толкателя 15, и механизм 16 шлифования конической резьбы, состоящий из укрепленной на столе 2 конусной линейки 17 и тяги 18. Связь шпинделя 4 изделия с механизмом 12 затылованйя осуществляется через кинематическую цепь 19.
Резьбошлифовальный станок работает следующим образом.
Вращение от шпинделя 4 изделия передается через кинематическую цепь 5 ходовому, винту 6. Вращение винта 6 в гайке 7, установленной на станине 1, вызывает перемещение стола 2 вдоль оси изделия. Вращение шпинделя 4 изделия и одновременное перемещение стола 2 создают винтовое движение изделия относительно шлифовальной бабки 3, необходимое для осуществления процесса обработки резьбы. При шлифовании конической резьбы одновременно со столом 2 перемещается установленная на нем конусная линейка 17, воздействуя при этом на тягу 18. которая, в свою очередь, воздействует на каретку 8. Через рычаг 9 и толкатель 11 воздействие передается шлифовальной бабке 3. Согласованное с винтовым движением изделия перемещение шлифовальной бабки 3 в процессе шлифования позволяет получить коническую резьбу.
При шлифовании затылованной резьбы вращение от шпинделя 4 изделия через кинематическую цепь 19 и зубчатую передачу 13 передается кулаку 14 затылованйя. Профиль кулака 14 определяет закон перемещения толкателя 15, воздействующего на двуплечий рычаг 9, Поворачиваясь вокруг
оси 10, рычаг 9 воздействует на толкатель 11, который в свою очередь, воздействует на шлифовальную бабку 3.
Возвратно-поступательные перемещения шлифовальной бабки 3, согласованные с вращением изделия, позволяют получить затылованную резьбу.
Одновременная работа механизма затылованйя и механизма шлифования конусной резьбы позволяет получить затылованную коническую резьбу.
Установка в кинематическую цепь, соединяющую механизм шлифования конусной резьбы и рычаг, поступательно перемещаю5 щейся каретки и непосредственное воздействие в предлагаемом станке механизма затылованйя на рычаг позволяют полностью ликвидировать нелинейные искажения перемещений, передаваемых от указанных
0 механизмов на шлифовальную бабку, т.е. повысить точность станка. Установка рычага на каретке и установка механизма затылованйя так, что его взаимодействие с рычагом происходит в направлении, пер5 пендикулярном направлению перемещения шлифовальной бабки, обеспечивают возможность одновременной работы механизма затылованиу и механизма шлифования конусной резьбы, т.е. обеспечивают воз0 можность шлифования на станке затылованной ко; теской резьбы. Вместе с тем предлагаемый станок не содержит кинематических элементов, имеющих понижающую передаточную функцию при передаче
5 перемещений от механизмов затылованйя и шлифования конусной резьбы на шлифовальную бабку. Это обеспечивает при сохранении высокой точности станка передачу больших перемещений от указанных выше
0 механизмов на шлифовальную бабку и позволяет производить обработку на станке резьбы с величиной конусности до 1:3 и с величиной затылованйя до 12 мм, что расширяет технологические возможности стан5 ка.
Формула изобретения Резьбошлифовальный станок, содержащий станину, шлифовальную бабку, механизм шлифования конической резьбы,
0 механизм затылованйя с кулачком и двуплечий рычаг, одно плечо которого кинематиче- ски связано с кулачком механизма затылованйя, а другое плечо кинематически связано с шлифовальной бабкой, о т л и ч а5 ю щ и и с я тем, что, с целью повышения точности и расширения технологических возможностей станка, он снабжен кареткой, установленной в станине с возможностью возвратно-поступательного перемещения в направлении перемещения шлифовальной
51816578 б
бабки, а двуплечий рычаг выполнен Г-образ-эатылования с двуплечим рычагом вы по л йеной формы и жестко закреплен на каретке,на в виде толкателя, установленного с еоз- причем механизм шлифования коническойможностью перемещения в направлении, резьбы кинематически связан с кареткой, аперпендикулярном к направлению переме- кинематическая связь кулачка механизма5 щения шлифовальной бабки.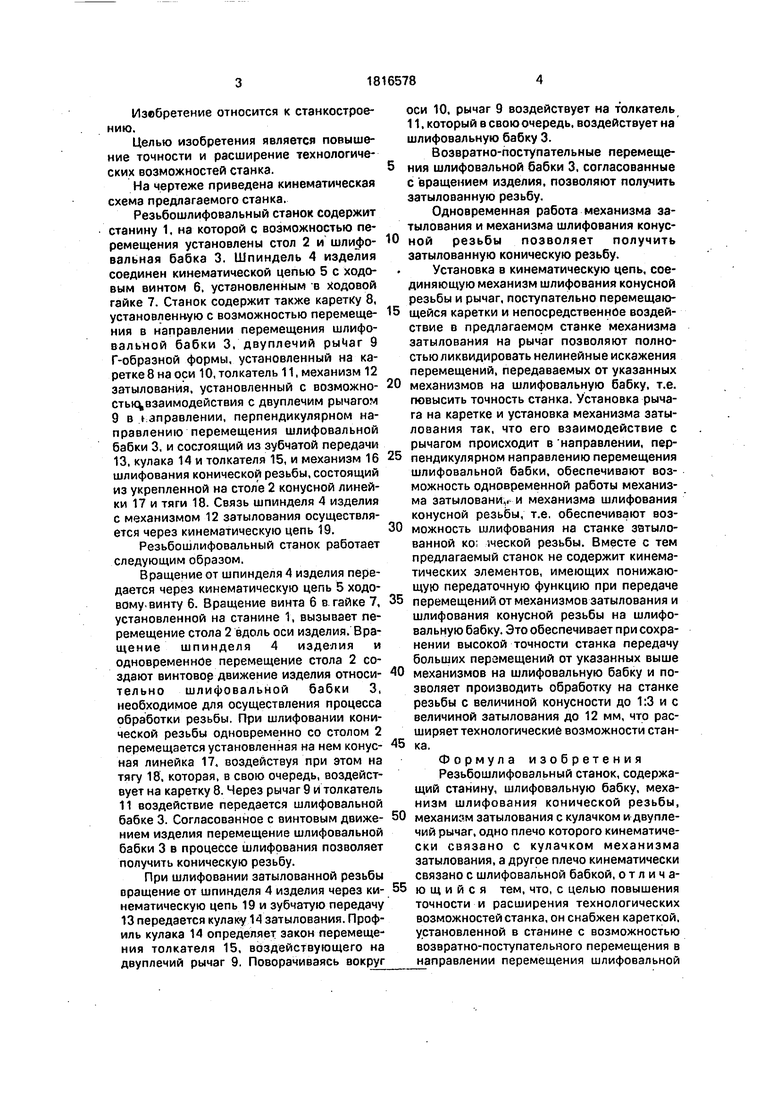
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбошлифовальный станок | 1991 |
|
SU1808545A1 |
| Резьбошлифовальный станок для обработки метчиков | 1978 |
|
SU732117A1 |
| Резьбошлифовальный станок | 1989 |
|
SU1764949A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Устройство к шлифовальным станкам для затылования инструмента | 1987 |
|
SU1733219A1 |
| Станок для обработки кольцевого желоба переменного профиля | 1988 |
|
SU1645108A1 |
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| Резьбошлифовальный станок | 1986 |
|
SU1355451A1 |
| РЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1999 |
|
RU2166415C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
Использование: при шлифовании и затыловании конической резьбы. Сущность изобретения: станок содержиг станину 1, шлифовальную бабку 3, механизм 12 заты- лования. механизм 16 шлифования конической резьбы и двуплечий Г-образный рычаг 9. Рычаг 9 жестко закреплен на ползуне 8. Одно плечо рычага 9 кинематически связано с шлифовальной бабкой 3, а другое плечо при помощи толкателя 15 - с кулачком 14 механизма 12 затылования. Ползун кинематически связан с механизмом 16 шлифования конической резьбы. 1 ил.
| Мерперт М.П | |||
| Прецизионные резьбошлифовальные станки.-М.;Машгиз | |||
| Водоотводчик | 1925 |
|
SU1962A1 |
